Download as pdf or txt
You might also like
- Ethics and The Conduct of Business by John R Boatright PDFDocument2 pagesEthics and The Conduct of Business by John R Boatright PDFRobert8% (13)
- MEM Gyros For Space ApplicationsDocument12 pagesMEM Gyros For Space ApplicationsHongraekim100% (1)
- Millimeter-Wave Silicon-on-Glass Integrated Tapered AntennaDocument4 pagesMillimeter-Wave Silicon-on-Glass Integrated Tapered AntennaAbdul AzizNo ratings yet
- Bookchapter2012 Chapter16SolidStateNanoGearsManipulationsDocument11 pagesBookchapter2012 Chapter16SolidStateNanoGearsManipulationshurmakmuhNo ratings yet
- Chapter 4 ActuatorsDocument4 pagesChapter 4 Actuatorss6404036630071No ratings yet
- Quartz Pendulous Accelerometers For Navigation and Tactical Grade Systems - CompressedDocument20 pagesQuartz Pendulous Accelerometers For Navigation and Tactical Grade Systems - CompressedLê Đình TiếnNo ratings yet
- A Butterfly Substrate Integrated Waveguide Leaky-Wave AntennaDocument5 pagesA Butterfly Substrate Integrated Waveguide Leaky-Wave AntennaManoj EdupugantiNo ratings yet
- Canestrari Etal SPIE 2013Document13 pagesCanestrari Etal SPIE 2013enrico giroNo ratings yet
- Advanced - Compact - Test - Range For Both Radome and Antenna MeasurementDocument4 pagesAdvanced - Compact - Test - Range For Both Radome and Antenna MeasurementNguyen Ba DungNo ratings yet
- Sliding Isolation Pendulum As The Seismic Mitigation Strategy Study Case: Holtekam Steel Arch BridgeDocument13 pagesSliding Isolation Pendulum As The Seismic Mitigation Strategy Study Case: Holtekam Steel Arch BridgeMangisi Haryanto ParapatNo ratings yet
- High Precision Linear Slide. Part I: Design and ConstructionDocument13 pagesHigh Precision Linear Slide. Part I: Design and ConstructionhamidrezamohamadzadeNo ratings yet
- A Novel Magnetostrictive Curvature Sensor Employing Flexible, Figure-of-Eight Sensing CoilsDocument4 pagesA Novel Magnetostrictive Curvature Sensor Employing Flexible, Figure-of-Eight Sensing CoilsakruNo ratings yet
- DeCaprio Etal SPIE 2013Document8 pagesDeCaprio Etal SPIE 2013enrico giroNo ratings yet
- 7739-83 Matisse Tip-Tilt Mirror Design RDocument7 pages7739-83 Matisse Tip-Tilt Mirror Design RMobile SunNo ratings yet
- 400 Series-700 Series-DS Issue 1Document2 pages400 Series-700 Series-DS Issue 1Felipe FantinelNo ratings yet
- 3D Choke RingDocument6 pages3D Choke RingPraba Karan DNo ratings yet
- Mems For A Watches PDFDocument4 pagesMems For A Watches PDFSPOORTHINo ratings yet
- Simulation of A Micro-Scale Out-Of-Plane Compliant MechanismDocument7 pagesSimulation of A Micro-Scale Out-Of-Plane Compliant MechanismAthiyan RNo ratings yet
- A New Climbing Robot For Suspension Insulator Strings: FANG Lijin, XU Xinlin, GUO XiaokunDocument5 pagesA New Climbing Robot For Suspension Insulator Strings: FANG Lijin, XU Xinlin, GUO Xiaokunالبيوع البيوعNo ratings yet
- Xatcobeo: Small Mechanisms For Cubesat Satellites - Antenna and Solar Array DeploymentDocument16 pagesXatcobeo: Small Mechanisms For Cubesat Satellites - Antenna and Solar Array DeploymentShoaib IqbalNo ratings yet
- Design and Development of Gap SensorDocument14 pagesDesign and Development of Gap SensorJagannath Prasad SahooNo ratings yet
- Gardiol Etal SPIE 2014Document9 pagesGardiol Etal SPIE 2014enrico giroNo ratings yet
- MED50Document8 pagesMED50Kishor Kumar DasNo ratings yet
- Guidelines For Cogwheel Design Optimized For Back-Bias Speed Sensor ApplicationsDocument8 pagesGuidelines For Cogwheel Design Optimized For Back-Bias Speed Sensor ApplicationsJefersonNo ratings yet
- Tri Axis Micro GyroscopeDocument34 pagesTri Axis Micro GyroscopeCharan Macharla'sNo ratings yet
- MEMS IMU For AHRS ApplicationsDocument7 pagesMEMS IMU For AHRS ApplicationsFrank FrunkNo ratings yet
- An Introduction To Inertial NavigationDocument37 pagesAn Introduction To Inertial NavigationZee ZouNo ratings yet
- Using Ultrasonic Flaw Detector To Check Out Adequate Interference of Raceway of Bearing Over The Axle Wag-9 Electric LocomotiveDocument8 pagesUsing Ultrasonic Flaw Detector To Check Out Adequate Interference of Raceway of Bearing Over The Axle Wag-9 Electric LocomotiveYasir AbdalmonimNo ratings yet
- Design and Analysis of Drum Lathe For Manufacturing Large-Scale Optical Microstructured Surface and Load Characteristics of Aerostatic SpindleDocument6 pagesDesign and Analysis of Drum Lathe For Manufacturing Large-Scale Optical Microstructured Surface and Load Characteristics of Aerostatic SpindleN. P. JAGANNo ratings yet
- Accepted ManuscriptDocument10 pagesAccepted ManuscriptkirancallsNo ratings yet
- Thc3 2:00Pm-2:15Pm: Interferometric Inclinometer For Structural MonitoringDocument4 pagesThc3 2:00Pm-2:15Pm: Interferometric Inclinometer For Structural MonitoringAldijana SehicNo ratings yet
- 4 Fastenings For High Speed Track - Vipul Kumar (RDSO)Document10 pages4 Fastenings For High Speed Track - Vipul Kumar (RDSO)devidattairsmeNo ratings yet
- Virtual Instrumentation For Measurement of Strain Using Thin Film Strain Gauge SensorsDocument9 pagesVirtual Instrumentation For Measurement of Strain Using Thin Film Strain Gauge SensorsIAEME PublicationNo ratings yet
- Star LightDocument3 pagesStar LightAmrul KaishNo ratings yet
- The Mathematical Modelling of The Motion of A Horizontal Vibrating Screen Supported by Rosta Oscillating MountingsDocument9 pagesThe Mathematical Modelling of The Motion of A Horizontal Vibrating Screen Supported by Rosta Oscillating MountingsVilayet AlekperovNo ratings yet
- SelfStudyReport VishnuDocument15 pagesSelfStudyReport VishnuVishnu saiNo ratings yet
- Design Optimization of The Support Structure of A NanosatelliteDocument8 pagesDesign Optimization of The Support Structure of A NanosatelliteAkshayGulatiNo ratings yet
- CHIKO Installation Guide Flat RoofDocument17 pagesCHIKO Installation Guide Flat RoofGuille ParejoNo ratings yet
- JCDR 8 ZC33Document5 pagesJCDR 8 ZC33smritiNo ratings yet
- NDT2012 2a2 PDFDocument12 pagesNDT2012 2a2 PDFIvan MauricioNo ratings yet
- Development of Six-Degree-of-Freedom Inertial Sensors With An 8-In Advanced MEMS Fabrication PlatformDocument8 pagesDevelopment of Six-Degree-of-Freedom Inertial Sensors With An 8-In Advanced MEMS Fabrication PlatformAndrei Stefan NemesuNo ratings yet
- A Car Logo Design-Inspired CPW-Fed SemitransparentDocument14 pagesA Car Logo Design-Inspired CPW-Fed SemitransparentAmbika ANo ratings yet
- Giro Rodeghiero SPIE 2014Document13 pagesGiro Rodeghiero SPIE 2014enrico giroNo ratings yet
- Patch AntennaDocument38 pagesPatch AntennaGheorghitan Melissa-AncutaNo ratings yet
- International Journal of Electronics and Communications (AEÜ)Document9 pagesInternational Journal of Electronics and Communications (AEÜ)Karima MazenNo ratings yet
- Installation & Maintenance: RIM Tach Shaft Grounding BrushDocument8 pagesInstallation & Maintenance: RIM Tach Shaft Grounding BrushAndrewNo ratings yet
- Millimeter-Wave Beam-Tilting Vivaldi Antenna With Gain Enhancement Using Multi-Layer FSSDocument6 pagesMillimeter-Wave Beam-Tilting Vivaldi Antenna With Gain Enhancement Using Multi-Layer FSSLali ThaNo ratings yet
- Paper InspectingSeamlessPipeWeldsofVariableWallThic PDFDocument14 pagesPaper InspectingSeamlessPipeWeldsofVariableWallThic PDFbrocolinoNo ratings yet
- NATM - A SEM MethodDocument3 pagesNATM - A SEM MethodIJRASETPublicationsNo ratings yet
- Report 10Document17 pagesReport 10sp9719307No ratings yet
- New Stacked Patch Antenna For Polarisation and Radiation Pattern DiversityDocument6 pagesNew Stacked Patch Antenna For Polarisation and Radiation Pattern DiversityTrình NguyễnNo ratings yet
- Assembly Concept and Technology of The ATLAS Barrel ToroidDocument5 pagesAssembly Concept and Technology of The ATLAS Barrel ToroidLei WuNo ratings yet
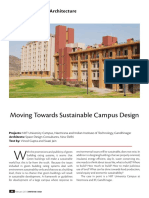
- Composite Building Case Study PDFDocument49 pagesComposite Building Case Study PDFkoglad100% (1)
- American Journal of Engineering Research (AJER)Document8 pagesAmerican Journal of Engineering Research (AJER)AJER JOURNALNo ratings yet
- Design and Implementation of Quadrifilar Helix Antenna For Satellite CommunicationDocument5 pagesDesign and Implementation of Quadrifilar Helix Antenna For Satellite CommunicationDavid Aguirre SalcedoNo ratings yet
- Ref 2Document4 pagesRef 2yeyegak481No ratings yet
- First Demonstration of Machine Designed Ultra Flat, Low Cost Directive AntennaDocument9 pagesFirst Demonstration of Machine Designed Ultra Flat, Low Cost Directive AntennaGiorgio GiordanengoNo ratings yet
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- Radio Control for Model Ships, Boats and AircraftFrom EverandRadio Control for Model Ships, Boats and AircraftRating: 5 out of 5 stars5/5 (1)
- Appendix Ex 1 Vibrating Wire PDFDocument14 pagesAppendix Ex 1 Vibrating Wire PDFManoj KumarNo ratings yet
- 2 Sheet Metal StructuresDocument98 pages2 Sheet Metal StructuresSteph AicoNo ratings yet
- Anti-Lock Braking System in Cars: A Life Saver For RidersDocument17 pagesAnti-Lock Braking System in Cars: A Life Saver For RidersManoj KumarNo ratings yet
- Trim-Cfd Marseille 24mai2012Document24 pagesTrim-Cfd Marseille 24mai2012Manoj KumarNo ratings yet
- Exercise 3.3: Beam Thermal Loading & Unloading: Model InformationDocument4 pagesExercise 3.3: Beam Thermal Loading & Unloading: Model InformationManoj KumarNo ratings yet
- AltairOptiStruct AirbusUK WingCompositeOptimization PDFDocument15 pagesAltairOptiStruct AirbusUK WingCompositeOptimization PDFManoj KumarNo ratings yet
- Hexweb - Honeycomb Attributes and Properties PDFDocument40 pagesHexweb - Honeycomb Attributes and Properties PDFkolle_sdestefaNo ratings yet
- Tutorial 12 VCCTDocument15 pagesTutorial 12 VCCTManoj KumarNo ratings yet
- 700+ Level Sentence Correction Questions: Warm Up Questions For The Upcoming Free Webinar On Gmat Sentence CorrectionDocument18 pages700+ Level Sentence Correction Questions: Warm Up Questions For The Upcoming Free Webinar On Gmat Sentence CorrectionManoj KumarNo ratings yet
- Dmap Intro WKSHPDocument49 pagesDmap Intro WKSHPManoj KumarNo ratings yet
- Face Sheet WrinklingDocument49 pagesFace Sheet WrinklingManoj KumarNo ratings yet
- Nonlinear Finite Element Methods: 4y SpringerDocument7 pagesNonlinear Finite Element Methods: 4y SpringerManoj KumarNo ratings yet
- Constraints For Static and Buckling AnalysisDocument9 pagesConstraints For Static and Buckling AnalysisManoj KumarNo ratings yet
- Rib Creation: Step 1: Open Ribs - Tool - HM in Hypermesh Step 2: Create A Triangular RibDocument8 pagesRib Creation: Step 1: Open Ribs - Tool - HM in Hypermesh Step 2: Create A Triangular RibManoj KumarNo ratings yet
- IISCDocument81 pagesIISCManoj KumarNo ratings yet
- 6 - ALTAIR ID - 23!10!14 - Composites - DiffusionDocument45 pages6 - ALTAIR ID - 23!10!14 - Composites - DiffusionManoj KumarNo ratings yet
- Exercise 1a: Stress and Displacement Analysis in A Simply Supported BeamDocument15 pagesExercise 1a: Stress and Displacement Analysis in A Simply Supported BeamManoj KumarNo ratings yet
- Tutorial SpringBootDocument5 pagesTutorial SpringBootAlejandro HernándezNo ratings yet
- Engineered, Discretionary and Committed CostsDocument6 pagesEngineered, Discretionary and Committed CostsAjiLalNo ratings yet
- Contenido Temático Curso Ethical Hacker PDFDocument15 pagesContenido Temático Curso Ethical Hacker PDFWilliam BaskervilleNo ratings yet
- S934 - Instruction ManualDocument36 pagesS934 - Instruction ManualTony MarascaNo ratings yet
- 36 Stragegic ManagementDocument345 pages36 Stragegic ManagementMuhammad Adnan Latif100% (1)
- BUCHI Original-Glassware LowDocument42 pagesBUCHI Original-Glassware LowAndrés MárquezNo ratings yet
- Lesson-Plan-Ubd-Es20-Soil FormationDocument2 pagesLesson-Plan-Ubd-Es20-Soil Formationapi-351677864No ratings yet
- Hcit End of Cluster Test Practical 1Document4 pagesHcit End of Cluster Test Practical 1api-2478715820% (1)
- PR0030Document5 pagesPR0030MISHTIGALNo ratings yet
- Fugitive Emission Guidelines For Cement PlantsDocument10 pagesFugitive Emission Guidelines For Cement PlantsajaygautamNo ratings yet
- MessageDocument287 pagesMessagenovaNo ratings yet
- Application LayerDocument4 pagesApplication LayeredwardoNo ratings yet
- Y Miss PhathupatsDocument30 pagesY Miss PhathupatsMartin C.No ratings yet
- Embedded Coder Users Guide R2018a PDFDocument3,766 pagesEmbedded Coder Users Guide R2018a PDFFrancisco Javier Buenavida DuránNo ratings yet
- Educational Information For High Expansion Foam Fire Extinguishing SystemDocument3 pagesEducational Information For High Expansion Foam Fire Extinguishing SystemAjay W DhimanNo ratings yet
- For Teachers' Use OnlyDocument10 pagesFor Teachers' Use OnlyjshfjksNo ratings yet
- Luqman Ahmad: Objective ProfileDocument2 pagesLuqman Ahmad: Objective Profilevendetta82pgNo ratings yet
- Oem Replacement Catalogue: Wear Steel Parts For Oem Get EquipmentDocument160 pagesOem Replacement Catalogue: Wear Steel Parts For Oem Get EquipmentmazuckNo ratings yet
- Kodak Professional Apparatus 1936Document62 pagesKodak Professional Apparatus 1936ajsikelNo ratings yet
- Catalogo de Partes FARMTRAC 30Document274 pagesCatalogo de Partes FARMTRAC 30econovoagrovialsrlNo ratings yet
- Science and Technology Research Partnership For Sustainable Development (Satreps) Proposal On Iot X SDG X IndonesiaDocument6 pagesScience and Technology Research Partnership For Sustainable Development (Satreps) Proposal On Iot X SDG X IndonesiaelektroftuhNo ratings yet
- Textbook Ebook Strategy Leadership and Ai in The Cyber Ecosystem Hamid Jahankhani All Chapter PDFDocument43 pagesTextbook Ebook Strategy Leadership and Ai in The Cyber Ecosystem Hamid Jahankhani All Chapter PDFmichael.burchett827100% (6)
- Method Statements Chapter 7-WaterTightness-SumpDocument3 pagesMethod Statements Chapter 7-WaterTightness-SumpBonaNo ratings yet
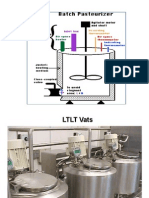
- Pasteurization IIDocument19 pagesPasteurization IIMohammad Ashraf Paul100% (1)
- Visible Light: James T. Shipman Jerry D. Wilson Charles A. Higgins, Jr. Omar TorresDocument7 pagesVisible Light: James T. Shipman Jerry D. Wilson Charles A. Higgins, Jr. Omar TorresTabada NickyNo ratings yet
- Pengukuran Tingkat Kematangan Simaster M F5155afeDocument12 pagesPengukuran Tingkat Kematangan Simaster M F5155afeseptian maulanaNo ratings yet
- Colophons - 2 SamplesDocument2 pagesColophons - 2 Samplesapi-251011903No ratings yet
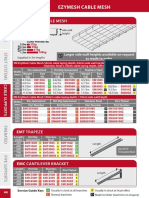
- EzyMesh and Accessories DataSheetDocument2 pagesEzyMesh and Accessories DataSheet30101985No ratings yet