Download as docx, pdf, or txt
You might also like
- Harrison L-5 & L5A Manual PDFDocument56 pagesHarrison L-5 & L5A Manual PDFstarlight_tools727975% (4)
- Roto-Flo Instruc Manual-ORIGINAL Adobe 5 8 08Document73 pagesRoto-Flo Instruc Manual-ORIGINAL Adobe 5 8 08nestor100% (1)
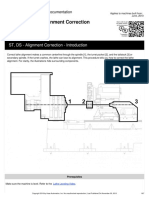
- Haas ST, DS - Alignment CorrectionDocument26 pagesHaas ST, DS - Alignment CorrectionVladimirAgeevNo ratings yet
- Computers: Acer - N20H2 : SF114-33Document2 pagesComputers: Acer - N20H2 : SF114-33Alhams TorrentNo ratings yet
- Operating and Maintenance InstructionsDocument16 pagesOperating and Maintenance InstructionsAhmad100% (1)
- Manufacturing of Steam and Gas Turbine Fnal ReportDocument60 pagesManufacturing of Steam and Gas Turbine Fnal Reportapi-363609191100% (3)
- BHEL Industrial VisitDocument25 pagesBHEL Industrial Visitmasstech100% (1)
- New Moment WeightDocument16 pagesNew Moment WeightRaj KiranNo ratings yet
- SolarCentaur3Six PDFDocument14 pagesSolarCentaur3Six PDFmisbah_27No ratings yet
- Journal BRG Vib & AnalysisDocument3 pagesJournal BRG Vib & Analysisbhupendra singh15No ratings yet
- BSI Training Presentation Rev.1Document75 pagesBSI Training Presentation Rev.1misaelyehezkieljoewonoNo ratings yet
- SBLM2500 Ind 179Document14 pagesSBLM2500 Ind 179Daniil SerovNo ratings yet
- Ansaldo SFC With High Generator Voltage - Automation & Control Engineering ForumDocument1 pageAnsaldo SFC With High Generator Voltage - Automation & Control Engineering ForumHBNBILNo ratings yet
- Stator and Rotor Winding Ground Protection Failures - Maughan-Ground-Relay-2 PDFDocument46 pagesStator and Rotor Winding Ground Protection Failures - Maughan-Ground-Relay-2 PDFSalvador ArcosNo ratings yet
- Journal Bearing UpgradingDocument2 pagesJournal Bearing UpgradingjasonNo ratings yet
- FNDSC - MS9001Document59 pagesFNDSC - MS9001shravani mangalpalliNo ratings yet
- F Class Inspection Maintenance Fact SheetDocument1 pageF Class Inspection Maintenance Fact SheetMartinNo ratings yet
- Electric Actuator Catalogue - Complete2Document22 pagesElectric Actuator Catalogue - Complete2Bhupal Raju100% (1)
- Maintenance PracticesDocument10 pagesMaintenance Practicesarman_joon2003100% (1)
- EngDocument44 pagesEngzomglolzscribdNo ratings yet
- Device Summary 393A8028Document17 pagesDevice Summary 393A8028SANJAYNo ratings yet
- Satyendra ' S ReportDocument24 pagesSatyendra ' S ReportSatyendra Singh100% (1)
- Tender Document GE MARK V HMIDocument16 pagesTender Document GE MARK V HMIabudimazNo ratings yet
- GEK90211C ML18H Powervac Breaker Manual PDFDocument48 pagesGEK90211C ML18H Powervac Breaker Manual PDFManuel L LombarderoNo ratings yet
- Moog PowerGen Actuator Fail Safe Overview PDFDocument4 pagesMoog PowerGen Actuator Fail Safe Overview PDFdevdownNo ratings yet
- GT13E2 Infographic - Final - PDFDocument1 pageGT13E2 Infographic - Final - PDFGregory StockNo ratings yet
- Part List 143B2771G024Document2 pagesPart List 143B2771G024primaasiapasifikNo ratings yet
- Gen Air TestDocument14 pagesGen Air TestPRINCE SHARMA100% (1)
- NIC 12.02 - Rev.01 Axial Displacement Inspection Procedure For Axial Andcentrifugal Compressors PDFDocument29 pagesNIC 12.02 - Rev.01 Axial Displacement Inspection Procedure For Axial Andcentrifugal Compressors PDFDjaber ElhaicharNo ratings yet
- Customer Course CatalogDocument97 pagesCustomer Course Cataloglxd.hepNo ratings yet
- GE Mark V OverviewDocument2 pagesGE Mark V OverviewBrian QiNo ratings yet
- Advanced Compressor Less Purge ControlsDocument32 pagesAdvanced Compressor Less Purge ControlsMaha BlueNo ratings yet
- Training Manual Vol I Generator Basic Theory FinalDocument26 pagesTraining Manual Vol I Generator Basic Theory Finalamina.eloualiNo ratings yet
- Device Summary EnglishDocument14 pagesDevice Summary Englishكاظم محمد100% (1)
- Bhel Block 3Document35 pagesBhel Block 3Aditya Aggarwal62% (13)
- 9e ChinaDocument7 pages9e Chinanabil160874No ratings yet
- Turbine 6 Final ReportDocument20 pagesTurbine 6 Final ReportDangolNo ratings yet
- Gek 49827a PDFDocument50 pagesGek 49827a PDFManuel MazariegosNo ratings yet
- Htgg611728 Anb - 0軬軲ka 4510軪i - 02 en Field Assbly Instr. Wy23zDocument74 pagesHtgg611728 Anb - 0軬軲ka 4510軪i - 02 en Field Assbly Instr. Wy23z邢焕震100% (1)
- Sketch ThriDocument35 pagesSketch Thrisahil100% (1)
- GEI-100547-EX2100 and EX2100e ExcitationControl Factory Testsand Demonstrations Instruction GuideDocument12 pagesGEI-100547-EX2100 and EX2100e ExcitationControl Factory Testsand Demonstrations Instruction GuideLê Trung DũngNo ratings yet
- HTTP WWW - Trenchgroup.com Ps Tools Download - PHP File Docudb Psfile Doc 83 Import4cd7ff1c2563f.pdf&Name Transformer Bushings COTA 25kV To 765kvDocument12 pagesHTTP WWW - Trenchgroup.com Ps Tools Download - PHP File Docudb Psfile Doc 83 Import4cd7ff1c2563f.pdf&Name Transformer Bushings COTA 25kV To 765kvhenny_el3306No ratings yet
- Some Practical Aspects of Balancing An Ultracentrifuge RotorDocument10 pagesSome Practical Aspects of Balancing An Ultracentrifuge RotorGustavo da SilvaNo ratings yet
- IC-000113Document23 pagesIC-000113hiralronny100% (1)
- GE Steam Turbine MK V Alarm - LST (Unit2)Document10 pagesGE Steam Turbine MK V Alarm - LST (Unit2)luriah100% (1)
- Scope of Supply GEF9Document144 pagesScope of Supply GEF9Her Phy ToNo ratings yet
- General Electric Power Business Unit: Strategic Analysis Tools and Techniques - Coursework 2Document13 pagesGeneral Electric Power Business Unit: Strategic Analysis Tools and Techniques - Coursework 2Ibilola IbisankaleNo ratings yet
- GFK2749 - RX3i PSM PDFDocument100 pagesGFK2749 - RX3i PSM PDFgabsNo ratings yet
- Compressor Water Wash SystemDocument10 pagesCompressor Water Wash SystemCarlos GonzálezNo ratings yet
- Vibration: GE Power & WaterDocument14 pagesVibration: GE Power & WaterkatibraNo ratings yet
- FST DFS GE Mark IV SpeedtronicDocument8 pagesFST DFS GE Mark IV Speedtronicnabil160874No ratings yet
- PIM130C1 - GE-Alstom Steam Turbines Archived SEPDocument6 pagesPIM130C1 - GE-Alstom Steam Turbines Archived SEPoksaNo ratings yet
- Data Sheet - DCS Master P-5000 IO Test System PDFDocument12 pagesData Sheet - DCS Master P-5000 IO Test System PDFtriplbingaziNo ratings yet
- PEi 20110301 Mar 2011Document180 pagesPEi 20110301 Mar 2011Iván Camilo DíezNo ratings yet
- Generator Turbine Shutdown ProcedureDocument3 pagesGenerator Turbine Shutdown ProcedureAfifexNo ratings yet
- PM296 ManualDocument77 pagesPM296 ManualrajakprashantNo ratings yet
- BHELDocument23 pagesBHELAditya GuptaNo ratings yet
- Actuador Limitorque MX y QXDocument6 pagesActuador Limitorque MX y QXManuel FernizaNo ratings yet
- Steam TurbineDocument60 pagesSteam TurbineRitik Thakur100% (1)
- Bhel Traning ReportDocument31 pagesBhel Traning Reportdivyank kumarNo ratings yet
- Lakshmi Narain College of Technology, Bhopal: Vocational Training Report ONDocument31 pagesLakshmi Narain College of Technology, Bhopal: Vocational Training Report ONvidhya associateNo ratings yet
- Training Facility Norms and Standard Equipment Lists: Volume 2---Mechatronics TechnologyFrom EverandTraining Facility Norms and Standard Equipment Lists: Volume 2---Mechatronics TechnologyNo ratings yet
- Osh Induction Program in Enhancing Safety Awareness Amongst Fabrication Workers in Brooke Dockyard, Kuching, SarawakFrom EverandOsh Induction Program in Enhancing Safety Awareness Amongst Fabrication Workers in Brooke Dockyard, Kuching, SarawakRating: 5 out of 5 stars5/5 (1)
- 96-0013bc Haas Servo Bar 300 Operator ManualDocument84 pages96-0013bc Haas Servo Bar 300 Operator ManualTuanNo ratings yet
- Winunisoft ManualDocument25 pagesWinunisoft ManualScribdTranslationsNo ratings yet
- Capstan LatheDocument18 pagesCapstan LatheAditya SatopeNo ratings yet
- Machining and Machine Tools Lab ManualDocument33 pagesMachining and Machine Tools Lab ManualMail Bot100% (1)
- Lab ManualDocument60 pagesLab Manualshahid_ahmed_28No ratings yet
- Manufacturing Processes: Dr. Abdullah ElfarDocument35 pagesManufacturing Processes: Dr. Abdullah ElfarAhmed Emad Sayed MohamedNo ratings yet
- LatheClass1 3dupDocument20 pagesLatheClass1 3dupomkardashetwarNo ratings yet
- Machine Tools - Made Easy PDFDocument320 pagesMachine Tools - Made Easy PDFAmrinder Singh90% (10)
- Mee 235: Engineering Technology: H.A. Ajimotokan (PHD)Document233 pagesMee 235: Engineering Technology: H.A. Ajimotokan (PHD)Ajiboye Mubarak100% (1)
- (L) Examples of Machine Shop Practice (1910)Document54 pages(L) Examples of Machine Shop Practice (1910)Ismael 8877100% (1)
- 2927-Connecting Rod AlignmentDocument1 page2927-Connecting Rod AlignmentCr250r100% (1)
- FlexC Collet SystemDocument8 pagesFlexC Collet SystemJuanGómezNo ratings yet
- Things of The Spirit Art and Healing in The American Body Politic 1929 1941 First Printing Edition George Van Cleve SpeerDocument54 pagesThings of The Spirit Art and Healing in The American Body Politic 1929 1941 First Printing Edition George Van Cleve Speerralph.sharpe662100% (4)
- Lathe Machine: SpecificationsDocument28 pagesLathe Machine: SpecificationsTanish VermaNo ratings yet
- Economic Growth and Demographic Transition in Third World Nations A Chaos and Complexity Theory Perspective 1st Edition Efika Ule Erçetin (Editor)Document43 pagesEconomic Growth and Demographic Transition in Third World Nations A Chaos and Complexity Theory Perspective 1st Edition Efika Ule Erçetin (Editor)gladys.chesla584100% (13)
- Automatic Bar Machine: Class VocabularyDocument3 pagesAutomatic Bar Machine: Class VocabularyFadetwoNo ratings yet
- Different Types of Lathe Operations and Alignment Test: Group Members: Roll NoDocument10 pagesDifferent Types of Lathe Operations and Alignment Test: Group Members: Roll NoSreenivas SonuNo ratings yet
- NT Series enDocument40 pagesNT Series en223ABDULTEF faresNo ratings yet
- Berco RTM270Document16 pagesBerco RTM270Diyok AranNo ratings yet
- Santo G Profile 260623Z5Document64 pagesSanto G Profile 260623Z5Ali DesnaviNo ratings yet
- Report LatheDocument4 pagesReport LatheMike Pioquinto0% (1)
- Railway Workshop Training ReportDocument37 pagesRailway Workshop Training ReportChandan Kumar50% (6)
- South Bend Lathe TrainingDocument68 pagesSouth Bend Lathe TrainingSMWilson100% (2)
- CNC Lathe Machine Technician and ProgrammerDocument16 pagesCNC Lathe Machine Technician and ProgrammermanjuNo ratings yet
- TaiDocument43 pagesTaihittaf_05No ratings yet
- ServiceDocument14 pagesServiceGhinet Teodor-ioanNo ratings yet
- Quick Load Servo S3 Troubleshooting ManualDocument132 pagesQuick Load Servo S3 Troubleshooting ManualAntónio AntãoNo ratings yet