Download as pdf or txt
You might also like
- Method Statement For Underground Piping FCDocument17 pagesMethod Statement For Underground Piping FCmister pogi94% (17)
- Method Statement For Cable Trench ExcavationDocument7 pagesMethod Statement For Cable Trench ExcavationOGBONNAYA MARTINS100% (1)
- Method Statement Horizontal Directional DrillingDocument59 pagesMethod Statement Horizontal Directional DrillingNaser Mahamid100% (1)
- Procedure D'inspectionDocument9 pagesProcedure D'inspectionsalahjallali100% (3)
- LlyodsDocument73 pagesLlyodskoib789No ratings yet
- BV-University-Absolutes March 03rdDocument19 pagesBV-University-Absolutes March 03rdSandeep SundriyalNo ratings yet
- OXY Drilling PracticesDocument55 pagesOXY Drilling PracticesLuiz Henrique V SouzaNo ratings yet
- IACS For Non Destructive Examination of Marine Steel CastinDocument15 pagesIACS For Non Destructive Examination of Marine Steel Castinscofiel1No ratings yet
- ARC Strike Procedure Rev1Document3 pagesARC Strike Procedure Rev1My YieNo ratings yet
- NDT Steel CastingsDocument17 pagesNDT Steel CastingsWoodrow FoxNo ratings yet
- Method of Statement For Irrigation and Sewer LineDocument5 pagesMethod of Statement For Irrigation and Sewer Linefaizan.razaNo ratings yet
- Visual Examination Procedure: 1. PurposeDocument4 pagesVisual Examination Procedure: 1. PurposeElvin MenlibaiNo ratings yet
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Document6 pagesRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriNo ratings yet
- IACS - REC - 20 NDT of Ship Hull Steel StructuresDocument11 pagesIACS - REC - 20 NDT of Ship Hull Steel Structuresalinor_tnNo ratings yet
- Visual Examination Procedure: 1 - PurposeDocument4 pagesVisual Examination Procedure: 1 - PurposeElvin MenlibaiNo ratings yet
- VT Procedure: 1 - PurposeDocument4 pagesVT Procedure: 1 - PurposeElvin Menlibai100% (1)
- Pipeline Maintenance Section: IndexDocument55 pagesPipeline Maintenance Section: Indextenneti CHALAPATHY RAONo ratings yet
- API Repair ProcedureDocument1 pageAPI Repair ProcedurejacquesmayolNo ratings yet
- No. 69 Guidelines For Non-Destructive Testing of Marine Steel Castings No. 69Document18 pagesNo. 69 Guidelines For Non-Destructive Testing of Marine Steel Castings No. 69puio cursos100% (1)
- JOSOP 607 - Repair Procedure For Flowlines, Pipelines, Vessels, Tanks, Separators and Other EquipmentDocument7 pagesJOSOP 607 - Repair Procedure For Flowlines, Pipelines, Vessels, Tanks, Separators and Other EquipmentOrdu Henry Onyebuchukwu100% (1)
- Offshore Mooring ChainDocument33 pagesOffshore Mooring ChainNguyen ThangNo ratings yet
- Sand Sealing MSDocument3 pagesSand Sealing MSAmila Priyadarshana DissanayakeNo ratings yet
- Api 510 Close Book - 4Document20 pagesApi 510 Close Book - 4tayyabNo ratings yet
- Shop Fabrication Procedure (Supply of Tank Option#3) PDFDocument7 pagesShop Fabrication Procedure (Supply of Tank Option#3) PDFGATOTNo ratings yet
- BS598 Part 112Document10 pagesBS598 Part 112abhishekNo ratings yet
- STS QAC SOP 007 Repair Procedure For Carbon SteelDocument6 pagesSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriNo ratings yet
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocument5 pagesSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNo ratings yet
- Ebs1 Aaaa00 Saqa Prqa 0016Document7 pagesEbs1 Aaaa00 Saqa Prqa 0016SERT-QA/QC- BUZNo ratings yet
- Pipes Welding Works MS For Stream 56&57 - Flare8&12 InchDocument6 pagesPipes Welding Works MS For Stream 56&57 - Flare8&12 InchahmadNo ratings yet
- General Procedure For Ultrasonic Examination ProcedureDocument28 pagesGeneral Procedure For Ultrasonic Examination ProceduredrakeNo ratings yet
- IACS Rec-69-Rev2-Oct-2020-Ul (NDT)Document21 pagesIACS Rec-69-Rev2-Oct-2020-Ul (NDT)Al aminNo ratings yet
- Pressure Vessel Inspection ProcedureDocument16 pagesPressure Vessel Inspection Procedurejabir ahmad anarwala100% (1)
- Vaccum Box Test Procedure For All TanksDocument6 pagesVaccum Box Test Procedure For All Tanksויליאם סן מרמיגיוסNo ratings yet
- ENI - Well Control Policy ManualDocument92 pagesENI - Well Control Policy Manualmediacatalog100% (6)
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocument4 pagesSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNo ratings yet
- Method Statement - 07 DAREN BEACHDocument12 pagesMethod Statement - 07 DAREN BEACHBander Al–kouhlaniNo ratings yet
- ACFMDocument10 pagesACFMAnson MartinNo ratings yet
- Visual Inspection ProcedureDocument3 pagesVisual Inspection ProcedureMohamed Tarek Hamam100% (1)
- Tank Testing X Inspection Method StatementDocument4 pagesTank Testing X Inspection Method StatementScott TrainorNo ratings yet
- Publication - Painting, Coating & Corrosion Protection - Pickling and Passivating 2015Document7 pagesPublication - Painting, Coating & Corrosion Protection - Pickling and Passivating 2015zinha_alNo ratings yet
- Abs NDT PlanDocument3 pagesAbs NDT PlanFYNo ratings yet
- TUV India PRESSURE VESSEL InspectionDocument24 pagesTUV India PRESSURE VESSEL InspectionParthiban NCNo ratings yet
- 05 Ultrasonic Test Procedure 500405Document11 pages05 Ultrasonic Test Procedure 500405Sefa KasapogluNo ratings yet
- Weld Joint Repaire Procedure - 08.04.14Document6 pagesWeld Joint Repaire Procedure - 08.04.14Raj AryanNo ratings yet
- Method Statement For Pre FabricationDocument5 pagesMethod Statement For Pre FabricationFs67% (3)
- Procedure For Ultrasonic Examination of Clad PlatesDocument8 pagesProcedure For Ultrasonic Examination of Clad PlatesJYOTI RANJAN BISWALNo ratings yet
- SD05wi1 Structural Inspection WorkpackDocument22 pagesSD05wi1 Structural Inspection WorkpackidrisNo ratings yet
- RT ProcedureDocument10 pagesRT ProcedureSandeep SundriyalNo ratings yet
- Solid Block WorkDocument8 pagesSolid Block WorkGabriel GabeNo ratings yet
- Ultrasonic Testing of Austenitic and Austenitic Ferritic Stainless Steel ForgingsDocument17 pagesUltrasonic Testing of Austenitic and Austenitic Ferritic Stainless Steel ForgingsAlvice Max100% (2)
- API UT21 ThicknessProcedure 20190304Document7 pagesAPI UT21 ThicknessProcedure 20190304michael100% (1)
- Scope of Work Location Prepration For Wafa Drilling Well A61Document7 pagesScope of Work Location Prepration For Wafa Drilling Well A61ابرار عمرNo ratings yet
- AECI - Presentration TrainingDocument16 pagesAECI - Presentration TrainingAlvine MabimbiNo ratings yet
- Mass Spectrometry: Instrumentation, Interpretation, and ApplicationsFrom EverandMass Spectrometry: Instrumentation, Interpretation, and ApplicationsRolf EkmanNo ratings yet
- UMTS Performance Measurement: A Practical Guide to KPIs for the UTRAN EnvironmentFrom EverandUMTS Performance Measurement: A Practical Guide to KPIs for the UTRAN EnvironmentNo ratings yet
- Design and Characterization of Integrated Varactors for RF ApplicationsFrom EverandDesign and Characterization of Integrated Varactors for RF ApplicationsNo ratings yet
- Ut ProcedureDocument29 pagesUt ProcedureSandeep SundriyalNo ratings yet
- Hex NUT TCDocument1 pageHex NUT TCSandeep SundriyalNo ratings yet
- Pump DataDocument6 pagesPump DataSandeep SundriyalNo ratings yet
- Vision CertificateDocument1 pageVision CertificateSandeep SundriyalNo ratings yet
- RT ProcedureDocument10 pagesRT ProcedureSandeep SundriyalNo ratings yet
- 1/2 Skip 1 Skip 1-1/2 Skip THK SD SP DO: Magic CaculatorDocument1 page1/2 Skip 1 Skip 1-1/2 Skip THK SD SP DO: Magic CaculatorSandeep SundriyalNo ratings yet
- Lamination ReportDocument334 pagesLamination ReportSandeep SundriyalNo ratings yet
- BV Product Catalogue PDFDocument6 pagesBV Product Catalogue PDFSandeep SundriyalNo ratings yet
- Bds Projects: 1 Column (NPB) C-15 1 4655 Laced Runner (Ismc 200) SLVR-8 18 5539Document1 pageBds Projects: 1 Column (NPB) C-15 1 4655 Laced Runner (Ismc 200) SLVR-8 18 5539Sandeep SundriyalNo ratings yet
- BV Product Catalogue PDFDocument6 pagesBV Product Catalogue PDFSandeep SundriyalNo ratings yet
- Igh Lensile Fosteners Structurol Slee in Friclion Grip JointsDocument5 pagesIgh Lensile Fosteners Structurol Slee in Friclion Grip JointsSandeep SundriyalNo ratings yet
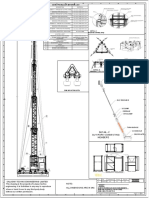
- 30 MTR Trainguler Material List: Detail - A Mast Mounting (NTS)Document1 page30 MTR Trainguler Material List: Detail - A Mast Mounting (NTS)Sandeep SundriyalNo ratings yet
- Weld Integrity and PerformanceDocument65 pagesWeld Integrity and PerformanceSandeep SundriyalNo ratings yet
- Is 4759 1996 PDFDocument12 pagesIs 4759 1996 PDFSandeep SundriyalNo ratings yet
- Irs M39 2001 PDFDocument38 pagesIrs M39 2001 PDFchepurthi100% (1)
- Is 737 2008Document18 pagesIs 737 2008Arjuna ReddyNo ratings yet