Download as docx, pdf, or txt
You might also like
- Formulation of Paracetamol SyrupDocument2 pagesFormulation of Paracetamol SyrupJai Murugesh91% (22)
- Trace Chloride, Fluoride, and Bromide in Liquid Organics by Combustion Ion Chromatography (CIC)Document14 pagesTrace Chloride, Fluoride, and Bromide in Liquid Organics by Combustion Ion Chromatography (CIC)ZhaoYun1314No ratings yet
- Membrane CleaningDocument5 pagesMembrane CleaningKamal ChokshiNo ratings yet
- STP 50 KLD MBBRDocument17 pagesSTP 50 KLD MBBRshekharshinde100% (2)
- Profil Perusahaan PT. Frata Bayutama Prima PDFDocument20 pagesProfil Perusahaan PT. Frata Bayutama Prima PDFSuhairi AnasNo ratings yet
- How Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisFrom EverandHow Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisRating: 5 out of 5 stars5/5 (1)
- Maptek I-Site Studio Geotechnical ModuleDocument4 pagesMaptek I-Site Studio Geotechnical ModulekennycasillaNo ratings yet
- Membralox Installation Procedures - 05-2008 PDFDocument76 pagesMembralox Installation Procedures - 05-2008 PDFChalut YvesNo ratings yet
- Total Boiler SystemDocument11 pagesTotal Boiler SystemWaleed EmaraNo ratings yet
- Clean in Place Guide LinesDocument8 pagesClean in Place Guide LinesArunachalam NarayananNo ratings yet
- Pickling of CS PipesDocument7 pagesPickling of CS Pipesmadhu_bedi12No ratings yet
- Closed SystemsDocument3 pagesClosed SystemsMohamed IrfanNo ratings yet
- Absorption Chiller Descaling (RIC)Document9 pagesAbsorption Chiller Descaling (RIC)mikey6666No ratings yet
- SWAS Analyzers - SWAS Stands For Steam & Water Analysis SystemDocument7 pagesSWAS Analyzers - SWAS Stands For Steam & Water Analysis Systemsoumen sardarNo ratings yet
- A Guide To Clean in Place (CIP)Document6 pagesA Guide To Clean in Place (CIP)Dominic TolentinoNo ratings yet
- Chemical Dosing GuideDocument4 pagesChemical Dosing GuideBaskar KannaiahNo ratings yet
- Technical Service Bulletin: RO Membrane Foulants and Their Removal From Polyvinyl Derivative (PVD) RO Membrane ElementsDocument6 pagesTechnical Service Bulletin: RO Membrane Foulants and Their Removal From Polyvinyl Derivative (PVD) RO Membrane ElementspatelpiyushbNo ratings yet
- EDI Cleaning Techniques!: EDI System Using Spiral-Wound ModulesDocument1 pageEDI Cleaning Techniques!: EDI System Using Spiral-Wound ModulesSiddabathula Vamsi KrishnaNo ratings yet
- Power Pro 6000 Instruction Manual Rev 3-11Document13 pagesPower Pro 6000 Instruction Manual Rev 3-11soilweaverNo ratings yet
- Reverse Osmosis Drinking Water System: Installation, Operation and Service ManualDocument24 pagesReverse Osmosis Drinking Water System: Installation, Operation and Service ManualWaleed EmaraNo ratings yet
- Solution Manual For A Microscale Approach To Organic Laboratory Techniques 6th Edition Donald L Pavia George S Kriz Gary M Lampman Randall G EngelDocument17 pagesSolution Manual For A Microscale Approach To Organic Laboratory Techniques 6th Edition Donald L Pavia George S Kriz Gary M Lampman Randall G Engelreginapearsona273100% (22)
- AutotreatDocument2 pagesAutotreatAne SierasNo ratings yet
- Headspace Oxygen Measurement in Vials and AmpoulesDocument4 pagesHeadspace Oxygen Measurement in Vials and AmpoulesGhanta Ranjith KumarNo ratings yet
- Condensate Polishing: Gea Wiegand GMBHDocument4 pagesCondensate Polishing: Gea Wiegand GMBHchien_yu_leeNo ratings yet
- Laboratory Sterilization EquipmentDocument3 pagesLaboratory Sterilization EquipmentKo Phyo WaiNo ratings yet
- Boiler TreatmentDocument8 pagesBoiler Treatmentabhilibra14No ratings yet
- Job Aid #2: Hydrogen Peroxide MethodDocument9 pagesJob Aid #2: Hydrogen Peroxide Methodamr ibrahimNo ratings yet
- Clean Steam System - PDH CenterDocument19 pagesClean Steam System - PDH Centercontactamit_shahNo ratings yet
- Critical Cleaning Guide: How To Select and Use Detergents For Critical Cleaning ApplicationsDocument20 pagesCritical Cleaning Guide: How To Select and Use Detergents For Critical Cleaning Applicationsmaneshdixit4312No ratings yet
- An Ox Om at and Accessories Brochure 1Document6 pagesAn Ox Om at and Accessories Brochure 1mostafaNo ratings yet
- Ethacure 300Document4 pagesEthacure 300sanjiv66669No ratings yet
- 10 - Design and Performance QualificationDocument8 pages10 - Design and Performance Qualificationsainzb83No ratings yet
- OM Extended Aeration PDFDocument25 pagesOM Extended Aeration PDFHendra SusantoNo ratings yet
- Accu-Tab Aquatics CapBrochureDocument12 pagesAccu-Tab Aquatics CapBrochureJay SuguitanNo ratings yet
- Osec B-Pak - Frequently Asked QuestionsDocument8 pagesOsec B-Pak - Frequently Asked Questionsalassy juyNo ratings yet
- I. Products and ServicesDocument4 pagesI. Products and ServicesAndrew PonteNo ratings yet
- Unesco - Eolss Sample Chapters: Chemical Laboratory TechniquesDocument0 pagesUnesco - Eolss Sample Chapters: Chemical Laboratory Techniquesmasruri123No ratings yet
- Diaphragm Metering PumpDocument4 pagesDiaphragm Metering Pumpmacarronm62016No ratings yet
- Industrial Water and Waste Water ManagementDocument15 pagesIndustrial Water and Waste Water ManagementsagarNo ratings yet
- 01.22.16 Coca Cola Process DescriptionDocument32 pages01.22.16 Coca Cola Process DescriptionHausland Const. Corp.No ratings yet
- Ball Mill Manufacturer in IndiaDocument7 pagesBall Mill Manufacturer in IndiaiunimechNo ratings yet
- User Guide For Organic Acids Analysis Columns: The Power of DiscoveryDocument17 pagesUser Guide For Organic Acids Analysis Columns: The Power of DiscoveryGeetha ThiruvengadamNo ratings yet
- Hospital Product CatalogueDocument22 pagesHospital Product CatalogueAndreea SperiatuNo ratings yet
- NL Master Specification Guide For Public Funded Buildings: Issued 2008/03/18Document5 pagesNL Master Specification Guide For Public Funded Buildings: Issued 2008/03/18rahul durgudeNo ratings yet
- HPX 87c ManualDocument22 pagesHPX 87c ManualSharini_Mu_oz_137No ratings yet
- Direct Cold Plasma: The Innovative Answer To Odour Control in The Food and Feed IndustryDocument4 pagesDirect Cold Plasma: The Innovative Answer To Odour Control in The Food and Feed IndustryInternational Aquafeed magazineNo ratings yet
- Steam and Water Analysis System - 1Document5 pagesSteam and Water Analysis System - 1Marcep Inc.100% (1)
- Guidlines For Use and Care of Aminex Resin-Based ColumnsDocument32 pagesGuidlines For Use and Care of Aminex Resin-Based ColumnsSara Dolgun0% (1)
- Watts Fmro5m Owners ManualDocument22 pagesWatts Fmro5m Owners Manualthe_tapNo ratings yet
- Biogas in DistilleryDocument6 pagesBiogas in Distillerysatnam1979No ratings yet
- Total Organic Carbon (TOC) Reduction in Water - ULTRAAQUADocument6 pagesTotal Organic Carbon (TOC) Reduction in Water - ULTRAAQUARavi SinghNo ratings yet
- Test The WaterDocument4 pagesTest The WaterAnonymous DKv8vpNo ratings yet
- Jacketed Piping & Fittings1Document3 pagesJacketed Piping & Fittings1Melele MuNo ratings yet
- Types & Cleaning Requirements of Piping SystemsDocument5 pagesTypes & Cleaning Requirements of Piping SystemsAkansha SharmaNo ratings yet
- Agilent Metacarb 87H Organic Acids Column H Form User Manual Part No. A5214Document7 pagesAgilent Metacarb 87H Organic Acids Column H Form User Manual Part No. A5214Maira ChinchillaNo ratings yet
- Water Treatment ProcessesDocument7 pagesWater Treatment ProcessesgondeathNo ratings yet
- Standard Procedure For Regenerative System Chemical Cleaning 210 MWDocument9 pagesStandard Procedure For Regenerative System Chemical Cleaning 210 MWSiva KulanjiNo ratings yet
- How Reverse Osmosis Works: A Look at Industrial ROFrom EverandHow Reverse Osmosis Works: A Look at Industrial RORating: 2.5 out of 5 stars2.5/5 (2)
- Inside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryFrom EverandInside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryNo ratings yet
- Contemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsFrom EverandContemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsNo ratings yet
- Standard methods for the examination of water and sewageFrom EverandStandard methods for the examination of water and sewageNo ratings yet
- Ketoconazole Cream Clinical ParticularsDocument2 pagesKetoconazole Cream Clinical ParticularsJai MurugeshNo ratings yet
- IngredientsDocument15 pagesIngredientsJai MurugeshNo ratings yet
- Table 5: Indicative Categories and Chemical Ingredients of Cosmetic ProductsDocument1 pageTable 5: Indicative Categories and Chemical Ingredients of Cosmetic ProductsJai MurugeshNo ratings yet
- MethodDocument3 pagesMethodJai MurugeshNo ratings yet
- Tablets of Potassium IodideDocument2 pagesTablets of Potassium IodideJai MurugeshNo ratings yet
- Water Based Personal Lubricant: Product DescriptionDocument1 pageWater Based Personal Lubricant: Product DescriptionJai MurugeshNo ratings yet
- Mosquito RepellentDocument6 pagesMosquito RepellentJai MurugeshNo ratings yet
- S.N o Name of Raw Material Specification Quantity / Batch (In KGS)Document3 pagesS.N o Name of Raw Material Specification Quantity / Batch (In KGS)Jai MurugeshNo ratings yet
- Ferulic AcidDocument5 pagesFerulic AcidJai MurugeshNo ratings yet
- Is It Possible To Use Multiple Batch Numbers in Packaging of Medicinal Products? H+V January 2005Document7 pagesIs It Possible To Use Multiple Batch Numbers in Packaging of Medicinal Products? H+V January 2005Jai MurugeshNo ratings yet
- CalculationsDocument46 pagesCalculationsJai MurugeshNo ratings yet
- Tablets of Potassium IodideDocument2 pagesTablets of Potassium IodideJai MurugeshNo ratings yet
- Solubilty of DrugsDocument19 pagesSolubilty of DrugsJai MurugeshNo ratings yet
- Semisolids Manufacturing Consideration: 1) Flow DiagramDocument2 pagesSemisolids Manufacturing Consideration: 1) Flow DiagramJai MurugeshNo ratings yet
- Eye Drops PreparationDocument1 pageEye Drops PreparationJai MurugeshNo ratings yet
- Microbial Limit TestDocument29 pagesMicrobial Limit TestJai MurugeshNo ratings yet
- Crush The Hydroxyethylcellulose (If Not Fine Powder) and Slowly AddDocument2 pagesCrush The Hydroxyethylcellulose (If Not Fine Powder) and Slowly AddJai MurugeshNo ratings yet
- P Chloro M XylenolDocument2 pagesP Chloro M XylenolJai MurugeshNo ratings yet
- Calcipotriol MonohydrateDocument1 pageCalcipotriol MonohydrateJai MurugeshNo ratings yet
- 3A Demand EstimationlDocument109 pages3A Demand EstimationlAlok ShuklaNo ratings yet
- wph11 01 Rms 20230817Document17 pageswph11 01 Rms 20230817Nirmani RodrigoNo ratings yet
- Geoprobe 7822DT 5-24-2022Document2 pagesGeoprobe 7822DT 5-24-2022Gustavo AltamiranoNo ratings yet
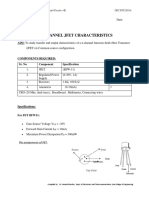
- Expt - 11: JFET CharacteristicsDocument8 pagesExpt - 11: JFET CharacteristicssamarthNo ratings yet
- Successful BreastfeedingDocument22 pagesSuccessful BreastfeedingAnonymous QBm9WoHspNo ratings yet
- Mapeh 7 Mya Assessment ToolDocument13 pagesMapeh 7 Mya Assessment ToolJnl RgndnNo ratings yet
- Company ProfileDocument10 pagesCompany Profilemajid aliNo ratings yet
- Goal 4-Differentiated Lesson For Math-International TravelDocument5 pagesGoal 4-Differentiated Lesson For Math-International Travelapi-331573270No ratings yet
- Division 7 - Thermal and Moisture Protection Section 07110 - Sheet Membrane WaterproofingDocument6 pagesDivision 7 - Thermal and Moisture Protection Section 07110 - Sheet Membrane WaterproofingAdnanNo ratings yet
- DVP-10SX PLC DeltaDocument2 pagesDVP-10SX PLC Deltawilfredomolina100% (1)
- FiberTec PPS Application v3 01Document7 pagesFiberTec PPS Application v3 01tsoheilNo ratings yet
- The Slow-Switching Slowdown Showdown: Pete MandikDocument21 pagesThe Slow-Switching Slowdown Showdown: Pete Mandikmandikp6033No ratings yet
- PT Indah Jaya II + III: 2 X JMS 620 GS-N.L J C345Document369 pagesPT Indah Jaya II + III: 2 X JMS 620 GS-N.L J C345SaasiNo ratings yet
- M.H. Saboo Siddik College of Engineering: CertificateDocument55 pagesM.H. Saboo Siddik College of Engineering: Certificatebhanu jammu100% (1)
- Report Project 2Document12 pagesReport Project 2Fiq IFTNo ratings yet
- NPN TransistorDocument1 pageNPN TransistorsphinxNo ratings yet
- Theo Wanne Tip Opening Chart TENORDocument1 pageTheo Wanne Tip Opening Chart TENORIsrael BandonillNo ratings yet
- PosterDocument1 pagePosterSaad Ullah100% (2)
- Biological Disaster: InformationDocument4 pagesBiological Disaster: InformationBarani DharanNo ratings yet
- Smart Home Research PapersDocument9 pagesSmart Home Research Papersxbvtmpwgf100% (1)
- House Riddles (1) - EasyDocument3 pagesHouse Riddles (1) - EasyMiyasar AzatbaevaNo ratings yet
- Worksheet 1Document7 pagesWorksheet 1ndtitcNo ratings yet
- Engineering Data Sheet: 49187073 E 1145842 1 of 1 October 21, 2016 60HzDocument1 pageEngineering Data Sheet: 49187073 E 1145842 1 of 1 October 21, 2016 60HzGustavo VillarrealNo ratings yet
- Benefits of FastingDocument6 pagesBenefits of FastingAfnanNo ratings yet
- 7-Day Metabolism Repair Rapid Fat LossDocument27 pages7-Day Metabolism Repair Rapid Fat LossLennart Bjurstrom100% (1)
- Notes To Learn - Mineral ResourcesDocument3 pagesNotes To Learn - Mineral ResourcesZafir SiddiquiNo ratings yet
- Freudian Revolution 2020Document6 pagesFreudian Revolution 2020Faith Vica Dela CruzNo ratings yet
- Module 13 Panelboards and SwitchboardsDocument32 pagesModule 13 Panelboards and SwitchboardsCamilla AlbaNo ratings yet
- Industry ProfileDocument41 pagesIndustry Profile727821TPMB018 ARAVINTH S.No ratings yet