
Utah Point Multi-User Bulk Export Facility Port Hedland: Servicing Australia's Future Trade Growth
Utah Point Multi-User Bulk Export Facility Port Hedland: Servicing Australia's Future Trade Growth
You might also like
- Ford Fiesta 2017 2020 Electrical Wiring DiagramsDocument22 pagesFord Fiesta 2017 2020 Electrical Wiring Diagramskathleenflores140886xgk99% (133)
- Mini-Dungeon - HMD-005 The Temporal Clock TowerDocument5 pagesMini-Dungeon - HMD-005 The Temporal Clock TowerАлексей ЖуравлевNo ratings yet
- PIBT Information Memorandum PDFDocument23 pagesPIBT Information Memorandum PDFSajid BalochNo ratings yet
- Ind Hub FinalDocument88 pagesInd Hub Final1mmahoney0% (1)
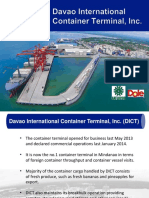
- Davao International Container Terminal Presentation - Mindanao Shipping Conference 2016Document40 pagesDavao International Container Terminal Presentation - Mindanao Shipping Conference 2016PortCallsNo ratings yet
- Standard Trench Dimensions - Trench Width For HDPE Pipe - Minimum Trench Widths PDFDocument2 pagesStandard Trench Dimensions - Trench Width For HDPE Pipe - Minimum Trench Widths PDFJesús Alberto Díaz CostaNo ratings yet
- Daily Current Affairs PIB Summary 24 June 2024Document14 pagesDaily Current Affairs PIB Summary 24 June 2024VarunNo ratings yet
- Business Report On Pilbara Port AuthoritiesDocument14 pagesBusiness Report On Pilbara Port AuthoritiesNishant kumarNo ratings yet
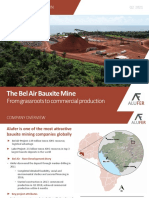
- Completion of Bankable Feasibility Study For Bel AirDocument4 pagesCompletion of Bankable Feasibility Study For Bel Airdedi_geps100% (1)
- Barge Jetty Feasibility ReportDocument48 pagesBarge Jetty Feasibility Reportjesusgameboy100% (5)
- Imroving Performance in Port AuthoritiesDocument41 pagesImroving Performance in Port AuthoritiesmrccahmedNo ratings yet
- Analysis of Pakistani Shipping IndustryDocument73 pagesAnalysis of Pakistani Shipping IndustryAdil Yousuf50% (2)
- Newsletter - June - July - For-WebsiteDocument24 pagesNewsletter - June - July - For-WebsiteRakeshNo ratings yet
- Yangshan Port ProjectDocument23 pagesYangshan Port ProjectBay Bay NhảyNo ratings yet
- Uma - Ar PortDocument46 pagesUma - Ar PortspergeonNo ratings yet
- Port Master Plan Presentation FIC102119Document37 pagesPort Master Plan Presentation FIC102119Vagner JoseNo ratings yet
- Gpha Corporate Edit 2Document7 pagesGpha Corporate Edit 2João Carlos OliveiraNo ratings yet
- Babu SeminarDocument19 pagesBabu SeminarAjoy AnilNo ratings yet
- Portek Corporate Presentation 2012Document81 pagesPortek Corporate Presentation 2012Nha LuongNo ratings yet
- SM Report Vol 113022017Document463 pagesSM Report Vol 113022017Avtansh GhaiNo ratings yet
- BPA Terminal Velocity Mar 2022Document18 pagesBPA Terminal Velocity Mar 2022mow_roNo ratings yet
- Port Development Through Public-Private Sector PartnershipDocument45 pagesPort Development Through Public-Private Sector PartnershipAngelo Ace M. MañalacNo ratings yet
- The Venice Offshore Terminal FINAL - Article - Client ApprovedDocument10 pagesThe Venice Offshore Terminal FINAL - Article - Client ApprovedaijcinNo ratings yet
- Chapter - I: 1.1 Ministry of ShippingDocument34 pagesChapter - I: 1.1 Ministry of ShippingsrinivasNo ratings yet
- Planningof Offshore Container Terminals ASCEPORTS2016Document11 pagesPlanningof Offshore Container Terminals ASCEPORTS2016Global MarineNo ratings yet
- Economic Advantages of International Container Transshipment TerminalDocument8 pagesEconomic Advantages of International Container Transshipment TerminalShaju MathewNo ratings yet
- Machilipatnam PortDocument11 pagesMachilipatnam PortThe United IndianNo ratings yet
- Intro To Ship IndustryDocument22 pagesIntro To Ship Industrychiranjiv_sandhuNo ratings yet
- Moore 2012 PDocument7 pagesMoore 2012 PSACHIDHANANDHAM ANo ratings yet
- GITAM School of International Business GITAM University Visakhapatnam-45Document11 pagesGITAM School of International Business GITAM University Visakhapatnam-45vashyanth dubbalaNo ratings yet
- Pipavav Port ProjectDocument30 pagesPipavav Port Projectomicron12359No ratings yet
- (Session 3) Bangladesh - Port DevelopmentDocument25 pages(Session 3) Bangladesh - Port DevelopmentShowkat AliNo ratings yet
- Alufer - CorporatePresentation Q2 2021 1Document12 pagesAlufer - CorporatePresentation Q2 2021 1enjaegerNo ratings yet
- Maritime India Vision 2030Document300 pagesMaritime India Vision 2030Priyansh AggarwalNo ratings yet
- DOCK Facilities at Port Pepard Reported By: Ghadeer Hussain Al-KhayatDocument2 pagesDOCK Facilities at Port Pepard Reported By: Ghadeer Hussain Al-Khayatghadeer alkhayatNo ratings yet
- Lecture 15Document35 pagesLecture 15Sikandar Khan TareenNo ratings yet
- The Port of Penang Is Operated by The Penang Port CommissionDocument5 pagesThe Port of Penang Is Operated by The Penang Port CommissionMohd AfiqNo ratings yet
- Sustainable and Resilient Maritime Supply Chains - Apr22 - ditc-ted-06042022-Oceans4-IssaDocument15 pagesSustainable and Resilient Maritime Supply Chains - Apr22 - ditc-ted-06042022-Oceans4-IssaLean ZechNo ratings yet
- Dock Facilities at Port Pepard .: 37278-23478 Ayan. 576Document2 pagesDock Facilities at Port Pepard .: 37278-23478 Ayan. 576wwwwNo ratings yet
- Public Private Partnership in Ports: by A.K. Mohapatra Secretary Department of ShippingDocument16 pagesPublic Private Partnership in Ports: by A.K. Mohapatra Secretary Department of Shippingsumit6singhNo ratings yet
- Bintulu Port Bintulu Port Is Located at The Doorstep of One of The Most Dynamic IndustrialDocument5 pagesBintulu Port Bintulu Port Is Located at The Doorstep of One of The Most Dynamic IndustrialSamuel TanNo ratings yet
- Port Brochure - 5 Page LowDocument5 pagesPort Brochure - 5 Page LowSaket PrNo ratings yet
- Ocused: ON UccessDocument56 pagesOcused: ON UccessresuviatorNo ratings yet
- Commissioning and Start-Up of QAFCO 5 and 6: Ali Abdi JamaDocument14 pagesCommissioning and Start-Up of QAFCO 5 and 6: Ali Abdi JamaGrootNo ratings yet
- Madras School of Social Work (Autonomous) : EGMORE, CHENNAI 600 008Document7 pagesMadras School of Social Work (Autonomous) : EGMORE, CHENNAI 600 008dhivyaNo ratings yet
- India Port Report - 10 Years of Reforms and Challengeds AheadDocument8 pagesIndia Port Report - 10 Years of Reforms and Challengeds AheadK. Ashok Vardhan ShettyNo ratings yet
- JNPTDocument25 pagesJNPTasmita196No ratings yet
- Cochin ShipyardDocument2 pagesCochin ShipyardATHUL KRISHNAN C RNo ratings yet
- Deu Case Study Koniambo-Nickel-Mine-Project Rev06 WebDocument6 pagesDeu Case Study Koniambo-Nickel-Mine-Project Rev06 Webegy pureNo ratings yet
- JX1PORT2102Document2 pagesJX1PORT2102Aditya ShindeNo ratings yet
- ToR MarCom WG 208 Planning For Automation of Container TerminalsDocument2 pagesToR MarCom WG 208 Planning For Automation of Container TerminalsAl-Razzaq Al-WahhabNo ratings yet
- Adani GroupDocument29 pagesAdani GroupShivam Gupta0% (1)
- SAP Corrected Citizen Charter 20.07.2021Document30 pagesSAP Corrected Citizen Charter 20.07.2021robin shajiNo ratings yet
- 3-Shanghai Port Intro English PDFDocument19 pages3-Shanghai Port Intro English PDFFatima GorineNo ratings yet
- Potash Environmental Review Document Revised FinalDocument77 pagesPotash Environmental Review Document Revised FinalAnonymous oTrMzaNo ratings yet
- 2 - InvBotDL - Adani Group Presentation May 14Document25 pages2 - InvBotDL - Adani Group Presentation May 14SUKHSAGAR1969No ratings yet
- Article On Pakistan Deep Water Container PortDocument8 pagesArticle On Pakistan Deep Water Container PortMuntazir MehdiNo ratings yet
- NIT Calicut Opportunities in Maritime SectorDocument17 pagesNIT Calicut Opportunities in Maritime Sectormohammedb200599ceNo ratings yet
- A Force: For GrowthDocument36 pagesA Force: For GrowthsaharNo ratings yet
- PROJECT REPORT - International Container Transhipment TerminalDocument83 pagesPROJECT REPORT - International Container Transhipment TerminalBibin Babu50% (2)
- The Insertion of A Satellite Terminal in Port Operations - Port Economics, Management and PolicyDocument5 pagesThe Insertion of A Satellite Terminal in Port Operations - Port Economics, Management and PolicymerrwonNo ratings yet
- Developing China's Ports: How the Gateways to Economic Prosperity Were RevivedFrom EverandDeveloping China's Ports: How the Gateways to Economic Prosperity Were RevivedNo ratings yet
- Asme B36-10M-2004 (Schedule STD)Document1 pageAsme B36-10M-2004 (Schedule STD)Jesús Alberto Díaz CostaNo ratings yet
- ASME B16 - ASME B16.5 Square FlangesDocument7 pagesASME B16 - ASME B16.5 Square FlangesJesús Alberto Díaz CostaNo ratings yet
- Standard Trench Dimensions - Trench Width For HDPE Pipe - Minimum Trench WidthsDocument2 pagesStandard Trench Dimensions - Trench Width For HDPE Pipe - Minimum Trench WidthsJesús Alberto Díaz CostaNo ratings yet
- C2137-Equipos Pipiing RBXDocument12 pagesC2137-Equipos Pipiing RBXJesús Alberto Díaz CostaNo ratings yet
- Hoist Classification: Cmaa Service Class C and DDocument2 pagesHoist Classification: Cmaa Service Class C and DJesús Alberto Díaz CostaNo ratings yet
- Fiberglass Reinforced Thermoset PlasticDocument9 pagesFiberglass Reinforced Thermoset PlasticJesús Alberto Díaz CostaNo ratings yet
- ASTM A193 Specification - Portland BoltDocument3 pagesASTM A193 Specification - Portland BoltJesús Alberto Díaz CostaNo ratings yet
- Reverse CalculationDocument7 pagesReverse CalculationKanishka Thomas Kain100% (1)
- Ics Chemical AppendexDocument81 pagesIcs Chemical AppendexSaurabh KulkarniNo ratings yet
- YL Clarity - Chromatography SW: YOUNG IN ChromassDocument4 pagesYL Clarity - Chromatography SW: YOUNG IN Chromasschâu huỳnhNo ratings yet
- Vilathanakone LAVONGVILAY: Work Experience Contact InfoDocument1 pageVilathanakone LAVONGVILAY: Work Experience Contact InfoVilathanakone lavongvilayNo ratings yet
- Indian Weekender Issue#96Document32 pagesIndian Weekender Issue#96Indian WeekenderNo ratings yet
- 3500 Most Common Chinese CharactersDocument2 pages3500 Most Common Chinese CharactersSub 2 PewdsNo ratings yet
- Aerodynamics of Rugby BallDocument5 pagesAerodynamics of Rugby BallChandra Harsha100% (1)
- Avian Helminths and Protozoa15413Document109 pagesAvian Helminths and Protozoa15413yomifgaramuNo ratings yet
- 9479 Inst ManualDocument8 pages9479 Inst ManualfdkaNo ratings yet
- 3storeyresidence Final ModelDocument1 page3storeyresidence Final ModelRheafel LimNo ratings yet
- CH 01 Wooldridge 5e PPTDocument23 pagesCH 01 Wooldridge 5e PPTKrithiga Soundrajan100% (1)
- Gammagard Us PiDocument4 pagesGammagard Us Pibmartindoyle6396No ratings yet
- FFS PINNSEF 30 November 2020Document1 pageFFS PINNSEF 30 November 2020teguhsunyotoNo ratings yet
- Fybaf Sem 2 Business Law1 Sample Question BankDocument21 pagesFybaf Sem 2 Business Law1 Sample Question BankDeepa BhatiaNo ratings yet
- SpeechDocument5 pagesSpeechNiza Pinky IchiyuNo ratings yet
- Arlec Wireless SecurityDocument10 pagesArlec Wireless Securityalfi56kNo ratings yet
- Ritishree Offer EztruckDocument4 pagesRitishree Offer EztruckKali RathNo ratings yet
- New Jersey AG Questions Lakewood Schools' Lawyer's SalaryDocument2 pagesNew Jersey AG Questions Lakewood Schools' Lawyer's SalaryStaceyNo ratings yet
- Learning Experiences Learning Outcome 3 - Install The Computer Application Software Learning Activities Special InstructionsDocument15 pagesLearning Experiences Learning Outcome 3 - Install The Computer Application Software Learning Activities Special InstructionsAlexandra FernandezNo ratings yet
- 20220725Document39 pages20220725Zenon CondoriNo ratings yet
- Full Development of Annex A Exercise-J CardenasDocument17 pagesFull Development of Annex A Exercise-J CardenasBruno SamosNo ratings yet
- Common Size Statement Analysis PDF Notes 1Document10 pagesCommon Size Statement Analysis PDF Notes 124.7upskill Lakshmi V0% (1)
- Enforcement of IPRs at Border Book No.03Document32 pagesEnforcement of IPRs at Border Book No.03dhriti tutejaNo ratings yet
- Reflective Paper - SoundDocument3 pagesReflective Paper - Soundkashan HaiderNo ratings yet
- Astro-Logics Pub PDFDocument7 pagesAstro-Logics Pub PDFlbedar100% (1)
- Maxillofacial Radiology Crash Course - 104130Document83 pagesMaxillofacial Radiology Crash Course - 104130Fahad_MaxfaxNo ratings yet
- Chem Project VDocument18 pagesChem Project Vmjvarun2006No ratings yet
- School - Guest Faculty Management SystemDocument1 pageSchool - Guest Faculty Management SystemSuraj BadholiyaNo ratings yet































































































Download as pdf or txt
You might also like
- Ford Fiesta 2017 2020 Electrical Wiring DiagramsDocument22 pagesFord Fiesta 2017 2020 Electrical Wiring Diagramskathleenflores140886xgk99% (133)
- Mini-Dungeon - HMD-005 The Temporal Clock TowerDocument5 pagesMini-Dungeon - HMD-005 The Temporal Clock TowerАлексей ЖуравлевNo ratings yet
- PIBT Information Memorandum PDFDocument23 pagesPIBT Information Memorandum PDFSajid BalochNo ratings yet
- Ind Hub FinalDocument88 pagesInd Hub Final1mmahoney0% (1)
- Davao International Container Terminal Presentation - Mindanao Shipping Conference 2016Document40 pagesDavao International Container Terminal Presentation - Mindanao Shipping Conference 2016PortCallsNo ratings yet
- Standard Trench Dimensions - Trench Width For HDPE Pipe - Minimum Trench Widths PDFDocument2 pagesStandard Trench Dimensions - Trench Width For HDPE Pipe - Minimum Trench Widths PDFJesús Alberto Díaz CostaNo ratings yet
- Daily Current Affairs PIB Summary 24 June 2024Document14 pagesDaily Current Affairs PIB Summary 24 June 2024VarunNo ratings yet
- Business Report On Pilbara Port AuthoritiesDocument14 pagesBusiness Report On Pilbara Port AuthoritiesNishant kumarNo ratings yet
- Completion of Bankable Feasibility Study For Bel AirDocument4 pagesCompletion of Bankable Feasibility Study For Bel Airdedi_geps100% (1)
- Barge Jetty Feasibility ReportDocument48 pagesBarge Jetty Feasibility Reportjesusgameboy100% (5)
- Imroving Performance in Port AuthoritiesDocument41 pagesImroving Performance in Port AuthoritiesmrccahmedNo ratings yet
- Analysis of Pakistani Shipping IndustryDocument73 pagesAnalysis of Pakistani Shipping IndustryAdil Yousuf50% (2)
- Newsletter - June - July - For-WebsiteDocument24 pagesNewsletter - June - July - For-WebsiteRakeshNo ratings yet
- Yangshan Port ProjectDocument23 pagesYangshan Port ProjectBay Bay NhảyNo ratings yet
- Uma - Ar PortDocument46 pagesUma - Ar PortspergeonNo ratings yet
- Port Master Plan Presentation FIC102119Document37 pagesPort Master Plan Presentation FIC102119Vagner JoseNo ratings yet
- Gpha Corporate Edit 2Document7 pagesGpha Corporate Edit 2João Carlos OliveiraNo ratings yet
- Babu SeminarDocument19 pagesBabu SeminarAjoy AnilNo ratings yet
- Portek Corporate Presentation 2012Document81 pagesPortek Corporate Presentation 2012Nha LuongNo ratings yet
- SM Report Vol 113022017Document463 pagesSM Report Vol 113022017Avtansh GhaiNo ratings yet
- BPA Terminal Velocity Mar 2022Document18 pagesBPA Terminal Velocity Mar 2022mow_roNo ratings yet
- Port Development Through Public-Private Sector PartnershipDocument45 pagesPort Development Through Public-Private Sector PartnershipAngelo Ace M. MañalacNo ratings yet
- The Venice Offshore Terminal FINAL - Article - Client ApprovedDocument10 pagesThe Venice Offshore Terminal FINAL - Article - Client ApprovedaijcinNo ratings yet
- Chapter - I: 1.1 Ministry of ShippingDocument34 pagesChapter - I: 1.1 Ministry of ShippingsrinivasNo ratings yet
- Planningof Offshore Container Terminals ASCEPORTS2016Document11 pagesPlanningof Offshore Container Terminals ASCEPORTS2016Global MarineNo ratings yet
- Economic Advantages of International Container Transshipment TerminalDocument8 pagesEconomic Advantages of International Container Transshipment TerminalShaju MathewNo ratings yet
- Machilipatnam PortDocument11 pagesMachilipatnam PortThe United IndianNo ratings yet
- Intro To Ship IndustryDocument22 pagesIntro To Ship Industrychiranjiv_sandhuNo ratings yet
- Moore 2012 PDocument7 pagesMoore 2012 PSACHIDHANANDHAM ANo ratings yet
- GITAM School of International Business GITAM University Visakhapatnam-45Document11 pagesGITAM School of International Business GITAM University Visakhapatnam-45vashyanth dubbalaNo ratings yet
- Pipavav Port ProjectDocument30 pagesPipavav Port Projectomicron12359No ratings yet
- (Session 3) Bangladesh - Port DevelopmentDocument25 pages(Session 3) Bangladesh - Port DevelopmentShowkat AliNo ratings yet
- Alufer - CorporatePresentation Q2 2021 1Document12 pagesAlufer - CorporatePresentation Q2 2021 1enjaegerNo ratings yet
- Maritime India Vision 2030Document300 pagesMaritime India Vision 2030Priyansh AggarwalNo ratings yet
- DOCK Facilities at Port Pepard Reported By: Ghadeer Hussain Al-KhayatDocument2 pagesDOCK Facilities at Port Pepard Reported By: Ghadeer Hussain Al-Khayatghadeer alkhayatNo ratings yet
- Lecture 15Document35 pagesLecture 15Sikandar Khan TareenNo ratings yet
- The Port of Penang Is Operated by The Penang Port CommissionDocument5 pagesThe Port of Penang Is Operated by The Penang Port CommissionMohd AfiqNo ratings yet
- Sustainable and Resilient Maritime Supply Chains - Apr22 - ditc-ted-06042022-Oceans4-IssaDocument15 pagesSustainable and Resilient Maritime Supply Chains - Apr22 - ditc-ted-06042022-Oceans4-IssaLean ZechNo ratings yet
- Dock Facilities at Port Pepard .: 37278-23478 Ayan. 576Document2 pagesDock Facilities at Port Pepard .: 37278-23478 Ayan. 576wwwwNo ratings yet
- Public Private Partnership in Ports: by A.K. Mohapatra Secretary Department of ShippingDocument16 pagesPublic Private Partnership in Ports: by A.K. Mohapatra Secretary Department of Shippingsumit6singhNo ratings yet
- Bintulu Port Bintulu Port Is Located at The Doorstep of One of The Most Dynamic IndustrialDocument5 pagesBintulu Port Bintulu Port Is Located at The Doorstep of One of The Most Dynamic IndustrialSamuel TanNo ratings yet
- Port Brochure - 5 Page LowDocument5 pagesPort Brochure - 5 Page LowSaket PrNo ratings yet
- Ocused: ON UccessDocument56 pagesOcused: ON UccessresuviatorNo ratings yet
- Commissioning and Start-Up of QAFCO 5 and 6: Ali Abdi JamaDocument14 pagesCommissioning and Start-Up of QAFCO 5 and 6: Ali Abdi JamaGrootNo ratings yet
- Madras School of Social Work (Autonomous) : EGMORE, CHENNAI 600 008Document7 pagesMadras School of Social Work (Autonomous) : EGMORE, CHENNAI 600 008dhivyaNo ratings yet
- India Port Report - 10 Years of Reforms and Challengeds AheadDocument8 pagesIndia Port Report - 10 Years of Reforms and Challengeds AheadK. Ashok Vardhan ShettyNo ratings yet
- JNPTDocument25 pagesJNPTasmita196No ratings yet
- Cochin ShipyardDocument2 pagesCochin ShipyardATHUL KRISHNAN C RNo ratings yet
- Deu Case Study Koniambo-Nickel-Mine-Project Rev06 WebDocument6 pagesDeu Case Study Koniambo-Nickel-Mine-Project Rev06 Webegy pureNo ratings yet
- JX1PORT2102Document2 pagesJX1PORT2102Aditya ShindeNo ratings yet
- ToR MarCom WG 208 Planning For Automation of Container TerminalsDocument2 pagesToR MarCom WG 208 Planning For Automation of Container TerminalsAl-Razzaq Al-WahhabNo ratings yet
- Adani GroupDocument29 pagesAdani GroupShivam Gupta0% (1)
- SAP Corrected Citizen Charter 20.07.2021Document30 pagesSAP Corrected Citizen Charter 20.07.2021robin shajiNo ratings yet
- 3-Shanghai Port Intro English PDFDocument19 pages3-Shanghai Port Intro English PDFFatima GorineNo ratings yet
- Potash Environmental Review Document Revised FinalDocument77 pagesPotash Environmental Review Document Revised FinalAnonymous oTrMzaNo ratings yet
- 2 - InvBotDL - Adani Group Presentation May 14Document25 pages2 - InvBotDL - Adani Group Presentation May 14SUKHSAGAR1969No ratings yet
- Article On Pakistan Deep Water Container PortDocument8 pagesArticle On Pakistan Deep Water Container PortMuntazir MehdiNo ratings yet
- NIT Calicut Opportunities in Maritime SectorDocument17 pagesNIT Calicut Opportunities in Maritime Sectormohammedb200599ceNo ratings yet
- A Force: For GrowthDocument36 pagesA Force: For GrowthsaharNo ratings yet
- PROJECT REPORT - International Container Transhipment TerminalDocument83 pagesPROJECT REPORT - International Container Transhipment TerminalBibin Babu50% (2)
- The Insertion of A Satellite Terminal in Port Operations - Port Economics, Management and PolicyDocument5 pagesThe Insertion of A Satellite Terminal in Port Operations - Port Economics, Management and PolicymerrwonNo ratings yet
- Developing China's Ports: How the Gateways to Economic Prosperity Were RevivedFrom EverandDeveloping China's Ports: How the Gateways to Economic Prosperity Were RevivedNo ratings yet
- Asme B36-10M-2004 (Schedule STD)Document1 pageAsme B36-10M-2004 (Schedule STD)Jesús Alberto Díaz CostaNo ratings yet
- ASME B16 - ASME B16.5 Square FlangesDocument7 pagesASME B16 - ASME B16.5 Square FlangesJesús Alberto Díaz CostaNo ratings yet
- Standard Trench Dimensions - Trench Width For HDPE Pipe - Minimum Trench WidthsDocument2 pagesStandard Trench Dimensions - Trench Width For HDPE Pipe - Minimum Trench WidthsJesús Alberto Díaz CostaNo ratings yet
- C2137-Equipos Pipiing RBXDocument12 pagesC2137-Equipos Pipiing RBXJesús Alberto Díaz CostaNo ratings yet
- Hoist Classification: Cmaa Service Class C and DDocument2 pagesHoist Classification: Cmaa Service Class C and DJesús Alberto Díaz CostaNo ratings yet
- Fiberglass Reinforced Thermoset PlasticDocument9 pagesFiberglass Reinforced Thermoset PlasticJesús Alberto Díaz CostaNo ratings yet
- ASTM A193 Specification - Portland BoltDocument3 pagesASTM A193 Specification - Portland BoltJesús Alberto Díaz CostaNo ratings yet
- Reverse CalculationDocument7 pagesReverse CalculationKanishka Thomas Kain100% (1)
- Ics Chemical AppendexDocument81 pagesIcs Chemical AppendexSaurabh KulkarniNo ratings yet
- YL Clarity - Chromatography SW: YOUNG IN ChromassDocument4 pagesYL Clarity - Chromatography SW: YOUNG IN Chromasschâu huỳnhNo ratings yet
- Vilathanakone LAVONGVILAY: Work Experience Contact InfoDocument1 pageVilathanakone LAVONGVILAY: Work Experience Contact InfoVilathanakone lavongvilayNo ratings yet
- Indian Weekender Issue#96Document32 pagesIndian Weekender Issue#96Indian WeekenderNo ratings yet
- 3500 Most Common Chinese CharactersDocument2 pages3500 Most Common Chinese CharactersSub 2 PewdsNo ratings yet
- Aerodynamics of Rugby BallDocument5 pagesAerodynamics of Rugby BallChandra Harsha100% (1)
- Avian Helminths and Protozoa15413Document109 pagesAvian Helminths and Protozoa15413yomifgaramuNo ratings yet
- 9479 Inst ManualDocument8 pages9479 Inst ManualfdkaNo ratings yet
- 3storeyresidence Final ModelDocument1 page3storeyresidence Final ModelRheafel LimNo ratings yet
- CH 01 Wooldridge 5e PPTDocument23 pagesCH 01 Wooldridge 5e PPTKrithiga Soundrajan100% (1)
- Gammagard Us PiDocument4 pagesGammagard Us Pibmartindoyle6396No ratings yet
- FFS PINNSEF 30 November 2020Document1 pageFFS PINNSEF 30 November 2020teguhsunyotoNo ratings yet
- Fybaf Sem 2 Business Law1 Sample Question BankDocument21 pagesFybaf Sem 2 Business Law1 Sample Question BankDeepa BhatiaNo ratings yet
- SpeechDocument5 pagesSpeechNiza Pinky IchiyuNo ratings yet
- Arlec Wireless SecurityDocument10 pagesArlec Wireless Securityalfi56kNo ratings yet
- Ritishree Offer EztruckDocument4 pagesRitishree Offer EztruckKali RathNo ratings yet
- New Jersey AG Questions Lakewood Schools' Lawyer's SalaryDocument2 pagesNew Jersey AG Questions Lakewood Schools' Lawyer's SalaryStaceyNo ratings yet
- Learning Experiences Learning Outcome 3 - Install The Computer Application Software Learning Activities Special InstructionsDocument15 pagesLearning Experiences Learning Outcome 3 - Install The Computer Application Software Learning Activities Special InstructionsAlexandra FernandezNo ratings yet
- 20220725Document39 pages20220725Zenon CondoriNo ratings yet
- Full Development of Annex A Exercise-J CardenasDocument17 pagesFull Development of Annex A Exercise-J CardenasBruno SamosNo ratings yet
- Common Size Statement Analysis PDF Notes 1Document10 pagesCommon Size Statement Analysis PDF Notes 124.7upskill Lakshmi V0% (1)
- Enforcement of IPRs at Border Book No.03Document32 pagesEnforcement of IPRs at Border Book No.03dhriti tutejaNo ratings yet
- Reflective Paper - SoundDocument3 pagesReflective Paper - Soundkashan HaiderNo ratings yet
- Astro-Logics Pub PDFDocument7 pagesAstro-Logics Pub PDFlbedar100% (1)
- Maxillofacial Radiology Crash Course - 104130Document83 pagesMaxillofacial Radiology Crash Course - 104130Fahad_MaxfaxNo ratings yet
- Chem Project VDocument18 pagesChem Project Vmjvarun2006No ratings yet
- School - Guest Faculty Management SystemDocument1 pageSchool - Guest Faculty Management SystemSuraj BadholiyaNo ratings yet