Download as pdf or txt
You might also like
- Design of Counterfort Retaining WallDocument14 pagesDesign of Counterfort Retaining WallMonjit Gogoi100% (6)
- Volume Holographic Gratings (VHG) in ZemaxDocument39 pagesVolume Holographic Gratings (VHG) in ZemaxLeandro Bertoluzzi100% (2)
- 10th-PHYSICS (EM) - Study Material For Slow Learners-SreekarDocument25 pages10th-PHYSICS (EM) - Study Material For Slow Learners-SreekarSarala Kakavakam100% (4)
- KOCH Material HandlingDocument16 pagesKOCH Material HandlingHubert50% (2)
- Pages From Harris - Quantitative Chemical Analysis - 8th EditionDocument2 pagesPages From Harris - Quantitative Chemical Analysis - 8th EditionJorge LunaaNo ratings yet
- Analysis of Face Milling Performance On Inconel 71Document12 pagesAnalysis of Face Milling Performance On Inconel 71Nguyễn Hữu PhấnNo ratings yet
- Kant 2015Document6 pagesKant 2015Temam MohammedNo ratings yet
- CPIE-2016 Paper 44Document10 pagesCPIE-2016 Paper 44Atul ChauhanNo ratings yet
- Tool WearDocument13 pagesTool Wearsakthistory1922No ratings yet
- Good 2Document24 pagesGood 218P202 - AJAY SIVARAMAN ANo ratings yet
- Prediction of Cutting Forces in Milling Using Machine Learning Algorithms and Finite Element AnalysisDocument12 pagesPrediction of Cutting Forces in Milling Using Machine Learning Algorithms and Finite Element AnalysisBasavaraj G LNo ratings yet
- Vijay Kumar 2018Document13 pagesVijay Kumar 2018Tarun TiwariNo ratings yet
- Optimization of Cutting Parameters in High Speed Turning by Grey Relational AnalysisDocument8 pagesOptimization of Cutting Parameters in High Speed Turning by Grey Relational AnalysiscevherimNo ratings yet
- Acayaba 2015Document6 pagesAcayaba 2015Azaath AzuNo ratings yet
- The Optimization of Friction Stir Welding Process Parameters To Achievemaximum Tensile Strength in Polyethylene Sheets PDFDocument6 pagesThe Optimization of Friction Stir Welding Process Parameters To Achievemaximum Tensile Strength in Polyethylene Sheets PDFSantiago EscobarNo ratings yet
- An Approach For Development of Damage-Free Drilling of GOODDocument20 pagesAn Approach For Development of Damage-Free Drilling of GOODperoz_ak47No ratings yet
- Improvement in Surface Quality With High Production Rate Using Taguchi Method and GraDocument10 pagesImprovement in Surface Quality With High Production Rate Using Taguchi Method and GraIAEME PublicationNo ratings yet
- Optimization of Process Prarmeters in Grinding Process To Reduce The Rework in Case of Piston Using Taguchi TechniqueDocument6 pagesOptimization of Process Prarmeters in Grinding Process To Reduce The Rework in Case of Piston Using Taguchi TechniqueInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Measurement: Asit Kumar Parida, Kalipada MaityDocument7 pagesMeasurement: Asit Kumar Parida, Kalipada Maity238657 ktr.et.mech.16No ratings yet
- YoDocument6 pagesYoAkshay SharmaNo ratings yet
- Prediction of Optimal Cutting Parameters For High Speed Dry Turning of Inconel 718 Using GonnsDocument12 pagesPrediction of Optimal Cutting Parameters For High Speed Dry Turning of Inconel 718 Using GonnsIAEME PublicationNo ratings yet
- Analyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Document11 pagesAnalyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Antonius Adi Hendra SaputraNo ratings yet
- Research Article: Optimization of Plasma Arc Cutting Parameters On Machining of Inconel 718 SuperalloyDocument13 pagesResearch Article: Optimization of Plasma Arc Cutting Parameters On Machining of Inconel 718 SuperalloyEstifanos EndalewNo ratings yet
- Che Do Cat1Document7 pagesChe Do Cat1Giang Hoai VuNo ratings yet
- Taguchi Based Optimization of Cutting Parameters Affecting Surface Roughness in Dry CNC Turning of 16Mncr5Document11 pagesTaguchi Based Optimization of Cutting Parameters Affecting Surface Roughness in Dry CNC Turning of 16Mncr5Irshad AliNo ratings yet
- Statistical Modeling of Pin Gauge Dimensions of Root of Gas Turbine Blade in Creep Feed Grinding ProcessDocument6 pagesStatistical Modeling of Pin Gauge Dimensions of Root of Gas Turbine Blade in Creep Feed Grinding Processmehdi810No ratings yet
- Influence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool WearDocument10 pagesInfluence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool Wearionut condreaNo ratings yet
- Nataraj An 2011Document9 pagesNataraj An 2011amsubra8874No ratings yet
- Optimization of Cutting Parameters in Hard Turning of AISI 4340 SteelDocument6 pagesOptimization of Cutting Parameters in Hard Turning of AISI 4340 SteelIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Characterization and ModellingDocument4 pagesCharacterization and Modellingnarayananx5No ratings yet
- A Study of The Effects of Machining Parameters On Surface Roughness Using Response Surface MethodDocument12 pagesA Study of The Effects of Machining Parameters On Surface Roughness Using Response Surface MethodIAEME Publication100% (1)
- J Measurement 2020 108465Document9 pagesJ Measurement 2020 108465Raheel AdeelNo ratings yet
- Experimental Investigation and Optimization of Machining Parameters For Surface Roughness in CNC Turning by Taguchi MethodDocument6 pagesExperimental Investigation and Optimization of Machining Parameters For Surface Roughness in CNC Turning by Taguchi MethodEgehan ÜnalNo ratings yet
- Machinability and Chip Morphology Study of Inconel 740H and Haynes 282 For Advanced-Ultra Supercritical ApplicationsDocument18 pagesMachinability and Chip Morphology Study of Inconel 740H and Haynes 282 For Advanced-Ultra Supercritical ApplicationsIJRASETPublicationsNo ratings yet
- Optimization of Process Parameters in CNC Turning of Aluminium Alloy Using Hybrid RSM Cum TLBO ApproachDocument14 pagesOptimization of Process Parameters in CNC Turning of Aluminium Alloy Using Hybrid RSM Cum TLBO ApproachVidyanand Kumar YadavNo ratings yet
- Project Report 8th Sem Smrutiranjan SahooDocument25 pagesProject Report 8th Sem Smrutiranjan SahooKishan DhameliyaNo ratings yet
- Ijmer 46064551 PDFDocument7 pagesIjmer 46064551 PDFIJMERNo ratings yet
- Results in EngineeringDocument9 pagesResults in EngineeringEgehan ÜnalNo ratings yet
- Optimization of Cutting Parameters in CNC Turning: Harish Kumar, Mohd. Abbas, Dr. Aas Mohammad, Hasan Zakir JafriDocument4 pagesOptimization of Cutting Parameters in CNC Turning: Harish Kumar, Mohd. Abbas, Dr. Aas Mohammad, Hasan Zakir JafriShakeel RanaNo ratings yet
- Optimization of Machining Parameters in CNC Turning Using Firefly AlgorithmDocument6 pagesOptimization of Machining Parameters in CNC Turning Using Firefly AlgorithmElakkiya KarthicNo ratings yet
- Redrawing of Sheet Metals - ElsevierDocument8 pagesRedrawing of Sheet Metals - ElsevierhappyfurladyNo ratings yet
- Experimental Investigations On Turning of Inconel 718: B.SatyanarayanaDocument8 pagesExperimental Investigations On Turning of Inconel 718: B.SatyanarayanaRaghavendra KalyanNo ratings yet
- Chemical Treatment - 90% Dimethylketone and 10% Water - ABS PartsDocument4 pagesChemical Treatment - 90% Dimethylketone and 10% Water - ABS Partsadityakashyap.pdm22No ratings yet
- Finite Element Modeling and Machining of Al 7075 Using Coated Cutting ToolsDocument10 pagesFinite Element Modeling and Machining of Al 7075 Using Coated Cutting ToolsAzaath AzuNo ratings yet
- Materials and Manufacturing ProcessesDocument9 pagesMaterials and Manufacturing Processesnarayananx5No ratings yet
- Ngoc-Chien Vu - MEASUREMENT AND CONTROL - Modeling and optimization of machining parameters in milling of INCONEL-800 super alloy considering energy, productivity, and quality using nanoparticle suspended lubricationDocument15 pagesNgoc-Chien Vu - MEASUREMENT AND CONTROL - Modeling and optimization of machining parameters in milling of INCONEL-800 super alloy considering energy, productivity, and quality using nanoparticle suspended lubricationChien Vu NgocNo ratings yet
- New Strategies For Improvement of Numerical Model 2019 Simulation ModellingDocument15 pagesNew Strategies For Improvement of Numerical Model 2019 Simulation ModellingMouktikaNo ratings yet
- SciencedirectDocument6 pagesSciencedirectSajjad SajjadNo ratings yet
- Additive Manufacturing: Full Length ArticleDocument17 pagesAdditive Manufacturing: Full Length ArticleHarris DanielNo ratings yet
- 152 S 851 PDFDocument7 pages152 S 851 PDFDarling RajNo ratings yet
- Ijaret: ©iaemeDocument12 pagesIjaret: ©iaemeIAEME PublicationNo ratings yet
- Defect Analysis in Hot RollingDocument11 pagesDefect Analysis in Hot RollingVashishth KushwahaNo ratings yet
- Optimization of Turning Process Parameters by Using Grey-TaguchiDocument8 pagesOptimization of Turning Process Parameters by Using Grey-TaguchiDagim atnafuNo ratings yet
- Study On Surface Roughness Minimization in Turning of Dracs Using Surface Roughness Methodology and Taguchi Under Pressured Steam Jet ApproachDocument9 pagesStudy On Surface Roughness Minimization in Turning of Dracs Using Surface Roughness Methodology and Taguchi Under Pressured Steam Jet ApproachMuhamadAmirNo ratings yet
- Friction Behavior of Clutch Facing Using Pin On-Disk TestDocument6 pagesFriction Behavior of Clutch Facing Using Pin On-Disk TestAbisha JeffrinNo ratings yet
- Analysis of Injection Moulding Machine ProcessDocument4 pagesAnalysis of Injection Moulding Machine ProcessJagdish KhaireNo ratings yet
- Materials and Manufacturing ProcessesDocument6 pagesMaterials and Manufacturing ProcessesNaresh Kumar ReddyNo ratings yet
- Machines 1Document12 pagesMachines 1sharri_myidtr11No ratings yet
- Prediction of Thrust Force and Cutting Torque in D PDFDocument12 pagesPrediction of Thrust Force and Cutting Torque in D PDFmont21No ratings yet
- Sciencedirect: Tool Wear Assessment During Machining of Inconel 718Document9 pagesSciencedirect: Tool Wear Assessment During Machining of Inconel 718Gopala Rao ThellaputtaNo ratings yet
- Productionofnylon - 2Document15 pagesProductionofnylon - 2IAEME PublicationNo ratings yet
- Optimizing Surface RoughnessDocument7 pagesOptimizing Surface Roughnesskarpaga raj aNo ratings yet
- Singh 2020Document13 pagesSingh 2020BornJustForDead AmenNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Prototype: Build Review Refine & IterateDocument7 pagesPrototype: Build Review Refine & IterateANILNo ratings yet
- L9 Nominal Taguchi 1Document38 pagesL9 Nominal Taguchi 1ANILNo ratings yet
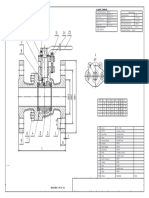
- ASM E B16.34 Valve Body W All Thickness ASM E B16.10 Api 6D Design & M AnufacturingDocument1 pageASM E B16.34 Valve Body W All Thickness ASM E B16.10 Api 6D Design & M AnufacturingANILNo ratings yet
- Name: Nilesh Ashok Wagh Mobile No.: +91 7588930595/7020322853 Technical AchievementsDocument2 pagesName: Nilesh Ashok Wagh Mobile No.: +91 7588930595/7020322853 Technical AchievementsANILNo ratings yet
- Season Classification Chart 2017: Alleppey Munnar Coorg Binsar Kanatal Shimla Kanha JaipurDocument2 pagesSeason Classification Chart 2017: Alleppey Munnar Coorg Binsar Kanatal Shimla Kanha JaipurANILNo ratings yet
- Refrigeration and Airconditioning by S K Mondal T&Q .0001Document133 pagesRefrigeration and Airconditioning by S K Mondal T&Q .0001ANILNo ratings yet
- CarbideDocument1 pageCarbideANILNo ratings yet
- Body Language For InterviewDocument5 pagesBody Language For InterviewANILNo ratings yet
- What Is Your Actual Pump Flow Rate?: Norman F. Perkins, P.E. Philip S. StacyDocument10 pagesWhat Is Your Actual Pump Flow Rate?: Norman F. Perkins, P.E. Philip S. StacyANILNo ratings yet
- Courses Welingkaronline Org Newlogin Subjectlist PortionDocument1 pageCourses Welingkaronline Org Newlogin Subjectlist PortionANILNo ratings yet
- GD & T Stack Up Analysis PDFDocument12 pagesGD & T Stack Up Analysis PDFANILNo ratings yet
- ThermodynamicsDocument57 pagesThermodynamicsANILNo ratings yet
- Meeting Feedback: How Productive Was The Meeting?Document4 pagesMeeting Feedback: How Productive Was The Meeting?ANILNo ratings yet
- Introduction To Fitness-For-Service (FFS) API 579-1 / ASME FFS-1 2007Document25 pagesIntroduction To Fitness-For-Service (FFS) API 579-1 / ASME FFS-1 2007ANILNo ratings yet
- AB-031 Design Registration ApplicationDocument1 pageAB-031 Design Registration ApplicationANILNo ratings yet
- HSBC - Call LetterDocument1 pageHSBC - Call LetterANILNo ratings yet
- Sintef PDFDocument80 pagesSintef PDFANILNo ratings yet
- Curriculum Vitae: ObjectiveDocument4 pagesCurriculum Vitae: ObjectiveANILNo ratings yet
- Application Form For LIFE Corporate Membership: 1. Corporate Name (In Block Letters)Document3 pagesApplication Form For LIFE Corporate Membership: 1. Corporate Name (In Block Letters)ANILNo ratings yet
- Presentation - Compressive Strength of Hardened ConcreteDocument5 pagesPresentation - Compressive Strength of Hardened ConcreteMuhammad Sufian Sarwar100% (1)
- Leaching Lecture NotesDocument51 pagesLeaching Lecture NotesChongMY67% (3)
- Simplified Micromechanics of Plain Weave Composites PDFDocument15 pagesSimplified Micromechanics of Plain Weave Composites PDFGani PateelNo ratings yet
- Control Lab Report Experiment No. 02 PDFDocument10 pagesControl Lab Report Experiment No. 02 PDFSiam HasanNo ratings yet
- ANSWER 2 Sterilisation ValidationDocument11 pagesANSWER 2 Sterilisation ValidationPankaj JaatNo ratings yet
- Alfa U Zul Azeem by Sultan Bashiruddin MahmoodDocument202 pagesAlfa U Zul Azeem by Sultan Bashiruddin MahmoodghulamNo ratings yet
- Declaration of PerformanceDocument2 pagesDeclaration of PerformanceMihaelaBeatriceVladNo ratings yet
- Analysis of Axial Pile Load Test(s) On Large Bored Grouted and Instrumented PilesDocument14 pagesAnalysis of Axial Pile Load Test(s) On Large Bored Grouted and Instrumented PilesTony ChanNo ratings yet
- ZRAM-Zero Capacitor RAM: Jennis Thomas Roll No:EPAHECS025 S7 Computer Science and EngineeringDocument39 pagesZRAM-Zero Capacitor RAM: Jennis Thomas Roll No:EPAHECS025 S7 Computer Science and EngineeringJennis ThomasNo ratings yet
- Analytical Method DevelopmentDocument3 pagesAnalytical Method DevelopmentMohanad AlashkarNo ratings yet
- Paper Airplane Technical ReportDocument4 pagesPaper Airplane Technical Reportapi-294775483No ratings yet
- EP477 B5 Beam Strengthening Design Check - B5H166 PDFDocument9 pagesEP477 B5 Beam Strengthening Design Check - B5H166 PDFmerpatimerahNo ratings yet
- Light Colour in The AtmosphereDocument1 pageLight Colour in The AtmosphereJordan ChizickNo ratings yet
- Ansys Tutorial For Design OptimizationDocument20 pagesAnsys Tutorial For Design Optimizationvasu7900No ratings yet
- For Questions 1 To 14, Fill in Your Answers in The Spaces ProvidedDocument4 pagesFor Questions 1 To 14, Fill in Your Answers in The Spaces Providedchaiseng yongNo ratings yet
- (2014) Colour and Technology in Historic Decorated Glazes and Glasses PDFDocument117 pages(2014) Colour and Technology in Historic Decorated Glazes and Glasses PDFtariq.toffa4760No ratings yet
- MATTER (1.1 Atoms and Molecules)Document43 pagesMATTER (1.1 Atoms and Molecules)Eroll MirulNo ratings yet
- Bose-Einstein Condensation Bec and Superfluidity in Optical MicrocavityDocument1 pageBose-Einstein Condensation Bec and Superfluidity in Optical Microcavityapi-390064648No ratings yet
- Masters Thesis by Evan O'Brien Final Draft PDFDocument184 pagesMasters Thesis by Evan O'Brien Final Draft PDFkatfy1No ratings yet
- Schwarz Henk I Jes 2005Document19 pagesSchwarz Henk I Jes 2005Jorge CalvaNo ratings yet
- Testing of Concrete Abrasion Resistance With Astm c1138Document10 pagesTesting of Concrete Abrasion Resistance With Astm c1138Rafael CristiNo ratings yet
- Strain QuizDocument26 pagesStrain QuizLarete PaoloNo ratings yet
- Non Destructive TestingDocument4 pagesNon Destructive Testingأحمد دعبسNo ratings yet
- Baker (2008) Intro To PSHA v1 3Document72 pagesBaker (2008) Intro To PSHA v1 3ketanbajajNo ratings yet
- Venusian Health Magic - Michael X Barton (1959)Document62 pagesVenusian Health Magic - Michael X Barton (1959)Homers Simpson100% (34)