Download as pdf or txt
You might also like
- Method Statement For Repair Work On Steel Structure Related To FenceDocument5 pagesMethod Statement For Repair Work On Steel Structure Related To Fenceanon_316714194100% (2)
- General Dimensional Tolerance For Parts Formed by Press Working From Sheet MetalDocument2 pagesGeneral Dimensional Tolerance For Parts Formed by Press Working From Sheet MetalRicardo F.A.100% (3)
- Standard Filete Metric - IsO 724Document1 pageStandard Filete Metric - IsO 724Dan Timpea81% (16)
- Requirements BS7609Document3 pagesRequirements BS7609soryn_25No ratings yet
- CRCADocument10 pagesCRCAsingaravelan narayanasamyNo ratings yet
- NES D1402 - 2001-N1 ThreadsDocument81 pagesNES D1402 - 2001-N1 Threadssalvador hernandez100% (3)
- Welding Handbook Aws - Google SearchDocument2 pagesWelding Handbook Aws - Google SearchRoni LksNo ratings yet
- EI0401 Bil1Document28 pagesEI0401 Bil1GOPINATH KRISHNAN NAIRNo ratings yet
- Blue Book' Tables For Bolts, Welds and Webs: TechnicalDocument3 pagesBlue Book' Tables For Bolts, Welds and Webs: TechnicalsteNo ratings yet
- Fittings and TolerancesDocument31 pagesFittings and TolerancesVinay GautamNo ratings yet
- GB T 2694 2003 English VersionDocument19 pagesGB T 2694 2003 English Versionsaliyarumesh2292No ratings yet
- Structural ConnectionsDocument26 pagesStructural ConnectionsAlemtsehay ShiferawNo ratings yet
- Dimensional Standard & ToleranceDocument15 pagesDimensional Standard & ToleranceJerry PraweenNo ratings yet
- MBN 13024 2015-07 EngDocument12 pagesMBN 13024 2015-07 Eng'Lampa'No ratings yet
- EN 755 - Part 3Document2 pagesEN 755 - Part 3myusernameatscribdNo ratings yet
- Steel Design TablesDocument6 pagesSteel Design TablesAdrian Christian LeeNo ratings yet
- Iso 16162 2012 en PDFDocument6 pagesIso 16162 2012 en PDFSon NguyenNo ratings yet
- Is 1608 - 2005 - 23Document1 pageIs 1608 - 2005 - 23SvapneshNo ratings yet
- Limits, Fits and Tolerances: Prof. S. S. PandeDocument31 pagesLimits, Fits and Tolerances: Prof. S. S. PandeM PankajNo ratings yet
- Structural Bolts CatalogueDocument3 pagesStructural Bolts CatalogueTom CaineNo ratings yet
- Victaulic Carbon Steel Couplings and Grooved FittingsDocument16 pagesVictaulic Carbon Steel Couplings and Grooved FittingsAnonymous 7I5qQ0eAxgNo ratings yet
- Std. O-Ring TolerancesDocument5 pagesStd. O-Ring TolerancesBharatNo ratings yet
- Fastener Spacing and Margin DataDocument13 pagesFastener Spacing and Margin DataLONG VUNo ratings yet
- D 1587 - 94 Rde1odctukve PDFDocument6 pagesD 1587 - 94 Rde1odctukve PDFLupita CarelyNo ratings yet
- Seamless Cold Drawn Precision Tubes According To EN-10305-1 (DIN 2391) E235+C/+N (St. 35 BK/NBK) E355+C/+N (ST 52 BK / NBK)Document32 pagesSeamless Cold Drawn Precision Tubes According To EN-10305-1 (DIN 2391) E235+C/+N (St. 35 BK/NBK) E355+C/+N (ST 52 BK / NBK)jean bouNo ratings yet
- Din 3021Document18 pagesDin 3021Valerio AmetranoNo ratings yet
- DWGB106Document6 pagesDWGB106LucaNo ratings yet
- 1 Scope: 1.1 Normative ReferencesDocument8 pages1 Scope: 1.1 Normative ReferencesYenny300000No ratings yet
- Steel Reinforcement For Concrete - BS 8666:2005: Shape Code Shape CodeDocument5 pagesSteel Reinforcement For Concrete - BS 8666:2005: Shape Code Shape CodeAhmad AbubakarNo ratings yet
- Productdatasheet en KF 50b494c18fDocument3 pagesProductdatasheet en KF 50b494c18fDarko MemarovicNo ratings yet
- Beam DesignDocument43 pagesBeam DesignMathew BurkeNo ratings yet
- 20 Torque Calculation DIN946Document2 pages20 Torque Calculation DIN946Riyan EsapermanaNo ratings yet
- Ksksksks KSKSKSK Ksksks KSKSK Ksks KSK KS: Wheels For Railway Rolling StockDocument10 pagesKsksksks KSKSKSK Ksksks KSKSK Ksks KSK KS: Wheels For Railway Rolling StockNurdiansyahNo ratings yet
- III - D S Bdtw2 5 - S W - P C: ATA Heet X Ocket ELD IN Rocess OnnectionDocument3 pagesIII - D S Bdtw2 5 - S W - P C: ATA Heet X Ocket ELD IN Rocess Onnectionrob.careyNo ratings yet
- Acelbetet Beragasztas Szamitas Angol - 1Document58 pagesAcelbetet Beragasztas Szamitas Angol - 1bclarkeoobNo ratings yet
- Project 2 ScrewedDocument7 pagesProject 2 ScrewedDjuro SavkinNo ratings yet
- Din 1685 1 1998Document4 pagesDin 1685 1 1998bel_izabelNo ratings yet
- DIN 910 Heavy-Duty Hexagon Head Screw PlugsDocument3 pagesDIN 910 Heavy-Duty Hexagon Head Screw PlugsJuan Carlos Fernandez LoveraNo ratings yet
- The Clarke Group: Gabions Zinc GalvanisedDocument2 pagesThe Clarke Group: Gabions Zinc GalvanisedEmre HaznedaroğluNo ratings yet
- Punching of Flat Slab Acc. DIN EN 1992-1-1: Benchmark Example No. 31Document19 pagesPunching of Flat Slab Acc. DIN EN 1992-1-1: Benchmark Example No. 31Sri RamNo ratings yet
- Bolted Joint Example PDFDocument6 pagesBolted Joint Example PDFcollins unankaNo ratings yet
- Jde 10030Document3 pagesJde 10030X800XLNo ratings yet
- Standard Manufaktur EmbeddedDocument5 pagesStandard Manufaktur EmbeddedokifabianNo ratings yet
- Bi Ax Column DesignDocument44 pagesBi Ax Column DesignRAJESHRANE0% (1)
- Ball-Screws SFE-2Document20 pagesBall-Screws SFE-2Joss JossNo ratings yet
- Iso 10042Document5 pagesIso 10042Nur Diana100% (3)
- Tolerence For CouplingsDocument2 pagesTolerence For CouplingsnagagangNo ratings yet
- Saej1459v004 PDFDocument9 pagesSaej1459v004 PDFvishalNo ratings yet
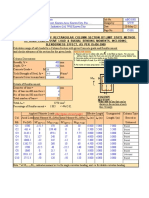
- For Axial Compressive Load & Biaxial Bending Moments, Including Slenderness Effect, As Per Is:456-2000Document43 pagesFor Axial Compressive Load & Biaxial Bending Moments, Including Slenderness Effect, As Per Is:456-2000Mohan BhalmeNo ratings yet
- Abs 0059Document14 pagesAbs 0059darrow doriNo ratings yet
- Grinnell Mechanical Products Rigid Coupling - Patented General Description Technical DataDocument4 pagesGrinnell Mechanical Products Rigid Coupling - Patented General Description Technical DataСергей КолесниковNo ratings yet
- BoltDocument4 pagesBoltMamaru Nibret DesyalewNo ratings yet
- Ansi Z80 1-2005Document6 pagesAnsi Z80 1-2005juliogarridoNo ratings yet
- Job No Sheet No DWG Ref Rev NoDocument7 pagesJob No Sheet No DWG Ref Rev NoCon CanNo ratings yet
- Iec E27Document1 pageIec E27Ricardo ValenciaNo ratings yet
- Tolerance Guide (DIN 16901) PDFDocument9 pagesTolerance Guide (DIN 16901) PDFgermanno14100% (2)
- Spreadsheets To BS 8110: Internal ColumnDocument9 pagesSpreadsheets To BS 8110: Internal ColumnKhac Hoang PhamNo ratings yet
- O RingSurface CriteriaDocument1 pageO RingSurface CriteriaBharatNo ratings yet
- Helukabel JZ-500 (Page 1)Document1 pageHelukabel JZ-500 (Page 1)rey chicoNo ratings yet
- For Axial Compressive Load & Biaxial Bending Moments, Including Slenderness Effect, As Per Is:456-2000Document43 pagesFor Axial Compressive Load & Biaxial Bending Moments, Including Slenderness Effect, As Per Is:456-2000Satish Khadse100% (1)
- Table 2-1. Allowable Stress On Fasteners, Mpa: G V E, IDocument4 pagesTable 2-1. Allowable Stress On Fasteners, Mpa: G V E, ILouie Jay CabunocNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- KAT5100-0001-E Slip Ring AssembliesDocument28 pagesKAT5100-0001-E Slip Ring Assembliessoryn_25No ratings yet
- 32 Sensors Rotary-EncodersDocument74 pages32 Sensors Rotary-Encoderssoryn_25No ratings yet
- S235JR Sau OL 37Document1 pageS235JR Sau OL 37Pișta GonzalesNo ratings yet
- MagTechnProperties 112011 PDFDocument5 pagesMagTechnProperties 112011 PDFsoryn_25No ratings yet
- Hub SpaceclaimDocument10 pagesHub Spaceclaimsoryn_25No ratings yet
- S355J2G3 PDFDocument1 pageS355J2G3 PDFsoryn_25No ratings yet
- SC2014 ReleaseNotesDocument98 pagesSC2014 ReleaseNotessoryn_25No ratings yet
- Reostate Pape&OlbertzDocument14 pagesReostate Pape&Olbertzsoryn_25No ratings yet
- Lecture 12: Cutting (Shearing) and Bending: Processing of Metallic MaterialsDocument17 pagesLecture 12: Cutting (Shearing) and Bending: Processing of Metallic Materialsmukesh3021No ratings yet
- Asme Y14.6-2001 (R2007)Document27 pagesAsme Y14.6-2001 (R2007)Oleg Ushakov75% (4)
- Inconel 600 Technical Data: Type AnalysisDocument3 pagesInconel 600 Technical Data: Type Analysisorangelanaya-1No ratings yet
- Counter Hole Dia.Document2 pagesCounter Hole Dia.kaushalNo ratings yet
- Induction HardeningDocument6 pagesInduction HardeningChuky MolinaNo ratings yet
- Fracture TestDocument2 pagesFracture TestRafeek ShaikhNo ratings yet
- YG Tooling System New CatalogueDocument260 pagesYG Tooling System New CatalogueUthaya AbiNo ratings yet
- IPC SpecTree 1Document1 pageIPC SpecTree 1Vuong Tran LeNo ratings yet
- Not Alloyed: Case-Hardening Steels C16EDocument1 pageNot Alloyed: Case-Hardening Steels C16Esafat parNo ratings yet
- Isi Handbook For Structural Engineers PDFDocument124 pagesIsi Handbook For Structural Engineers PDFRoyer JuarezNo ratings yet
- Darex XT 3000A BrochureDocument5 pagesDarex XT 3000A BrochurecastkarthickNo ratings yet
- Me 312Document9 pagesMe 312Aakash TiwariNo ratings yet
- Dokumen - Tips - Laporan Praktikum Mesin Bubut 56d57f31dcb88.id - enDocument8 pagesDokumen - Tips - Laporan Praktikum Mesin Bubut 56d57f31dcb88.id - enOrc OrcNo ratings yet
- Hager Weatherstrip CatalogDocument20 pagesHager Weatherstrip Catalogmarchus09No ratings yet
- Quick Change and Modular Tooling From Elijah Tooling - 080812Document3 pagesQuick Change and Modular Tooling From Elijah Tooling - 080812Rick MillerNo ratings yet
- Mach3 Mill G Code List - Helman CNCDocument2 pagesMach3 Mill G Code List - Helman CNCcaryonlyNo ratings yet
- The Ice Cleat For The M1 Abrams Tank PDFDocument26 pagesThe Ice Cleat For The M1 Abrams Tank PDFLe VoyageurNo ratings yet
- Effect of Grinding Parameters On Grinding Wheel PerformanceDocument18 pagesEffect of Grinding Parameters On Grinding Wheel PerformancePallav0% (1)
- Makita 6412Document2 pagesMakita 6412mtc tentremNo ratings yet
- Homemade Bowstring JigDocument8 pagesHomemade Bowstring JigDean MyersNo ratings yet
- Machinery Canada - DC Swiss Taps NPTDocument2 pagesMachinery Canada - DC Swiss Taps NPTmachineCanNo ratings yet
- Tapping Size Clearence HoleDocument7 pagesTapping Size Clearence HoledeepakanoorNo ratings yet
- Equipment List - OrheiDocument1 pageEquipment List - OrheighenaNo ratings yet
- Aisi 4130 PDFDocument2 pagesAisi 4130 PDFEndru MeNo ratings yet
- Aws A5.22-95Document51 pagesAws A5.22-95AdriánOrtiz0% (1)
- Page 1 of 5 PagesDocument5 pagesPage 1 of 5 PagesAhmed DjebbiNo ratings yet
- Galvanizing Defects RectificationsDocument28 pagesGalvanizing Defects RectificationslakshanNo ratings yet