Download as pdf or txt
You might also like
- Renos Puffy InglésDocument33 pagesRenos Puffy InglésLinthalaa RivendelNo ratings yet
- Specification For Bare Stainless Steel Welding Electrodes andDocument33 pagesSpecification For Bare Stainless Steel Welding Electrodes andpurnawanNo ratings yet
- Car Body Painting ProcessDocument10 pagesCar Body Painting Processviksriram6782100% (1)
- OEM Pall Prufier Brochure PDFDocument8 pagesOEM Pall Prufier Brochure PDFhaggNo ratings yet
- Profil Perusahaan PT. Frata Bayutama Prima PDFDocument20 pagesProfil Perusahaan PT. Frata Bayutama Prima PDFSuhairi AnasNo ratings yet
- Sulphonation (Ballestra)Document20 pagesSulphonation (Ballestra)cortezt100% (3)
- How Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisFrom EverandHow Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisRating: 5 out of 5 stars5/5 (1)
- CBT - Welding QuestionDocument8 pagesCBT - Welding Questionsanjeev sahota95% (20)
- BO-0475 - Const - Work - Pro - For Gasket Install (Rev 0) - 20150605Document35 pagesBO-0475 - Const - Work - Pro - For Gasket Install (Rev 0) - 20150605Rijwan MohammadNo ratings yet
- Clean Sector Guide Metal DegreasingDocument2 pagesClean Sector Guide Metal DegreasingARINDAM SETTNo ratings yet
- CleaningDocument60 pagesCleaningvenkat4No ratings yet
- How To Flush Gearboxes and Bearing Housings: Noria CorporationDocument6 pagesHow To Flush Gearboxes and Bearing Housings: Noria CorporationiagoramonNo ratings yet
- Manufacturing Processes: International Islamic University IslamabadDocument21 pagesManufacturing Processes: International Islamic University IslamabadHassan AliNo ratings yet
- Types & Cleaning Requirements of Piping SystemsDocument5 pagesTypes & Cleaning Requirements of Piping SystemsAkansha SharmaNo ratings yet
- Uses of Degreasing: Cold CleaningDocument3 pagesUses of Degreasing: Cold CleaningukalNo ratings yet
- Radiator Repair Facility Pollution Prevention: Regulations, Regulations, Regulations! RecyclingDocument5 pagesRadiator Repair Facility Pollution Prevention: Regulations, Regulations, Regulations! RecyclingdionymackNo ratings yet
- Industrial Chemical Cleaning MethodsDocument29 pagesIndustrial Chemical Cleaning MethodsTEZ ANALYSIS AND STORIESNo ratings yet
- Industrial Cleaning Source BookDocument58 pagesIndustrial Cleaning Source Bookshiel175No ratings yet
- Plasma Technology Systems - PTSDocument9 pagesPlasma Technology Systems - PTSEub EuNo ratings yet
- Coolants Study GuideDocument5 pagesCoolants Study GuidekaseproNo ratings yet
- 04-Diff Surface Conditions Info SheetsDocument14 pages04-Diff Surface Conditions Info SheetsRony Prayitno SimeonNo ratings yet
- Madule 5Document17 pagesMadule 5Aditya ranjan BubunNo ratings yet
- To Cleaning & Degreasing Within The Industrial ManufacturingDocument8 pagesTo Cleaning & Degreasing Within The Industrial ManufacturingukalNo ratings yet
- Cleaning Plate Heat Exchangers PDFDocument2 pagesCleaning Plate Heat Exchangers PDFukalNo ratings yet
- The Most Cutting Fluid ProblemsDocument5 pagesThe Most Cutting Fluid ProblemsAndriya NarasimhuluNo ratings yet
- The Challenge of Filtering Heavy Feed Stocks - Article From Filtration News - October 2011Document9 pagesThe Challenge of Filtering Heavy Feed Stocks - Article From Filtration News - October 2011Eaton FiltrationNo ratings yet
- Closed Loop Aqueous WashingDocument10 pagesClosed Loop Aqueous WashingLee W JohnNo ratings yet
- Recycling Engine CoolantDocument9 pagesRecycling Engine CoolantYendi Kesuma100% (1)
- Coating AluminiumDocument9 pagesCoating AluminiumNadangol DangolNo ratings yet
- Dfferent Treatment MethodsDocument6 pagesDfferent Treatment MethodsecotechconsultantsNo ratings yet
- Best Practices For Flushing GearboxesDocument3 pagesBest Practices For Flushing GearboxesElios TorreblancaNo ratings yet
- Metal Products Industry: Sector Specific Technology Transfer GuideDocument6 pagesMetal Products Industry: Sector Specific Technology Transfer GuideKiran DuggarajuNo ratings yet
- Packaged Mineral Water PlantDocument12 pagesPackaged Mineral Water PlantAmjad Pervaz100% (1)
- Coolants CoolantManagementDocument2 pagesCoolants CoolantManagementHeineken Ya Praneetpongrung100% (1)
- Industrial Cleaning Source Book: September 1993Document57 pagesIndustrial Cleaning Source Book: September 1993praschemicalNo ratings yet
- Paint Application Methods - Products FinishingDocument7 pagesPaint Application Methods - Products FinishingCemalOlgunÇağlayanNo ratings yet
- NAME 345 Lecture-15 Surface PreparationDocument29 pagesNAME 345 Lecture-15 Surface PreparationBob SteinerNo ratings yet
- Marpol Troubleshooting GuideDocument31 pagesMarpol Troubleshooting GuideNikhil OtavanekarNo ratings yet
- ME ProductCatalogDocument20 pagesME ProductCatalogNoman Abu-FarhaNo ratings yet
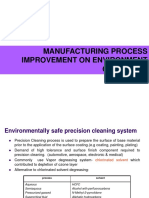
- Manufacturing Process Improvement On Environment Conscious: Topic 6Document7 pagesManufacturing Process Improvement On Environment Conscious: Topic 6afif farhanNo ratings yet
- Enpro Project ReportDocument51 pagesEnpro Project ReportYadav VirendraNo ratings yet
- Sector Specific Best Practice Guide: Best Practices in Metal Plating and FinishingDocument18 pagesSector Specific Best Practice Guide: Best Practices in Metal Plating and Finishingchemikas8389No ratings yet
- Wastewater TreatmentDocument15 pagesWastewater TreatmentDaniel MolinaNo ratings yet
- Hydraulic Oil & SealsDocument98 pagesHydraulic Oil & Sealsppritamddaw100% (1)
- Twin FilterDocument5 pagesTwin Filterjinyuan74No ratings yet
- Millennium STEEL - Strip Cleaning TechnologyDocument5 pagesMillennium STEEL - Strip Cleaning Technologyaliali2662No ratings yet
- Automobile Body Materials Trim and MechanicsDocument8 pagesAutomobile Body Materials Trim and MechanicsHarshdeepsinh Padhiyar100% (1)
- RMC Online Washing System Industrial Gas TurbineDocument3 pagesRMC Online Washing System Industrial Gas TurbinepayamzarNo ratings yet
- Hankison HF FiltrosDocument8 pagesHankison HF FiltrosOswaldoNo ratings yet
- Cleaning TechnologyDocument58 pagesCleaning Technologybutchoy2850% (2)
- Filtration and Separation in RefineriesDocument30 pagesFiltration and Separation in RefineriesprogerNo ratings yet
- 16-Evaluation of Dewatering AlternativesDocument46 pages16-Evaluation of Dewatering AlternativesSupreeth Dev100% (1)
- Domestic Sewage Treatment PlantDocument6 pagesDomestic Sewage Treatment PlantMahmudul HasanNo ratings yet
- Ag1003e 2008 04 02Document10 pagesAg1003e 2008 04 02sandbad2No ratings yet
- ElectroFin Coil Cleaning RecommendationsDocument3 pagesElectroFin Coil Cleaning RecommendationsHarry A HartmanNo ratings yet
- Electrolytic Deposition of Paint On Automobiles and Its Removal From Rinse Water by Ultrafiltration - FinalDocument33 pagesElectrolytic Deposition of Paint On Automobiles and Its Removal From Rinse Water by Ultrafiltration - FinalVipul Sharma100% (1)
- Treatment On Petrochemical Industry Waste WaterDocument28 pagesTreatment On Petrochemical Industry Waste WaterRimeli RoychoudhuryNo ratings yet
- Ultrafiltration For Oily Industrial Water: Separation Dynamics Paper SeriesDocument13 pagesUltrafiltration For Oily Industrial Water: Separation Dynamics Paper SeriesböhmitNo ratings yet
- Effluent Treatmnt Plant (ETP) : Akash TikheDocument44 pagesEffluent Treatmnt Plant (ETP) : Akash TikheArvind ShuklaNo ratings yet
- Commercial Offer About The PET Washing Line, Capacity 1000 KG/HDocument13 pagesCommercial Offer About The PET Washing Line, Capacity 1000 KG/HAnkitNo ratings yet
- Manufacuring ProcessDocument3 pagesManufacuring ProcessvipuldvekariyaNo ratings yet
- Wasseraufbereitung enDocument16 pagesWasseraufbereitung enVera VeroniqueNo ratings yet
- Spraydrying PDFDocument4 pagesSpraydrying PDFagrocel_bhv5591No ratings yet
- Balinit Futura Nano The Reliable Solution For Greater ProfitabilityDocument4 pagesBalinit Futura Nano The Reliable Solution For Greater ProfitabilityMari BraatzNo ratings yet
- ISO 82492000 (En) Ferrite Number FNDocument3 pagesISO 82492000 (En) Ferrite Number FNMurad AlmoudiNo ratings yet
- Glassware Cleaning Standard Operating ProcedureDocument5 pagesGlassware Cleaning Standard Operating ProceduretriNo ratings yet
- HO OilDocument1 pageHO OilFahrul Rezi AdzaniNo ratings yet
- Type of Flux FinalDocument22 pagesType of Flux FinalEr Moosa MohammedNo ratings yet
- Schedule For Welder Qualification Test: SCT-PTSC ConsortiumDocument2 pagesSchedule For Welder Qualification Test: SCT-PTSC ConsortiumTuan Pham Minh0% (1)
- Proper Maintenance of InstrumentsDocument92 pagesProper Maintenance of InstrumentsDimi DimoNo ratings yet
- Mole Concept Udaan DPPDocument16 pagesMole Concept Udaan DPPNareshNo ratings yet
- Group 1 - The Alkali Metals WorksheetDocument3 pagesGroup 1 - The Alkali Metals WorksheetRicki Han50% (2)
- QC ReportDocument12 pagesQC ReportManikandan MNo ratings yet
- CONST. METHODOLOGY ILOCOS (Stadium)Document10 pagesCONST. METHODOLOGY ILOCOS (Stadium)Ralph GalvezNo ratings yet
- GLAZEDocument5 pagesGLAZE2011 YCM English Docent CourseNo ratings yet
- Ams 4776 (Bni-1A) : The Prince & Izant Compan YDocument2 pagesAms 4776 (Bni-1A) : The Prince & Izant Compan YJ. BangjakNo ratings yet
- Paper-Czechowski-Slow-strain-rate Stress Corrosion Testing of Welded Joints of Al-Mg AlloysDocument4 pagesPaper-Czechowski-Slow-strain-rate Stress Corrosion Testing of Welded Joints of Al-Mg Alloysjavo0128No ratings yet
- 1 716554253262394595 PDFDocument3 pages1 716554253262394595 PDFAfzaalUmairNo ratings yet
- Experiment A5 - Reactions.v2Document15 pagesExperiment A5 - Reactions.v2Chitlet FrancheNo ratings yet
- FLS Qcd-Qatar Civil Defense and Kahramaa Loss Prevention System: SUBSTATIONS - Electricity and Distribution NetworksDocument21 pagesFLS Qcd-Qatar Civil Defense and Kahramaa Loss Prevention System: SUBSTATIONS - Electricity and Distribution NetworksRamiAl-fuqahaNo ratings yet
- Table of Resistivity - For Loss Calculation - MATERIAL RESISTIVITYDocument1 pageTable of Resistivity - For Loss Calculation - MATERIAL RESISTIVITYprakashNo ratings yet
- Hydrogen and SAF For Aviation 1696853988Document17 pagesHydrogen and SAF For Aviation 1696853988Gurvinder SinghNo ratings yet
- Arlanxeo TSR Product BrochureDocument16 pagesArlanxeo TSR Product BrochureErwin ErwinNo ratings yet
- Selina Solutions Concise Chemistry For Class 10 Chapter 4Document6 pagesSelina Solutions Concise Chemistry For Class 10 Chapter 4Akash SinghNo ratings yet
- Electrical Equipment in Hazardous LocationsDocument41 pagesElectrical Equipment in Hazardous LocationsSAYEDNo ratings yet
- Weldability Testing For Advanced MaterialsDocument8 pagesWeldability Testing For Advanced MaterialsJim BetsingerNo ratings yet
- Table 1: Elements Symbols Atomic MassDocument7 pagesTable 1: Elements Symbols Atomic MassMadhavNo ratings yet
- Magnetic PDFDocument19 pagesMagnetic PDFErdi Sofyandra AdikriNo ratings yet
- Boq Fire FightingDocument23 pagesBoq Fire FightingKEYSTONE INFRA PVT LTDNo ratings yet