Download as pdf or txt
You might also like
- Blood Bank Management SystemDocument25 pagesBlood Bank Management Systemshijinbgopal56% (9)
- LatheDocument63 pagesLatheRandom100% (1)
- Lathe ppt2Document130 pagesLathe ppt2manikanth100% (1)
- Step Turning On Lathe: S.No Operations ToolsDocument34 pagesStep Turning On Lathe: S.No Operations ToolsAashna ChopraNo ratings yet
- MCMT Unit-IIDocument190 pagesMCMT Unit-IISai RamNo ratings yet
- Presentation On Workshop Practice: (2 Semester) BSC Engineering TechnologyDocument51 pagesPresentation On Workshop Practice: (2 Semester) BSC Engineering TechnologyViasNo ratings yet
- Unit 4 Machine Tools Lecture 1Document26 pagesUnit 4 Machine Tools Lecture 1Kevin Axl AndamNo ratings yet
- Lathe MachineDocument27 pagesLathe MachineJade IrasgaNo ratings yet
- Lathe Maachine Theorywork ShopDocument37 pagesLathe Maachine Theorywork ShopAshenNo ratings yet
- Lathe, Capsten Turret, Drilling, Boaring PDFDocument239 pagesLathe, Capsten Turret, Drilling, Boaring PDFRohit GhulanavarNo ratings yet
- Name of The Experiment: Objectives:: Radial Drill MachineDocument11 pagesName of The Experiment: Objectives:: Radial Drill MachineMD Mahmudul Hasan MasudNo ratings yet
- Manufacturing Technology I ManualDocument85 pagesManufacturing Technology I ManualDurga SampathNo ratings yet
- MSJF Mod-1Document20 pagesMSJF Mod-1abithek03No ratings yet
- Lathe and Drilling MachineDocument99 pagesLathe and Drilling Machinesagar0% (1)
- Lathe Machine PDFDocument17 pagesLathe Machine PDFharshbodkhe2002No ratings yet
- Machine tools-Lathe-PVKDocument94 pagesMachine tools-Lathe-PVKRebanta Sarkar100% (1)
- Lathe MachineDocument34 pagesLathe MachineChristina PadillaNo ratings yet
- Machine Tools Lab ManualDocument48 pagesMachine Tools Lab Manualshaik anal haqNo ratings yet
- Movement Planer Shaper SlotterDocument9 pagesMovement Planer Shaper SlotterDhana MuruganNo ratings yet
- LatheDocument6 pagesLatheHridoyNo ratings yet
- Latheaccessories 150603032210 Lva1 App6892 PDFDocument31 pagesLatheaccessories 150603032210 Lva1 App6892 PDFDineshNo ratings yet
- Lab Session Introduction To Lathe MachineDocument5 pagesLab Session Introduction To Lathe MachineAqib ZamanNo ratings yet
- LG 3 RT 54 QqbmegtvDocument19 pagesLG 3 RT 54 QqbmegtvChacha MagiboNo ratings yet
- Basic Machine Shop PresentationDocument44 pagesBasic Machine Shop PresentationShinobu HeartunderbladeNo ratings yet
- Manufacturing Processes (PR.) : Muhammad Waqas MustafaDocument33 pagesManufacturing Processes (PR.) : Muhammad Waqas MustafaSaad AliKhanNo ratings yet
- Lathe MachineDocument92 pagesLathe MachineADITYA KUMARNo ratings yet
- Lathe MachineDocument34 pagesLathe MachineVaibhav Vithoba Naik100% (1)
- Unit II Lathe MachineDocument92 pagesUnit II Lathe MachineRohan SahaNo ratings yet
- Unit - 6 - Centre Lathe MachineDocument114 pagesUnit - 6 - Centre Lathe MachineSuyogNo ratings yet
- Lathe-1Document26 pagesLathe-1Meer Umar100% (2)
- BMEDocument23 pagesBMELawanbha LyngdohNo ratings yet
- WORKSHOP PRACTICE-B.Tech IIDocument46 pagesWORKSHOP PRACTICE-B.Tech IIrawat7233abhayNo ratings yet
- Unit 2 Machine ToolsDocument11 pagesUnit 2 Machine ToolsMemes TechnicalNo ratings yet
- Unit - Ii: Centre Lathe & Special Purpose LathesDocument187 pagesUnit - Ii: Centre Lathe & Special Purpose LathesanithayesurajNo ratings yet
- ME2258 Manufacturing Technology Lab I Lab Manual PDFDocument40 pagesME2258 Manufacturing Technology Lab I Lab Manual PDFTim BryantNo ratings yet
- Drilling MachineDocument79 pagesDrilling MachineMunem ShahriarNo ratings yet
- The Lathe Machine: 1. Working PrincipleDocument5 pagesThe Lathe Machine: 1. Working PrincipleAdeel AnwarNo ratings yet
- Drilling MachineDocument20 pagesDrilling MachineBiswajit PradhanNo ratings yet
- Drilling Machine LecturerDocument32 pagesDrilling Machine LecturerS S PatelNo ratings yet
- Project PresentationDocument26 pagesProject PresentationRishav RakeshNo ratings yet
- Manufacturing Machines: BY: Tanishq Tyagi 42413303615 Mae - 4BDocument7 pagesManufacturing Machines: BY: Tanishq Tyagi 42413303615 Mae - 4Btanishq tyagiNo ratings yet
- Diploma Workshop Practice IIDocument30 pagesDiploma Workshop Practice IISagir Musa SaniNo ratings yet
- Lathe WorkDocument186 pagesLathe WorkAjay Sharma100% (1)
- Machine Tools Lab Manual (13-14)Document39 pagesMachine Tools Lab Manual (13-14)Krishna Murthy100% (1)
- Lathe MachineDocument92 pagesLathe Machinesarin sukumaranNo ratings yet
- Planer Machine:: DiagramDocument4 pagesPlaner Machine:: Diagramtanish vermaNo ratings yet
- Lathe MachineDocument44 pagesLathe MachineTanvir HasanNo ratings yet
- Workshop AssignmentDocument23 pagesWorkshop AssignmentMr. NasrullahNo ratings yet
- Lathe PDFDocument114 pagesLathe PDFMagnas J100% (1)
- Pe Day 10Document6 pagesPe Day 10Libin AbrahamNo ratings yet
- Lathe Machine: DR A R M Harunur RashidDocument30 pagesLathe Machine: DR A R M Harunur RashidAHMAD MUSANo ratings yet
- 2 Lathe MachineDocument5 pages2 Lathe Machineмσнαммєd ƒαιz ραтєlNo ratings yet
- Geometry of Twist DrillDocument15 pagesGeometry of Twist Drillbest4reverNo ratings yet
- Milling MachineDocument21 pagesMilling MachineZahra BatoolNo ratings yet
- Machine ToolsDocument22 pagesMachine ToolsSankalpRaiNo ratings yet
- Lathe MachineDocument36 pagesLathe MachinePrem100% (4)
- Introduction To The Lathe Machine-M3 - ADocument17 pagesIntroduction To The Lathe Machine-M3 - ASagar JaatNo ratings yet
- Mahine LabDocument9 pagesMahine LabArun kumar rouniyarNo ratings yet
- Lab Report No.7: ObjectiveDocument10 pagesLab Report No.7: ObjectiveKashif SultanNo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Syllabus 1st YearDocument23 pagesSyllabus 1st YearS.m. ChandrashekarNo ratings yet
- MVT ExercisesDocument4 pagesMVT ExercisesS.m. ChandrashekarNo ratings yet
- Curl and DivergenceDocument8 pagesCurl and DivergenceS.m. ChandrashekarNo ratings yet
- Limits and Continuity II Presentation SlidesDocument37 pagesLimits and Continuity II Presentation SlidesS.m. ChandrashekarNo ratings yet
- LHopitals Rule ExercisesDocument3 pagesLHopitals Rule ExercisesS.m. ChandrashekarNo ratings yet
- Practice Probs SequencesDocument1 pagePractice Probs SequencesS.m. ChandrashekarNo ratings yet
- Section 7.6, 413-416: Chapter 7: Answers Odd-Numbered ExercisesDocument1 pageSection 7.6, 413-416: Chapter 7: Answers Odd-Numbered ExercisesS.m. ChandrashekarNo ratings yet
- Limits and Continuity I Lecture NotesDocument5 pagesLimits and Continuity I Lecture NotesS.m. Chandrashekar100% (1)
- Limits and Continuity I Class PresentationDocument72 pagesLimits and Continuity I Class PresentationS.m. Chandrashekar100% (1)
- Lecturen 2Document6 pagesLecturen 2S.m. ChandrashekarNo ratings yet
- Functions and GraphsDocument4 pagesFunctions and GraphsS.m. ChandrashekarNo ratings yet
- Infinite Sequences: Department of Mathematics, DSUDocument22 pagesInfinite Sequences: Department of Mathematics, DSUS.m. ChandrashekarNo ratings yet
- Derivatives and Its Applications Lecture NotesDocument55 pagesDerivatives and Its Applications Lecture NotesS.m. ChandrashekarNo ratings yet
- Infinite Series: Department of Mathematics, DSUDocument29 pagesInfinite Series: Department of Mathematics, DSUS.m. ChandrashekarNo ratings yet
- Infinite Series Reading Material 1Document8 pagesInfinite Series Reading Material 1S.m. ChandrashekarNo ratings yet
- Functions and Graphs Class PresentationDocument62 pagesFunctions and Graphs Class PresentationS.m. ChandrashekarNo ratings yet
- Indeterminate Forms and LHopitals Rule Presentation SlidesDocument45 pagesIndeterminate Forms and LHopitals Rule Presentation SlidesS.m. ChandrashekarNo ratings yet
- Infinite Sequences Lecture NotesDocument4 pagesInfinite Sequences Lecture NotesS.m. ChandrashekarNo ratings yet
- 2017 Calendar Landscape 4 PagesDocument4 pages2017 Calendar Landscape 4 PagesS.m. ChandrashekarNo ratings yet
- Derivatives and Its Applications Lecture NotesDocument4 pagesDerivatives and Its Applications Lecture NotesS.m. ChandrashekarNo ratings yet
- What's Next "Cold Fusion"?.. Super Low Cost Power Generators Vying For Mainstream Spot LightDocument387 pagesWhat's Next "Cold Fusion"?.. Super Low Cost Power Generators Vying For Mainstream Spot LightBen Rusuisiak50% (2)
- (MITSUBISHI) Manual de Taller Mitsubishi Montero 1992 1999 PDFDocument123 pages(MITSUBISHI) Manual de Taller Mitsubishi Montero 1992 1999 PDFlucititiNo ratings yet
- Technical Test Fuze MT XM-595Document46 pagesTechnical Test Fuze MT XM-595Indiodyc69No ratings yet
- Syndicate 10 - GOJEKDocument10 pagesSyndicate 10 - GOJEKAnthony KwoNo ratings yet
- Yann Martinez ResumeDocument1 pageYann Martinez Resumeapi-438335184No ratings yet
- Simulink Bms Development White PaperDocument15 pagesSimulink Bms Development White PaperDIMI EKONGA NZELLYNo ratings yet
- ResponseDocument2 pagesResponseАлександр ШтруновNo ratings yet
- Glassdoor - Resume - My PVT ResumeDocument3 pagesGlassdoor - Resume - My PVT ResumePrashant TodkarNo ratings yet
- Msds Energol THB 46Document5 pagesMsds Energol THB 46Teguh SNo ratings yet
- Encrypt A File or Folder by Using EFS & Backing Up Recovery CertificateDocument6 pagesEncrypt A File or Folder by Using EFS & Backing Up Recovery CertificateLisa ForuNo ratings yet
- Airpel Filters Spare Parts ListDocument2 pagesAirpel Filters Spare Parts ListJairo Andrés FANo ratings yet
- Learn To Fly RC Airplanes Rev1.2Document65 pagesLearn To Fly RC Airplanes Rev1.2Glendula100% (1)
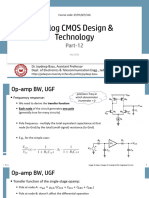
- Class - Analog CMOS Design & Tech - Part-12Document15 pagesClass - Analog CMOS Design & Tech - Part-12Mainuddin MondalNo ratings yet
- Introduction To Research MethodsDocument12 pagesIntroduction To Research Methodsapi-3825778100% (1)
- Magformers Amazing Police and Rescue Magnetic Building Blocks Tile Toy. Makes Cars and Buildings in A Police Theme. A STEM Toy FDocument1 pageMagformers Amazing Police and Rescue Magnetic Building Blocks Tile Toy. Makes Cars and Buildings in A Police Theme. A STEM Toy FMargaret NicholsonNo ratings yet
- Gales RobotSimulation AToolforProjectSuccessDocument52 pagesGales RobotSimulation AToolforProjectSuccessMarcelo NogueiraNo ratings yet
- NSCP Seismic Provisions SMRSF Horizontal ForcesDocument36 pagesNSCP Seismic Provisions SMRSF Horizontal ForcesAlvinSanDiego100% (2)
- Ds-3E0326P-E 24-Ports 100Mbps Unmanaged Poe SwitchDocument2 pagesDs-3E0326P-E 24-Ports 100Mbps Unmanaged Poe SwitchSugeng WahyudiNo ratings yet
- Exploded Parts List VTB 370Document2 pagesExploded Parts List VTB 370Dusan MilosevicNo ratings yet
- Jet Aircraft PropulsionDocument133 pagesJet Aircraft PropulsionShubham Jain100% (2)
- Oxy Welding/Cutting Equipment Risk Assessment: October 2014 //1Document2 pagesOxy Welding/Cutting Equipment Risk Assessment: October 2014 //1Alves EdattukaranNo ratings yet
- M4-12 & 15 High Pressure Load Sensing Control BlockDocument6 pagesM4-12 & 15 High Pressure Load Sensing Control BlockxxshNo ratings yet
- Inputs and Outputs List Page:1/21: Example-9: Sequential Control of Induction MotorsDocument7 pagesInputs and Outputs List Page:1/21: Example-9: Sequential Control of Induction MotorsjupudiguptaNo ratings yet
- Window Cleaning Safe ProfilesDocument6 pagesWindow Cleaning Safe ProfilesGraemeNichollsNo ratings yet
- W2040T W2240T W2340T: User's GuideDocument29 pagesW2040T W2240T W2340T: User's Guidecultura82No ratings yet
- BXUV.P204 Fire Resistance Ratings - ANSI/UL 263Document5 pagesBXUV.P204 Fire Resistance Ratings - ANSI/UL 263AlexNo ratings yet
- Which of The Following Languages Is More Suited To A Structured ProgramDocument69 pagesWhich of The Following Languages Is More Suited To A Structured ProgramTirumalasetti DorababuNo ratings yet
- Lab 8Document19 pagesLab 8MuhammadSaeedTahirNo ratings yet
- Fleximrbts Inst Fcoa QguideDocument15 pagesFleximrbts Inst Fcoa QguideasveNo ratings yet