Download as pdf or txt
You might also like
- Very Advanced Maternal Age, TOG-2021Document10 pagesVery Advanced Maternal Age, TOG-2021saeed hasan saeedNo ratings yet
- Topographic Maps: Use The Following Hiking Map From Enchanted Rock To Complete The Following QuestionsDocument3 pagesTopographic Maps: Use The Following Hiking Map From Enchanted Rock To Complete The Following QuestionsVinujah Sukumaran50% (4)
- BS 4-1 2005Document18 pagesBS 4-1 2005Teoh ChunliNo ratings yet
- BendingDocument21 pagesBendingNoel Teh50% (2)
- Minimum Pulley Diameters - Fenner DunlopDocument6 pagesMinimum Pulley Diameters - Fenner Dunlopluis martinezNo ratings yet
- RC WorkbookDocument28 pagesRC WorkbookmakakkNo ratings yet
- Materials Requirement For Making Insole: Texon Board/ Insole Board/fiber Board Dimension of InsoleDocument7 pagesMaterials Requirement For Making Insole: Texon Board/ Insole Board/fiber Board Dimension of InsoleAde ManNo ratings yet
- Faculty of Commerce Bachelor of CommerceDocument28 pagesFaculty of Commerce Bachelor of CommercemawandeNo ratings yet
- "The Mammogram Myth" by Rolf HeftiDocument3 pages"The Mammogram Myth" by Rolf HeftiRolf HeftiNo ratings yet
- AAS Application Form SampleDocument22 pagesAAS Application Form SamplePopy InthavongNo ratings yet
- High Strength SteelDocument7 pagesHigh Strength SteelAnonymous imkwF8N7TeNo ratings yet
- Mock Test Paper Answer SheetDocument4 pagesMock Test Paper Answer SheetPinku MaitiNo ratings yet
- Tensile Properties of Braided Composite RodsDocument6 pagesTensile Properties of Braided Composite RodsBayrak AlmuhsinNo ratings yet
- Cantilever Beam Bending TestDocument12 pagesCantilever Beam Bending TestLogan Dabuma100% (1)
- Elastomer I C Bearings PDFDocument8 pagesElastomer I C Bearings PDFMiguel Belda DiezNo ratings yet
- X1 Evo L Four Segments Universal Nylon Plug Increased LengthDocument2 pagesX1 Evo L Four Segments Universal Nylon Plug Increased LengthTaner DemirelNo ratings yet
- KT DS Conductive Fabric Over Foam GasketsDocument6 pagesKT DS Conductive Fabric Over Foam Gasketssigna404No ratings yet
- Tension PlacaDocument1 pageTension PlacajoseNo ratings yet
- Experiment 4: Deflection of Cantilever Beam TestDocument6 pagesExperiment 4: Deflection of Cantilever Beam Test0728617No ratings yet
- U4 l18 Numericals On Welded ConnectionsDocument5 pagesU4 l18 Numericals On Welded ConnectionsSanjeev SahuNo ratings yet
- Mr. Somu Benefits of HISTEEL - Somu (TTJ) (23oct18) (Final) PDFDocument30 pagesMr. Somu Benefits of HISTEEL - Somu (TTJ) (23oct18) (Final) PDFSewGuanNo ratings yet
- IJIRSTV4I1033Document5 pagesIJIRSTV4I1033Gracie OrtegaNo ratings yet
- Unprotected A3702003a 6Document1 pageUnprotected A3702003a 6kaveh-bahiraeeNo ratings yet
- Anchors 1Document46 pagesAnchors 1John EvansNo ratings yet
- Light GaugeDocument2 pagesLight GaugeMomayKradookkradicNo ratings yet
- CSWIP 3.0 Practical Fillet Welded T Joint Instruction SheetDocument4 pagesCSWIP 3.0 Practical Fillet Welded T Joint Instruction SheetOnur Altuntaş100% (2)
- Welded Connections - Problems: Mr. P. JAGADESH., M.E., M.B.A., (PH.D)Document33 pagesWelded Connections - Problems: Mr. P. JAGADESH., M.E., M.B.A., (PH.D)Dsryfxsr100% (1)
- SteelBook StructuralSectionDocument6 pagesSteelBook StructuralSectionmangala silvaNo ratings yet
- NLTH 11Document13 pagesNLTH 11mgdarioNo ratings yet
- Flakiness and ElongationDocument6 pagesFlakiness and ElongationMuhammad HafizNo ratings yet
- Tube InspectionDocument6 pagesTube InspectionaamirsaddiqNo ratings yet
- Aip Proceedings DyeDocument8 pagesAip Proceedings DyefacebookdeepuNo ratings yet
- Rebar: For The Company, SeeDocument7 pagesRebar: For The Company, SeeEdison WalitNo ratings yet
- Tech 025Document5 pagesTech 025Ahmad Rifa'iNo ratings yet
- Perfiles W - Sdi-Cci - Product - CatalogDocument60 pagesPerfiles W - Sdi-Cci - Product - CatalogJoel Juanpere ComasNo ratings yet
- Alustar (Perfis & Secções)Document49 pagesAlustar (Perfis & Secções)Jeovani DanielNo ratings yet
- Lab Material Exp. ADocument15 pagesLab Material Exp. AzahidNo ratings yet
- Hot Rolled China SteelDocument43 pagesHot Rolled China Steeledgarc999No ratings yet
- Nozzle Liners and Dip PipesDocument6 pagesNozzle Liners and Dip PipesHedi Ben MohamedNo ratings yet
- HW Ch7 1Document12 pagesHW Ch7 1Chenhg ChengNo ratings yet
- Belting Correia de BorrachaDocument54 pagesBelting Correia de BorrachaFilype NascimentoNo ratings yet
- Glulam SupplementDocument24 pagesGlulam SupplementLee Ager100% (1)
- Encon CatalogueDocument12 pagesEncon Cataloguem.irade.lac.ciNo ratings yet
- Catalog ChinaDocument61 pagesCatalog Chinaa.muhammadNo ratings yet
- Weight CalculatorDocument2 pagesWeight CalculatorenjoygurujiNo ratings yet
- Timco Sheave DesignDocument10 pagesTimco Sheave DesignAyman SaadNo ratings yet
- Structural-Steel V06.03.1217 WEBDocument9 pagesStructural-Steel V06.03.1217 WEBJahziel PabinesNo ratings yet
- TensileDocument10 pagesTensilePatrick LauNo ratings yet
- Beam Design Detail Report: Material and Design DataDocument33 pagesBeam Design Detail Report: Material and Design DataazwanNo ratings yet
- SS - VelaVKE Drawing AidsDocument10 pagesSS - VelaVKE Drawing AidsMike MatshonaNo ratings yet
- Design and Analysis of Composite Structure For Industrial PlatformsDocument8 pagesDesign and Analysis of Composite Structure For Industrial PlatformsIJRASETPublicationsNo ratings yet
- Ce 14444 Lab7Document5 pagesCe 14444 Lab7Owen Francis Arles MaongatNo ratings yet
- General SteelsDocument28 pagesGeneral Steelspandu123456No ratings yet
- Conveyor BeltsDocument12 pagesConveyor BeltsEGS_1977No ratings yet
- Masonite Timber Beam DataDocument13 pagesMasonite Timber Beam DatascribdsquaredNo ratings yet
- Ume 1312 Som Lab Ese QP - A2 Batch PDFDocument19 pagesUme 1312 Som Lab Ese QP - A2 Batch PDFDhanush NatesanNo ratings yet
- Stainless Steel Cross-Sections Under Combined LoadingDocument6 pagesStainless Steel Cross-Sections Under Combined LoadingIhab El AghouryNo ratings yet
- Stainless Steel Cross-Sections Under Combined LoadingDocument8 pagesStainless Steel Cross-Sections Under Combined LoadingGilberNo ratings yet
- ASTM F1083 Schedule 40 Pipe: Full Weight Hot-Dipped GalvanizedDocument2 pagesASTM F1083 Schedule 40 Pipe: Full Weight Hot-Dipped GalvanizedAlvin JisNo ratings yet
- Design and Analysis of A Fork LiftDocument12 pagesDesign and Analysis of A Fork LiftPacy MugishoNo ratings yet
- A Guide to Making a Leather Belt - A Collection of Historical Articles on Designs and Methods for Making BeltsFrom EverandA Guide to Making a Leather Belt - A Collection of Historical Articles on Designs and Methods for Making BeltsRating: 3 out of 5 stars3/5 (1)
- NZS 3404-1997 Example 003 PDFDocument6 pagesNZS 3404-1997 Example 003 PDFIhab El AghouryNo ratings yet
- Building A Radial Menu Control For Surface Devices - Developer BlogDocument19 pagesBuilding A Radial Menu Control For Surface Devices - Developer BlogIhab El AghouryNo ratings yet
- Earthquake Hazards 101 - The Basics PDFDocument9 pagesEarthquake Hazards 101 - The Basics PDFIhab El AghouryNo ratings yet
- VSL Strand Post Tensioning Systems PDFDocument41 pagesVSL Strand Post Tensioning Systems PDFJonathan GallegosNo ratings yet
- Applying For SCOPUS IndexingDocument5 pagesApplying For SCOPUS IndexingIhab El AghouryNo ratings yet
- Problem 7 003Document2 pagesProblem 7 003Ihab El AghouryNo ratings yet
- Earthquake Hazards 101 - The Basics PDFDocument9 pagesEarthquake Hazards 101 - The Basics PDFIhab El AghouryNo ratings yet
- Problem 4 003Document4 pagesProblem 4 003Ihab El AghouryNo ratings yet
- Problem 7 002Document2 pagesProblem 7 002Ihab El AghouryNo ratings yet
- S TN HNG 001 PDFDocument11 pagesS TN HNG 001 PDFIhab El AghouryNo ratings yet
- Fehrenbacher V National Attorney Collection Services Inc Archie R Donovan NACS National Attorneys Service Debt Collection ComplaintDocument6 pagesFehrenbacher V National Attorney Collection Services Inc Archie R Donovan NACS National Attorneys Service Debt Collection ComplaintghostgripNo ratings yet
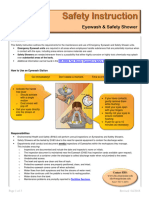
- Eyewash and Safety Shower SiDocument3 pagesEyewash and Safety Shower SiAli EsmaeilbeygiNo ratings yet
- Woolworths Group Limited, Share Purchase Plan (SPP) Cancellation of Salary Sacrifice Arrangements Form F20-21Document1 pageWoolworths Group Limited, Share Purchase Plan (SPP) Cancellation of Salary Sacrifice Arrangements Form F20-21HaadS.AbbasiNo ratings yet
- Problem StatementDocument15 pagesProblem Statementcabamaro100% (3)
- Sony Bravia CatalogueDocument25 pagesSony Bravia CataloguerealindiapropertyNo ratings yet
- Annex VI - Final Narrative ReportDocument4 pagesAnnex VI - Final Narrative ReporttijanagruNo ratings yet
- Your Order Is ConfirmedDocument4 pagesYour Order Is Confirmedkenyon.bellNo ratings yet
- Major Item Wise Export 2020Document1 pageMajor Item Wise Export 2020RoshniNo ratings yet
- The RC Oscillator CircuitDocument6 pagesThe RC Oscillator CircuitNishanthi BheemanNo ratings yet
- 01 Boothe V Director of PatentsDocument3 pages01 Boothe V Director of PatentsPio Guieb AguilarNo ratings yet
- Consumer Chemistry Q2 M2 Esconde 1 4.docx RemovedDocument26 pagesConsumer Chemistry Q2 M2 Esconde 1 4.docx RemovedAya Panelo Daplas100% (1)
- Introduction To DerivativesDocument9 pagesIntroduction To DerivativesParam ShahNo ratings yet
- Zero Moment Point ZMP Elysium LabsDocument3 pagesZero Moment Point ZMP Elysium LabsKaren DuarteNo ratings yet
- One Paper PS, GK & Islamiat MCQS 04-04-2021Document10 pagesOne Paper PS, GK & Islamiat MCQS 04-04-2021Raja NafeesNo ratings yet
- Pemanfaatan Aplikasi Whatsapp Pada Pembelajaran Berbasis Masalah Untuk Mata Kuliah Akuntansi Internasional Di Universitas Pgri MadiunDocument13 pagesPemanfaatan Aplikasi Whatsapp Pada Pembelajaran Berbasis Masalah Untuk Mata Kuliah Akuntansi Internasional Di Universitas Pgri MadiunJurnal KwangsanNo ratings yet
- Ling Jing Five Buddhist TemplesDocument120 pagesLing Jing Five Buddhist Templessrimahakala100% (1)
- Article 2013 Legume Perspectives 1-45-46Document53 pagesArticle 2013 Legume Perspectives 1-45-46kondwanigift0101No ratings yet
- Summer Internship: Nitesh GowaniaDocument29 pagesSummer Internship: Nitesh GowaniaTanmay AgrawalNo ratings yet
- Pertemuan 2 - EXERCISES Entity Relationship ModelingDocument10 pagesPertemuan 2 - EXERCISES Entity Relationship Modelingjensen wangNo ratings yet
- English Activity 1Document13 pagesEnglish Activity 1Mika ValenciaNo ratings yet
- Weavers, Iron Smelters and Factory OwnersDocument16 pagesWeavers, Iron Smelters and Factory OwnersDipankar KumarNo ratings yet
- Input Filter Design by EricksonDocument49 pagesInput Filter Design by EricksonshrikrisNo ratings yet
- μου κάνειDocument43 pagesμου κάνειΚατερίνα ΠαπαδάκηNo ratings yet
- Understanding Psychology Chapter 1Document3 pagesUnderstanding Psychology Chapter 1Mohammad MoosaNo ratings yet
- Motion Media and InformationDocument2 pagesMotion Media and InformationLovely PateteNo ratings yet