Download as pdf or txt
You might also like
- M 168Document2 pagesM 168Katerin Hernandez50% (2)
- DNV Comparison of Offshore Structural StandardsDocument219 pagesDNV Comparison of Offshore Structural StandardsNils Antoine Freund100% (3)
- DNV Comparison of Offshore Structural StandardsDocument219 pagesDNV Comparison of Offshore Structural StandardsNils Antoine Freund100% (3)
- Stack Design CalculationDocument27 pagesStack Design Calculationrupam dey100% (7)
- Development Length AASHTODocument4 pagesDevelopment Length AASHTOpicottNo ratings yet
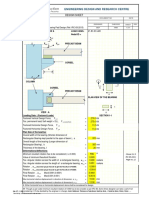
- Design Sheet: View A Load Case= Nodal ID = α F F F Precast BeamDocument5 pagesDesign Sheet: View A Load Case= Nodal ID = α F F F Precast BeamGanesh PrabuNo ratings yet
- 03 SP03Part2 PDFDocument320 pages03 SP03Part2 PDFDiana Carolina Bernal PerezNo ratings yet
- NORSOK R 002 r2 Lifting EquipmentDocument186 pagesNORSOK R 002 r2 Lifting EquipmentNils Antoine FreundNo ratings yet
- DNV cn30-1Document15 pagesDNV cn30-1ffjobNo ratings yet
- NORSOK U CR 006r1 - Subsea Production Control UmbilicalDocument14 pagesNORSOK U CR 006r1 - Subsea Production Control UmbilicalNils Antoine FreundNo ratings yet
- NORSOK U CR 006r1 - Subsea Production Control UmbilicalDocument14 pagesNORSOK U CR 006r1 - Subsea Production Control UmbilicalNils Antoine FreundNo ratings yet
- GF 400 2017Document351 pagesGF 400 2017ArlanNo ratings yet
- Admin Uploads Documentos Splendor-NXG 1307552509Document126 pagesAdmin Uploads Documentos Splendor-NXG 1307552509escorciaingmecanica100% (1)
- Bridge Solution BrochureDocument41 pagesBridge Solution BrochurearunjacobnNo ratings yet
- Elastomeric Bearing Design ExampleDocument14 pagesElastomeric Bearing Design ExampleTan Nguyen Cong100% (2)
- Etl 1110-1-307Document16 pagesEtl 1110-1-307shahbazNo ratings yet
- Bearing Pad Design ExampleDocument16 pagesBearing Pad Design ExampleAhirul Yahya100% (1)
- ODOT Bridge Design and Drafting ManualDocument533 pagesODOT Bridge Design and Drafting Manualmagicstone1412100% (1)
- FIP Corrosion Protection of Prestressing SteelsDocument79 pagesFIP Corrosion Protection of Prestressing SteelsRizwanNo ratings yet
- Laterally Loaded Pile Cap ConnectionsDocument151 pagesLaterally Loaded Pile Cap ConnectionschanakyaNo ratings yet
- Design Guidelines For Steel Trapezoidal Box Girder Systems PDFDocument84 pagesDesign Guidelines For Steel Trapezoidal Box Girder Systems PDFGogyNo ratings yet
- Precast PavementDocument335 pagesPrecast Pavementjimmy AndresNo ratings yet
- Uncoated Stress-Relieved Steel Wire For Prestressed ConcreteDocument7 pagesUncoated Stress-Relieved Steel Wire For Prestressed ConcreteDannyChaconNo ratings yet
- Launching and Erection TechniquesDocument10 pagesLaunching and Erection Techniqueswim hoeckmanNo ratings yet
- AAHTO LRFD Construction Specifications 2nd Edition 2004 - 2009 RevisionsDocument44 pagesAAHTO LRFD Construction Specifications 2nd Edition 2004 - 2009 RevisionsA. S. M. Elias ShahNo ratings yet
- Notation: Pci Bridge Design ManualDocument0 pagesNotation: Pci Bridge Design ManualIbrahim MeharoofNo ratings yet
- Bridge Bearings and Expansion JointsDocument47 pagesBridge Bearings and Expansion JointsBhushanRajNo ratings yet
- Ba5494 LOAD TESTING FOR BRIDGE ASSESSMENTDocument14 pagesBa5494 LOAD TESTING FOR BRIDGE ASSESSMENTAnton SurviyantoNo ratings yet
- Bridge Deck With Link-SlabDocument31 pagesBridge Deck With Link-Slabquithanqui100% (1)
- Design of Concrete Structures: Amit Das Department of Civil Engineering I.I.T BombayDocument57 pagesDesign of Concrete Structures: Amit Das Department of Civil Engineering I.I.T BombayKC Paguinto100% (1)
- RTGDocument8 pagesRTGlnanescuNo ratings yet
- Continuous Bridge: By, Vimal A M.Tech (SE)Document10 pagesContinuous Bridge: By, Vimal A M.Tech (SE)Praveen RajNo ratings yet
- Calculation of Decking Capacity &Document9 pagesCalculation of Decking Capacity &Waqar FaziNo ratings yet
- ACI 214.3 (R1997) SimpleVersion-RP-Eval-StrengthTestResults-Concrete PDFDocument8 pagesACI 214.3 (R1997) SimpleVersion-RP-Eval-StrengthTestResults-Concrete PDFphilipyapNo ratings yet
- External Post TensionDocument33 pagesExternal Post TensionpotpotvolksNo ratings yet
- ACI Code ListDocument3 pagesACI Code Listeric bargasNo ratings yet
- Staged Construction Analysis in STAADDocument7 pagesStaged Construction Analysis in STAADNagar NitinNo ratings yet
- Aashto-Lrfr 2005Document445 pagesAashto-Lrfr 2005alpyilmaz87100% (2)
- IRC 22 2015 Road Bridges Composite - Limit StateDocument91 pagesIRC 22 2015 Road Bridges Composite - Limit StateAnil Suryawanshi0% (1)
- Is 13365 Part4 DraftDocument15 pagesIs 13365 Part4 DraftPalak Shivhare0% (1)
- Issues of Vibrations in Footbridges by Mahesh TandonDocument17 pagesIssues of Vibrations in Footbridges by Mahesh TandonAnonymous YHcvra8Xw6No ratings yet
- Image PDFDocument44 pagesImage PDFAkshay Kumar SahooNo ratings yet
- Rebar Tension Development and Splice Lengths LRFD 8th EditionDocument12 pagesRebar Tension Development and Splice Lengths LRFD 8th Editionabhi0912No ratings yet
- MK4 Elastomeric BearingsDocument12 pagesMK4 Elastomeric BearingsyhszaNo ratings yet
- The Application of Flexural Methods To Torsional Analysis of Thin-Walled Open SectionsDocument10 pagesThe Application of Flexural Methods To Torsional Analysis of Thin-Walled Open SectionsRm1262100% (1)
- SIRIM-Precast Pile 2019 PDFDocument15 pagesSIRIM-Precast Pile 2019 PDFTZeLOonNo ratings yet
- IRC-SP-41-Design of at Grade IntersectionDocument70 pagesIRC-SP-41-Design of at Grade IntersectionRamesh85% (13)
- Bearing Design Method BDocument38 pagesBearing Design Method BTeguh FahrezaNo ratings yet
- PSC Bridge Girder Design To bs5400 by D ChildsDocument321 pagesPSC Bridge Girder Design To bs5400 by D ChildsRABAH MESLOUBNo ratings yet
- Ch11 Stability of Angle MembersDocument38 pagesCh11 Stability of Angle MembersErnie ErnieNo ratings yet
- IRS Steel Bridge CodeDocument25 pagesIRS Steel Bridge Codeviv99844No ratings yet
- Designing Precast Concrete Culverts - April 30 2019Document101 pagesDesigning Precast Concrete Culverts - April 30 2019troyscribdNo ratings yet
- DSI-DYWIDAG Prestressing Systems Using Bars 02Document16 pagesDSI-DYWIDAG Prestressing Systems Using Bars 02Patrick Polujan100% (1)
- Prestressed Concrete - Code of Practice: Indian StandardDocument2 pagesPrestressed Concrete - Code of Practice: Indian StandardNeti N Murty67% (3)
- AASHTO Steel Bridge Design Handbook Volume 10Document18 pagesAASHTO Steel Bridge Design Handbook Volume 10walaywanNo ratings yet
- Dynamic Analysis of Box Girder BridgesDocument4 pagesDynamic Analysis of Box Girder BridgesManan100% (1)
- GDC 2 Design For ConstructibilityDocument0 pagesGDC 2 Design For ConstructibilityNguyen HungNo ratings yet
- Guidelines For Steel Girder Bridge Analysis'Document154 pagesGuidelines For Steel Girder Bridge Analysis'm4004No ratings yet
- Steel Bridge Fabrication QC/QA Guide SpecificationDocument36 pagesSteel Bridge Fabrication QC/QA Guide SpecificationFrancisco David RodríguezNo ratings yet
- Nsbasoqa 1 Qa Fabrication Manual AashtoDocument50 pagesNsbasoqa 1 Qa Fabrication Manual AashtoAbdul Hakam Mohamed YusofNo ratings yet
- SBF-1 - Steel Bridge Fabrication GuideDocument37 pagesSBF-1 - Steel Bridge Fabrication GuideNguyen HungNo ratings yet
- Steel Grider Bridges AnalysisDocument154 pagesSteel Grider Bridges Analysisandrijapopovic100% (3)
- NSBASGBA-1 Steel Girder DesignDocument155 pagesNSBASGBA-1 Steel Girder DesignEdson Abner100% (2)
- S4.1 - 2002 Steel Bridge Fabrication QC QA Guide SpecificationDocument35 pagesS4.1 - 2002 Steel Bridge Fabrication QC QA Guide Specificationjess, cNo ratings yet
- Steel Bridge Bearing Design and Detailing GuidelinesDocument49 pagesSteel Bridge Bearing Design and Detailing Guidelinesm4004No ratings yet
- Aashto Nsba s8.1Document28 pagesAashto Nsba s8.1Damen JohnsonNo ratings yet
- Shop Detail Drawing PresentationDocument51 pagesShop Detail Drawing PresentationSebastian OrdóñezNo ratings yet
- SSC 347 NonLinear Analysis of Marine StructuresDocument382 pagesSSC 347 NonLinear Analysis of Marine StructuresNils Antoine FreundNo ratings yet
- BEAMPASKDocument49 pagesBEAMPASKNils Antoine FreundNo ratings yet
- User Manual SecelemDocument79 pagesUser Manual SecelemNils Antoine FreundNo ratings yet
- I-005u3 System Control DiagramDocument244 pagesI-005u3 System Control Diagramvishnumnair1No ratings yet
- NORSOK C 004 r1 Helicopter DeckDocument16 pagesNORSOK C 004 r1 Helicopter DeckNils Antoine Freund100% (1)
- Failures - Sleipner A - North Sea Oil Platform CollapseDocument8 pagesFailures - Sleipner A - North Sea Oil Platform CollapseNils Antoine Freund0% (1)
- Technology Qualification Management: DNV-DSS-401Document19 pagesTechnology Qualification Management: DNV-DSS-401Nils Antoine FreundNo ratings yet
- M-123 Forged Structural Steel Rev2Document16 pagesM-123 Forged Structural Steel Rev2vlong3003No ratings yet
- NORSOK N 003 Action & Action EffectsDocument60 pagesNORSOK N 003 Action & Action EffectsNils Antoine FreundNo ratings yet
- DNV RP E101 (Jan2012) Re Certification of Well Equipment On Norwegian CSDocument18 pagesDNV RP E101 (Jan2012) Re Certification of Well Equipment On Norwegian CSNils Antoine FreundNo ratings yet
- DNV RP A201 - 2012 01Document43 pagesDNV RP A201 - 2012 01Nils Antoine FreundNo ratings yet
- NORSOK-L-002 (July 2009) - Piping-Layout-&-AnalysisDocument36 pagesNORSOK-L-002 (July 2009) - Piping-Layout-&-AnalysisNils Antoine FreundNo ratings yet
- DNV RP f202 2010-10Document46 pagesDNV RP f202 2010-10b_afrinaldiNo ratings yet
- 8999 1782 00 List of PartsDocument98 pages8999 1782 00 List of PartsWiwa Hernandez DonosoNo ratings yet
- List Update 161019 - Promo PartDocument79 pagesList Update 161019 - Promo PartandiadistNo ratings yet
- Index: A Range U.S. Accessory Parts ListDocument24 pagesIndex: A Range U.S. Accessory Parts ListDevang RathodNo ratings yet
- Presentation Slides STRASSER Shearwalls and Diaphragms WDS 190516Document90 pagesPresentation Slides STRASSER Shearwalls and Diaphragms WDS 190516Pl TorrNo ratings yet
- DR580 PM 733609 07142014 PDFDocument382 pagesDR580 PM 733609 07142014 PDFGabo Gabo100% (3)
- DODGE Torquearm PDFDocument186 pagesDODGE Torquearm PDFCesar Dominguez ParedesNo ratings yet
- Din 2441-78 Steel Tubes Heaby Weight For Suitable For ScrewingDocument3 pagesDin 2441-78 Steel Tubes Heaby Weight For Suitable For ScrewingVadimNo ratings yet
- Cablemaster RLC - ManualDocument8 pagesCablemaster RLC - ManualGlendinning Products, LLC.No ratings yet
- Trango Antenna User Manual ADXX XX SX 1 and 2 FT DiamDocument14 pagesTrango Antenna User Manual ADXX XX SX 1 and 2 FT DiamhussainNo ratings yet
- Safety and Overload Couplings Book Margin EditedDocument49 pagesSafety and Overload Couplings Book Margin EditedluisNo ratings yet
- BWS151 Workshop Syllabus & LPDocument4 pagesBWS151 Workshop Syllabus & LPᴀᴍᴀɴNo ratings yet
- Carrier Trasero Traser m17Document6 pagesCarrier Trasero Traser m17Darwin RoseroNo ratings yet
- Final Report Wira KerjayaDocument71 pagesFinal Report Wira KerjayaChin ChloeNo ratings yet
- Instruction Manual - c510wm13Document24 pagesInstruction Manual - c510wm13desanchezeNo ratings yet
- Kim Lighting WTC Wide Throw Cutoff Brochure 1976Document24 pagesKim Lighting WTC Wide Throw Cutoff Brochure 1976Alan MastersNo ratings yet
- Alle K-Infos EnglischDocument134 pagesAlle K-Infos EnglischasalinaspadillaNo ratings yet
- MHD56305 Ed3Document16 pagesMHD56305 Ed3mukhtarahmadaNo ratings yet
- Deskjet 555X Disassembly ProceduresDocument31 pagesDeskjet 555X Disassembly Procedureserick_ssNo ratings yet
- Shear Connections AISC 360Document64 pagesShear Connections AISC 360jatinNo ratings yet
- H440.04 - 04 AnchorDocument144 pagesH440.04 - 04 AnchorSacheel OrtizNo ratings yet
- Act Asi X PackerDocument8 pagesAct Asi X PackersambhajiNo ratings yet
- 4tnv88-Dsa - Catalina 0cr10-m56600 - enDocument26 pages4tnv88-Dsa - Catalina 0cr10-m56600 - enjavier muñozNo ratings yet
- Din 555 1983Document6 pagesDin 555 1983Manuel OrtizNo ratings yet
- AIR - Repair InstructionDocument8 pagesAIR - Repair InstructionOrestes RamNo ratings yet
- UNIT-1: Unit Wise Important QuestionsDocument2 pagesUNIT-1: Unit Wise Important Questionssai mohanNo ratings yet
- Pulsar 220 DTS FiDocument41 pagesPulsar 220 DTS FimuheetNo ratings yet
- Mueller R 2365 OS&Y Gate Valve 65 300Document2 pagesMueller R 2365 OS&Y Gate Valve 65 300Juan Carlos Pardo RimachiNo ratings yet