Download as pdf or txt
You might also like
- Microelectronics Failure Analysis - Desk ReferenceDocument14 pagesMicroelectronics Failure Analysis - Desk ReferenceGkreddy BhimavarapuNo ratings yet
- 1501 - Introduction To Process Modeling MethodologyDocument103 pages1501 - Introduction To Process Modeling Methodologykotafi_atefNo ratings yet
- Silicon Carbide - Materials Processing and Applications in Electronic Devices PDFDocument558 pagesSilicon Carbide - Materials Processing and Applications in Electronic Devices PDFAnonymous 5CIsjYNo ratings yet
- IPC-TM-650 Test Methods Manual: 1 Scope 2 Applicable DocumentsDocument3 pagesIPC-TM-650 Test Methods Manual: 1 Scope 2 Applicable DocumentsMin Chan MoonNo ratings yet
- Guidelines For A Bed of NailsDocument3 pagesGuidelines For A Bed of NailsGopichand VadlamanuNo ratings yet
- Comsol Heat SINKDocument5 pagesComsol Heat SINKKaleeswaran EinsteinNo ratings yet
- Failure Analysis and Principles InvolvedDocument29 pagesFailure Analysis and Principles InvolvedlabacahinNo ratings yet
- Baterias Texas PDFDocument33 pagesBaterias Texas PDFGlauber AquinoNo ratings yet
- Measuring Lithium-Ion Polymer Cell Internal ResistanceDocument36 pagesMeasuring Lithium-Ion Polymer Cell Internal ResistanceBlackglassIXNo ratings yet
- System Dynamics Syllabus MateriaDocument5 pagesSystem Dynamics Syllabus MateriaChristian JgNo ratings yet
- What Is A Project?Document38 pagesWhat Is A Project?Tom JerryNo ratings yet
- Figure of Merit PHOTO DIODEDocument26 pagesFigure of Merit PHOTO DIODEAnonymous eWMnRr70qNo ratings yet
- DFT-the Easier Way To Test Analog ICsDocument9 pagesDFT-the Easier Way To Test Analog ICsnishantsoni90No ratings yet
- Solder Joint Reliability - A Unified Thermo-Mechanical Model Approach PDFDocument83 pagesSolder Joint Reliability - A Unified Thermo-Mechanical Model Approach PDFQUALITY LABORATORYNo ratings yet
- Modelling Latches and FlipflopsDocument9 pagesModelling Latches and Flipflopsmachnik1486624No ratings yet
- Corrosion Behavior of Steam Turbine Materials For Geothermal Power PlantsDocument6 pagesCorrosion Behavior of Steam Turbine Materials For Geothermal Power Plantsshare irgaNo ratings yet
- Design Triz Assignment WTF3Document15 pagesDesign Triz Assignment WTF3Firzan HaraziNo ratings yet
- Electronic Control Board Design and ManufacturingDocument15 pagesElectronic Control Board Design and ManufacturingjackNo ratings yet
- Chapter A 1Document3 pagesChapter A 1Kiran ShettyNo ratings yet
- What Are The Criteria For PCB InspectionDocument15 pagesWhat Are The Criteria For PCB InspectionjackNo ratings yet
- Chemical Vapor DepositionDocument40 pagesChemical Vapor DepositionAnkit kumar vermaNo ratings yet
- Assembly of Flexible Circuits With Lead - Free Solder AlloyDocument16 pagesAssembly of Flexible Circuits With Lead - Free Solder AlloyBorad AlpeshNo ratings yet
- Handbook of Thin-FilmDocument12 pagesHandbook of Thin-Filmdhook_mmmNo ratings yet
- Lead Free Reliability Study by BoeingDocument23 pagesLead Free Reliability Study by Boeingsmtdrkd100% (1)
- Basic Circuit Laws: Georg Ohm Kirchhoff's LawsDocument4 pagesBasic Circuit Laws: Georg Ohm Kirchhoff's LawsrezhabloNo ratings yet
- Chapter 4 Clean Room Wafer Cleaning and GetteringDocument31 pagesChapter 4 Clean Room Wafer Cleaning and GetteringBablu VermaNo ratings yet
- JEP154Document34 pagesJEP154yangNo ratings yet
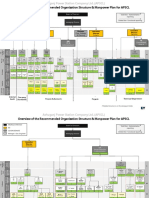
- APSCL-Organogram Ver08062016Document4 pagesAPSCL-Organogram Ver08062016Mahir AsefNo ratings yet
- (MD Zahurul Haq) Applied Measurement SystemDocument399 pages(MD Zahurul Haq) Applied Measurement SystemLaraSamiNo ratings yet
- Lithium Ion Batteries CareDocument3 pagesLithium Ion Batteries CarepervezbphNo ratings yet
- Cleaning of Silicon WafersDocument14 pagesCleaning of Silicon WafersManas KapurNo ratings yet
- A Tutorial Introduction To Research On Analog and Mixed-Signal Circuit TestingDocument19 pagesA Tutorial Introduction To Research On Analog and Mixed-Signal Circuit TestingtikshathNo ratings yet
- Plasma Etching ReviewDocument48 pagesPlasma Etching Reviewmert100% (1)
- Process Capability AnalysisDocument20 pagesProcess Capability AnalysisTaufik NurkalihNo ratings yet
- SCTT-3 (Iv) - 4 PecvdDocument43 pagesSCTT-3 (Iv) - 4 PecvdsatyajitNo ratings yet
- IC Packaging 2008Document26 pagesIC Packaging 2008Angelo CorderoNo ratings yet
- Aim Lead Free Guide PDFDocument60 pagesAim Lead Free Guide PDFBruno DebonnetNo ratings yet
- Fabrication Review Murry R PDFDocument46 pagesFabrication Review Murry R PDFAltivar VsdNo ratings yet
- Sem Lecture 8Document56 pagesSem Lecture 8sanju jarwalNo ratings yet
- Greenspan DesignConsiderationsDocument50 pagesGreenspan DesignConsiderationscrazynupNo ratings yet
- Non Destructive TestingDocument559 pagesNon Destructive TestingPrasen KumarNo ratings yet
- QM ZG528-L1Document24 pagesQM ZG528-L1eklovyaNo ratings yet
- Chap1 The Physics of Solar CellsDocument16 pagesChap1 The Physics of Solar Cellsmin_yu_6No ratings yet
- Automotive Anodizing CDocument17 pagesAutomotive Anodizing CMereddy Sunil Kumar ReddyNo ratings yet
- JMP Doe (Design of Experiment) Guide-SAS Institute Inc (2004) PDFDocument196 pagesJMP Doe (Design of Experiment) Guide-SAS Institute Inc (2004) PDFBrijKishoreSinghNo ratings yet
- Analog Lect 1 07012012Document18 pagesAnalog Lect 1 07012012Angad SehdevNo ratings yet
- Discrete Mathematics - S. Lipschutz, M. Lipson and v. H. PatilDocument62 pagesDiscrete Mathematics - S. Lipschutz, M. Lipson and v. H. PatilJavierDhi MBNo ratings yet
- IEC60749-25 - Contents3Document11 pagesIEC60749-25 - Contents3Manish GNo ratings yet
- A DMAIC Approach To Printed Circuit Board Quality Improvement-1 PDFDocument9 pagesA DMAIC Approach To Printed Circuit Board Quality Improvement-1 PDFrogers4759No ratings yet
- All About EPOXYDocument13 pagesAll About EPOXYEllen Kay CacatianNo ratings yet
- Thermal Management Considerations For PCBS: Measurement Techniques and Heat ConductionDocument37 pagesThermal Management Considerations For PCBS: Measurement Techniques and Heat ConductionKishore BhatNo ratings yet
- Yield Models RevDocument11 pagesYield Models RevRCharan VithyaNo ratings yet
- Product Reliability SlidesDocument94 pagesProduct Reliability SlidesDuggiralaKarthiekNo ratings yet
- Mechatronic System DesignDocument48 pagesMechatronic System Designanon_256385509No ratings yet
- A Reversible Design of BCD MultiplierDocument6 pagesA Reversible Design of BCD MultiplierJournal of ComputingNo ratings yet
- Electrical Overstress (EOS): Devices, Circuits and SystemsFrom EverandElectrical Overstress (EOS): Devices, Circuits and SystemsNo ratings yet
- Sythesis of III - VDocument46 pagesSythesis of III - Vxyzabacus123No ratings yet
- Contact: ULVAC, IncDocument8 pagesContact: ULVAC, Inc黄爱明No ratings yet
- Residual Stresses in Titanium Nitride Thin Films Deposited - Benegra - R.M.souza - 2006Document5 pagesResidual Stresses in Titanium Nitride Thin Films Deposited - Benegra - R.M.souza - 2006Enriqe PuentesNo ratings yet
- Characterization of Iron Oxide Thin FilmsDocument3 pagesCharacterization of Iron Oxide Thin Filmsfelipercaliariyahoo.com.brNo ratings yet
- Sunday Afternoon, October 27, 2013: TechnologyDocument283 pagesSunday Afternoon, October 27, 2013: TechnologyNatasha MyersNo ratings yet
- Metallic FibresDocument28 pagesMetallic Fibresmahe_ft100% (2)
- PiezoMEMS Workshop Aachen - 180510 OerlikonDocument20 pagesPiezoMEMS Workshop Aachen - 180510 OerlikonEvilásio SouzaNo ratings yet
- PVD CVD WNP PDFDocument71 pagesPVD CVD WNP PDFApresiasi teknik 2018No ratings yet
- Sawyer-Tower Circuit PDFDocument27 pagesSawyer-Tower Circuit PDFBojan StojadinovićNo ratings yet
- C100!06!895 Laboratory BrochureDocument60 pagesC100!06!895 Laboratory BrochureJuan CarlosNo ratings yet
- Chapter 4 Surface Treatment & CoatingDocument30 pagesChapter 4 Surface Treatment & CoatingmuhamadsaidiNo ratings yet
- Bibliography and IndexDocument109 pagesBibliography and IndexTeo BreviNo ratings yet
- 6 Etching - IiDocument24 pages6 Etching - IiPRAVEEN MNo ratings yet
- Hard Coatings On Cemented Carbide Cutting ToolsDocument116 pagesHard Coatings On Cemented Carbide Cutting ToolsMarcelo SantanaNo ratings yet
- Dr. Marc Madou, Winter 2011 UCI Class 6Document30 pagesDr. Marc Madou, Winter 2011 UCI Class 6nomi59No ratings yet
- Vizglow: Key FeaturesDocument2 pagesVizglow: Key FeaturesSi Thu HanNo ratings yet
- Microelectronics Using Electron-Beam-Activated Machining TechniquesDocument159 pagesMicroelectronics Using Electron-Beam-Activated Machining TechniquesgfpeezyNo ratings yet
- Thin Film TechnologyDocument15 pagesThin Film TechnologyRabi SarmaNo ratings yet
- Design and Fabrication of A Simple Four Point ProbeDocument5 pagesDesign and Fabrication of A Simple Four Point Probeobalana tosinNo ratings yet
- The in Uence of Surface Diffusion On Surface Roughness and Component Distribution Profiles During Deposition of MultilayersDocument7 pagesThe in Uence of Surface Diffusion On Surface Roughness and Component Distribution Profiles During Deposition of MultilayershadiNo ratings yet
- JNE1N3Document236 pagesJNE1N3michaelstarr1969No ratings yet
- The Thickness Uniformity of Films Deposited by Magnetron SputteringDocument4 pagesThe Thickness Uniformity of Films Deposited by Magnetron Sputteringgoldy243usNo ratings yet
- Lecture - 2 - Thermal EvaporationDocument45 pagesLecture - 2 - Thermal EvaporationSam StideNo ratings yet
- MRAM EtchingDocument7 pagesMRAM EtchingKarthik GopalNo ratings yet
- Thin Solid Films, 31: (1976) 235-241 © Elsevier Sequoia S.A., Lausanne - Printed in SwitzerlandDocument7 pagesThin Solid Films, 31: (1976) 235-241 © Elsevier Sequoia S.A., Lausanne - Printed in SwitzerlandMuizzudin AzaliNo ratings yet
- Acsaelm 2c00472Document8 pagesAcsaelm 2c00472masum.sNo ratings yet
- Physics of Thin FilmsDocument250 pagesPhysics of Thin Films陳琮方100% (1)
- Unit 2 Synthesis of NanomaterialsDocument16 pagesUnit 2 Synthesis of NanomaterialsAkshay NachappaNo ratings yet
- T.C.O.s: (Transparent Conductive Oxides)Document33 pagesT.C.O.s: (Transparent Conductive Oxides)ucimolfettaNo ratings yet
- Glass in Building Ð Coated Glass Ð: Part 1: Definitions and ClassificationDocument14 pagesGlass in Building Ð Coated Glass Ð: Part 1: Definitions and Classificationraybo1No ratings yet