Download as docx, pdf, or txt
You might also like
- Asme B31.3Document2 pagesAsme B31.3hj.jungNo ratings yet
- ES95400-10 - REV 17 - NX4, KA4 SVC LHD LH - 정기 신뢰성 성적서 - R00 - 211029Document10 pagesES95400-10 - REV 17 - NX4, KA4 SVC LHD LH - 정기 신뢰성 성적서 - R00 - 211029Giang100% (1)
- PAUT 및 TOFD의 장단점 비교Document19 pagesPAUT 및 TOFD의 장단점 비교Yulkyung SungNo ratings yet
- WPS & PQR 작성지침 및 해설Document34 pagesWPS & PQR 작성지침 및 해설백종균0% (1)
- Hot View Tob Lance RHDocument9 pagesHot View Tob Lance RHazza aghniyaNo ratings yet
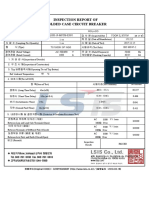
- Routine MCCB Test ReportDocument1 pageRoutine MCCB Test ReportYousif_AbdalhalimNo ratings yet
- API 1104 - Module 5Document18 pagesAPI 1104 - Module 5kyeong cheol lee0% (1)
- 3.위상배열 초음파 탐상기 - 교정Document22 pages3.위상배열 초음파 탐상기 - 교정Yulkyung SungNo ratings yet
- KGS RBI SoftwareDocument23 pagesKGS RBI SoftwaremohnaggarNo ratings yet
- Module 6 & 8 - 강의-1 - RDocument2 pagesModule 6 & 8 - 강의-1 - Rkyeong cheol leeNo ratings yet
- ECDA진단방법Document55 pagesECDA진단방법이선엽No ratings yet
- Module 10 2 ExplainDocument2 pagesModule 10 2 Explainkyeong cheol leeNo ratings yet
- API 510 시험 준비 - rev.1Document11 pagesAPI 510 시험 준비 - rev.1yckimNo ratings yet
- 5. 첨단초음파탐상규격Document40 pages5. 첨단초음파탐상규격Tĩnh Hồ TrungNo ratings yet
- pt3 PDFDocument28 pagespt3 PDFkyeong cheol leeNo ratings yet
- ASTM D6425 Measuring Friction and Wear Properties of Extreme Pressure - EP Lubricating Oils Using SRV Test Machine 한글Document10 pagesASTM D6425 Measuring Friction and Wear Properties of Extreme Pressure - EP Lubricating Oils Using SRV Test Machine 한글김인식No ratings yet
- (포스터) 용접형 긴급차단밸브 시트누출검사 대안Document1 page(포스터) 용접형 긴급차단밸브 시트누출검사 대안Jinyoung ChoiNo ratings yet
- Tokimec Eha Catalog - 20210209Document10 pagesTokimec Eha Catalog - 20210209박채영No ratings yet
- ASME Ⅰ - Ⅷ - B31.1 code NDE요건 정리Document4 pagesASME Ⅰ - Ⅷ - B31.1 code NDE요건 정리이훈100% (1)
- LC (Ulkep-T002)Document16 pagesLC (Ulkep-T002)손선호No ratings yet
- GTD2000Ex국문매뉴얼R3 4Document29 pagesGTD2000Ex국문매뉴얼R3 4민성규No ratings yet
- 3- 삼영검사 (PAUT현장적용사례) PDFDocument20 pages3- 삼영검사 (PAUT현장적용사례) PDFyoonchankim0911No ratings yet
- 자분탐상 필답 정리본-복사Document10 pages자분탐상 필답 정리본-복사백상원No ratings yet
- 조광밸브 카달로그Document15 pages조광밸브 카달로그Soft IcecreamNo ratings yet
- 㪝㪼㫉㫉㫆㫋㪼㪺㩷㪚㫆㫉㫇㫆㫉㪸㫋㫀㫆㫅 Tel: +81-3-3281-8193 Fax: +81-3-3281-8848 e-mail: 홈페이지Document8 pages㪝㪼㫉㫉㫆㫋㪼㪺㩷㪚㫆㫉㫇㫆㫉㪸㫋㫀㫆㫅 Tel: +81-3-3281-8193 Fax: +81-3-3281-8848 e-mail: 홈페이지YS BNo ratings yet
- MS940-01K_연소성시험 (전장부품)Document9 pagesMS940-01K_연소성시험 (전장부품)01028536351hNo ratings yet
- 독일CT정도관리Document4 pages독일CT정도관리정빈No ratings yet
- 2013년도 RSP 브로슈어Document22 pages2013년도 RSP 브로슈어RSPcorperationNo ratings yet
- 압력방출밸브&용량시험개요Document30 pages압력방출밸브&용량시험개요장훈No ratings yet
- Equotip 550 - Sales Flyer - Korean - HighDocument18 pagesEquotip 550 - Sales Flyer - Korean - HighEnrique AntonioNo ratings yet
- 배관 1 pmi - rev4Document4 pages배관 1 pmi - rev4yoonchankim0911No ratings yet
- VLF TD - 2018Document5 pagesVLF TD - 2018서영호No ratings yet
- Epsmen2000 005Document154 pagesEpsmen2000 005kyeong cheol leeNo ratings yet
- 원전 기기 건전성에 미치는 모의후열처리 온도와 시간 영향 연구 (KHNP-CRI 김홍덕)Document27 pages원전 기기 건전성에 미치는 모의후열처리 온도와 시간 영향 연구 (KHNP-CRI 김홍덕)최승원No ratings yet
- Alt 6400Document14 pagesAlt 6400Jeonghyeon KimNo ratings yet
- ES95400-10 - REV 18 - JX1, RG3 SVM RVC - 정기 신뢰성 성적서 - R00 - 220826Document36 pagesES95400-10 - REV 18 - JX1, RG3 SVM RVC - 정기 신뢰성 성적서 - R00 - 220826GiangNo ratings yet
- GSR RVC 관리 계획서 20160111Document6 pagesGSR RVC 관리 계획서 20160111Phạm GiangNo ratings yet
- Test Report - KRN50-1000-00 - RD07Document1 pageTest Report - KRN50-1000-00 - RD07tummalapallimanikanta99No ratings yet
- 재료시험 ASTM E23 충격시험Document27 pages재료시험 ASTM E23 충격시험미라클밍밍No ratings yet
- 07 - Forming Control ProcedureDocument6 pages07 - Forming Control Procedure곽무친No ratings yet
- EM 계전 VIPAM3300-F K-2017Document23 pagesEM 계전 VIPAM3300-F K-2017marron66666No ratings yet
- CTQ 항목Document6 pagesCTQ 항목이종호No ratings yet
- ASTM D1414 94 Standard Test Methods for Rubber O Rings 한글Document12 pagesASTM D1414 94 Standard Test Methods for Rubber O Rings 한글J TNo ratings yet
- (참고) 태양광발전설비 DC 지락차단장치 관련 업무처리방법Document9 pages(참고) 태양광발전설비 DC 지락차단장치 관련 업무처리방법붐비치훈No ratings yet
- (별표18 2) KN61000 6 2산업환경에서의일반내성시험방법Document17 pages(별표18 2) KN61000 6 2산업환경에서의일반내성시험방법곽준영No ratings yet
- Tob Lance RHDocument9 pagesTob Lance RHazza aghniyaNo ratings yet
- ( 2022-40 )Document17 pages( 2022-40 )boreas0No ratings yet
- 2017 - 비상통화장치 호출방식 일원화 자료Document14 pages2017 - 비상통화장치 호출방식 일원화 자료신경영No ratings yet
- Sav 06000 P098 (D1585SS40)Document15 pagesSav 06000 P098 (D1585SS40)Dũng LêNo ratings yet
- 교육일지 230613 (김정훈)Document16 pages교육일지 230613 (김정훈)성운황No ratings yet
- 용기검사기준Document10 pages용기검사기준BS AhnNo ratings yet
- KS B Iso 15626 - 2014Document16 pagesKS B Iso 15626 - 2014새한검사부경출장소No ratings yet
- R950 - 국문Document19 pagesR950 - 국문vivi diaNo ratings yet
- ( 2021-101 )Document15 pages( 2021-101 )boreas0No ratings yet
- Test & Inspection Plan: Description Code & Regulation Testing Agency RemarksDocument1 pageTest & Inspection Plan: Description Code & Regulation Testing Agency RemarksBONG DAENo ratings yet
- KS C 0260 글로와이어 시험방법Document10 pagesKS C 0260 글로와이어 시험방법오늘도꿈을 꾼다No ratings yet
- Move SatelliteDocument20 pagesMove Satellitelee changbaeNo ratings yet
- ASTM C215 Fundamental Transverse Longitudinal and Torsional Resonant Frequencies of Concrete Specimens 한글Document9 pagesASTM C215 Fundamental Transverse Longitudinal and Torsional Resonant Frequencies of Concrete Specimens 한글배배No ratings yet
- D-63-2018 안전밸브 배출배관의 설계에 관한 기술지침Document29 pagesD-63-2018 안전밸브 배출배관의 설계에 관한 기술지침최재원No ratings yet
- Pinhole Detector 2020KORDocument6 pagesPinhole Detector 2020KOR김아브락No ratings yet