
Limits Fits and Tolerences
Limits Fits and Tolerences
You might also like
- Activity 2.1.1 Tolerate This!: Additional PracticeDocument4 pagesActivity 2.1.1 Tolerate This!: Additional PracticeOmkaar Sampigeadi0% (1)
- Roots BlowerDocument36 pagesRoots BlowerSrijan PramanikNo ratings yet
- Scale Aircraft Modelling September 2022Document93 pagesScale Aircraft Modelling September 2022Ognjen Močevič100% (1)
- New Air Law Study Guide - SACAADocument49 pagesNew Air Law Study Guide - SACAARaveena SharmaNo ratings yet
- Ball Valve White PaperDocument2 pagesBall Valve White Paperhamid vahedil larijaniNo ratings yet
- The 2 Stroke Diesel CycleDocument14 pagesThe 2 Stroke Diesel CycleBharatiyulam100% (1)
- STS-47 Space Shuttle Mission ReportDocument39 pagesSTS-47 Space Shuttle Mission ReportBob AndrepontNo ratings yet
- Philippine Airlines - Saturday Nov 18, 2017 - Fzqehv - John Elvin GaoiranDocument1 pagePhilippine Airlines - Saturday Nov 18, 2017 - Fzqehv - John Elvin GaoiranJohnson SambranoNo ratings yet
- DCS A-10c Operator Checklists 8bDocument42 pagesDCS A-10c Operator Checklists 8bAries0104No ratings yet
- Elements of Aircraft Maintenance Reserve Development PDFDocument36 pagesElements of Aircraft Maintenance Reserve Development PDFRajawali Buana AngkasaNo ratings yet
- EuroScope in 30 MinutesDocument14 pagesEuroScope in 30 MinutesYossi ShohatNo ratings yet
- Pascal LawDocument4 pagesPascal LawpratishgnairNo ratings yet
- Limits, Fits and TolerancesDocument81 pagesLimits, Fits and TolerancesSaYed RaDyNo ratings yet
- Limits Fits TolerancesDocument19 pagesLimits Fits TolerancesBrijesh VermaNo ratings yet
- Unit III Sliding Contact BearingDocument26 pagesUnit III Sliding Contact BearingSHUBHAM GOVILNo ratings yet
- Ic Engine Lab ManualDocument24 pagesIc Engine Lab ManualBanwari Lal Prajapat100% (1)
- 2 Stroke Diesel EngineDocument5 pages2 Stroke Diesel EngineJims Cudinyerah100% (1)
- Machine DesignDocument26 pagesMachine Designrajasekar21No ratings yet
- UNIT-I (Engine Construction) .Ppt2Document47 pagesUNIT-I (Engine Construction) .Ppt2dhavalNo ratings yet
- Chapter 5 - Combustion EquipmentDocument50 pagesChapter 5 - Combustion EquipmentrrhoshackNo ratings yet
- Self Lubricated BearingsDocument16 pagesSelf Lubricated Bearingsfedericoceriati100% (1)
- 04-Bearing Retention and Clearances PDFDocument31 pages04-Bearing Retention and Clearances PDFchanayireNo ratings yet
- LIMITS FITS Design of GaugesDocument83 pagesLIMITS FITS Design of GaugesNihar ApteNo ratings yet
- Performance of The Four Strokes Diesel EngineDocument9 pagesPerformance of The Four Strokes Diesel EngineDiyar Nezar100% (1)
- Types of Jet EnginesDocument2 pagesTypes of Jet EnginesSafi Ullah WarraichNo ratings yet
- Strength of Materials: Fatigue TestDocument18 pagesStrength of Materials: Fatigue TestMuhammad HiwaNo ratings yet
- Equipment For Burning Coal in Lump FormDocument23 pagesEquipment For Burning Coal in Lump FormMudduKrishna shettyNo ratings yet
- Engineering MetrologyDocument84 pagesEngineering MetrologyLalit MohanNo ratings yet
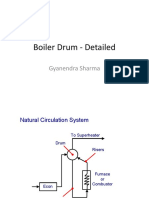
- Boiler Drum - Detailed Gyanendra Sharma NPTI DelhiDocument86 pagesBoiler Drum - Detailed Gyanendra Sharma NPTI DelhiNPTINo ratings yet
- Smoke Tunnel ReportDocument11 pagesSmoke Tunnel ReportRana HanzlaNo ratings yet
- ICE Component Design Pistons 2021Document7 pagesICE Component Design Pistons 2021Sanjay PatelNo ratings yet
- AllignmentDocument2 pagesAllignmentVishnu Vardhan . CNo ratings yet
- Types of BearingsDocument9 pagesTypes of Bearingschandu maheshwariNo ratings yet
- Interchangeability in MetrologyDocument5 pagesInterchangeability in Metrologyesakkiraj05100% (1)
- How To Identify Bearings by Bearing Number - Calculation and Nomenclature PDFDocument4 pagesHow To Identify Bearings by Bearing Number - Calculation and Nomenclature PDFaron james empigNo ratings yet
- Me TrologyDocument69 pagesMe TrologyprabhjotbhangalNo ratings yet
- Physics Notes Grade 10 PDFDocument23 pagesPhysics Notes Grade 10 PDFRoyson HendersonNo ratings yet
- Introduction Reciprocating CompressorDocument6 pagesIntroduction Reciprocating CompressorHirak BhattacharyaNo ratings yet
- Chapter 3 - Vehicle Mechatronic SystemsDocument6 pagesChapter 3 - Vehicle Mechatronic SystemsKetul Shah100% (1)
- Bibby CouplingsDocument25 pagesBibby CouplingsKemoy JohnsonNo ratings yet
- Study of Steam TurbineDocument3 pagesStudy of Steam TurbineJohn Fredy100% (1)
- Energy Efficient Agro Practices - Group 2Document58 pagesEnergy Efficient Agro Practices - Group 2sivakumarsarvananNo ratings yet
- What Is Blow by and Blow Down Phenomena in Ic EngineDocument3 pagesWhat Is Blow by and Blow Down Phenomena in Ic Enginemonu991No ratings yet
- Four-Stroke Engine Basics: Instructor: Adam MegelDocument47 pagesFour-Stroke Engine Basics: Instructor: Adam MegelJomel Solibio MarginNo ratings yet
- Modelling of GD&TDocument6 pagesModelling of GD&TKarthik KarunanidhiNo ratings yet
- Shaft AlignmentDocument15 pagesShaft AlignmentahmedaboshadyNo ratings yet
- Differential ExpansionDocument1 pageDifferential ExpansionpurnaNo ratings yet
- Bearings: Scraping of The Bearing Surfaces Is Strictly ProhibitedDocument46 pagesBearings: Scraping of The Bearing Surfaces Is Strictly ProhibitedKumarNo ratings yet
- Load Test On 4 Stroke Diesel EngineDocument4 pagesLoad Test On 4 Stroke Diesel EngineRanjit DasNo ratings yet
- Different Types of Compressors On BoardDocument2 pagesDifferent Types of Compressors On Boardneo_nitinNo ratings yet
- Repair of A Steam Turbine in Thailand Using Pulsed Laser Beam WeldingDocument3 pagesRepair of A Steam Turbine in Thailand Using Pulsed Laser Beam WeldingfendynovapamelaNo ratings yet
- Reciprocating Piston Engine Lubrication SystemDocument39 pagesReciprocating Piston Engine Lubrication SystemccoyureNo ratings yet
- How Unbalance Affects Bearing LifeDocument8 pagesHow Unbalance Affects Bearing Lifeagrocel_bhv5591No ratings yet
- Thermo FuelsDocument12 pagesThermo FuelsBea Daniella CuaresmaNo ratings yet
- Diff Types of Suspension Used in Automotive Industriesss PDFDocument26 pagesDiff Types of Suspension Used in Automotive Industriesss PDFRahul SharmaNo ratings yet
- Thrust Equation For A Gas Turbine EngineDocument4 pagesThrust Equation For A Gas Turbine EngineTAMILSELVAM NALLUSAMYNo ratings yet
- Design of Journal Bearing 1 163542053921876323617a897b9828bDocument8 pagesDesign of Journal Bearing 1 163542053921876323617a897b9828bsai ganeshNo ratings yet
- 3.study of Ignition SystemDocument10 pages3.study of Ignition SystemShridhar RaskarNo ratings yet
- Design of PistonDocument22 pagesDesign of Pistonmohil thakor100% (1)
- Propeller BalancingDocument4 pagesPropeller Balancingvishwajeet singhNo ratings yet
- Study of Single Reciprocating Air-CompressorDocument2 pagesStudy of Single Reciprocating Air-Compressorrajivkumardas101No ratings yet
- ASTM A179-19 - Standard Specification For Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser Tubes (Da Sostetuire Con La Rev Nuova)Document3 pagesASTM A179-19 - Standard Specification For Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser Tubes (Da Sostetuire Con La Rev Nuova)Reza NooriNo ratings yet
- Final Power Plant Examination PaperDocument2 pagesFinal Power Plant Examination PaperSafaa Hameed Al Nasery100% (1)
- Module 7 (Maintenance Practices) Sub Module 7.11 (Bearings) PDFDocument15 pagesModule 7 (Maintenance Practices) Sub Module 7.11 (Bearings) PDFshareyhou0% (1)
- Compressors: Operating Principle of CompressorDocument12 pagesCompressors: Operating Principle of CompressorNikka Briones DomingoNo ratings yet
- PONGAMIA OIL Powerpoint PresentationDocument20 pagesPONGAMIA OIL Powerpoint PresentationRavu Arun67% (3)
- Unit2 - Limits Fits & Tolerance NotesDocument19 pagesUnit2 - Limits Fits & Tolerance NotesvrmgiteduNo ratings yet
- Present 2Document24 pagesPresent 2MMSRITNo ratings yet
- 115N Hartzell Propeller ManualDocument242 pages115N Hartzell Propeller Manualjponti100% (3)
- MAS & SIA Pilot Pay ComparisonDocument3 pagesMAS & SIA Pilot Pay Comparisonskthen72No ratings yet
- Extra 300Document2 pagesExtra 300EudoraNo ratings yet
- Sejarah Formula ReyNolds R ARFM 90Document13 pagesSejarah Formula ReyNolds R ARFM 90Dhany SSatNo ratings yet
- Airport Ground Support Equipment by North East Aviation.Document1 pageAirport Ground Support Equipment by North East Aviation.North East AviationNo ratings yet
- FLS MAAG Gear SymetroMembraneCouplingDocument2 pagesFLS MAAG Gear SymetroMembraneCouplingMuhammad0% (1)
- Army Aviation Digest - May 1957Document44 pagesArmy Aviation Digest - May 1957Aviation/Space History LibraryNo ratings yet
- 09 DIRA Software - Administrator's Guide - InstallationDocument16 pages09 DIRA Software - Administrator's Guide - InstallationwellsuNo ratings yet
- 400 Seater Passenger AircraftDocument65 pages400 Seater Passenger Aircraftganeshyams100% (1)
- Adm 870 PDFDocument54 pagesAdm 870 PDFDonig FermanianNo ratings yet
- Lowwefhk PDF 02jun21Document61 pagesLowwefhk PDF 02jun21Flight YearsNo ratings yet
- Navigation Systems Market Is Estimated To Reach $ 944.92 Million by 2020.Document10 pagesNavigation Systems Market Is Estimated To Reach $ 944.92 Million by 2020.IndustryARCITNo ratings yet
- Southwest Airline Case StudyDocument6 pagesSouthwest Airline Case Studyakbar_bhattiNo ratings yet
- Design Organization Approval For Products or Changes To ProductsDocument39 pagesDesign Organization Approval For Products or Changes To ProductsmohamedkhderNo ratings yet
- Fluidization of Bulk Materials PDFDocument2 pagesFluidization of Bulk Materials PDFRICARDOALEXBORGESNo ratings yet
- B57S EN Brochure Apr08 PDFDocument4 pagesB57S EN Brochure Apr08 PDFPaulNo ratings yet
- New Microsoft Office Word DocumentDocument18 pagesNew Microsoft Office Word DocumentJignesh Dhanji RathodNo ratings yet
- WEEK 6 Fluid Static and Dynamics-2Document46 pagesWEEK 6 Fluid Static and Dynamics-2RismaaNo ratings yet
- Aging Transport Systems InvestigationDocument8 pagesAging Transport Systems InvestigationEnrico Miguel AquinoNo ratings yet
- A2A C172 Pilot's Manual P3DDocument102 pagesA2A C172 Pilot's Manual P3DMoby ElefNo ratings yet
- Design of Metallic Structures Machined and Sheet Metal IntermediateDocument72 pagesDesign of Metallic Structures Machined and Sheet Metal IntermediateRisho MuthurajNo ratings yet
- International Business: Case1Document4 pagesInternational Business: Case1Monica PednekarNo ratings yet
























































































Download as doc, pdf, or txt
You might also like
- Activity 2.1.1 Tolerate This!: Additional PracticeDocument4 pagesActivity 2.1.1 Tolerate This!: Additional PracticeOmkaar Sampigeadi0% (1)
- Roots BlowerDocument36 pagesRoots BlowerSrijan PramanikNo ratings yet
- Scale Aircraft Modelling September 2022Document93 pagesScale Aircraft Modelling September 2022Ognjen Močevič100% (1)
- New Air Law Study Guide - SACAADocument49 pagesNew Air Law Study Guide - SACAARaveena SharmaNo ratings yet
- Ball Valve White PaperDocument2 pagesBall Valve White Paperhamid vahedil larijaniNo ratings yet
- The 2 Stroke Diesel CycleDocument14 pagesThe 2 Stroke Diesel CycleBharatiyulam100% (1)
- STS-47 Space Shuttle Mission ReportDocument39 pagesSTS-47 Space Shuttle Mission ReportBob AndrepontNo ratings yet
- Philippine Airlines - Saturday Nov 18, 2017 - Fzqehv - John Elvin GaoiranDocument1 pagePhilippine Airlines - Saturday Nov 18, 2017 - Fzqehv - John Elvin GaoiranJohnson SambranoNo ratings yet
- DCS A-10c Operator Checklists 8bDocument42 pagesDCS A-10c Operator Checklists 8bAries0104No ratings yet
- Elements of Aircraft Maintenance Reserve Development PDFDocument36 pagesElements of Aircraft Maintenance Reserve Development PDFRajawali Buana AngkasaNo ratings yet
- EuroScope in 30 MinutesDocument14 pagesEuroScope in 30 MinutesYossi ShohatNo ratings yet
- Pascal LawDocument4 pagesPascal LawpratishgnairNo ratings yet
- Limits, Fits and TolerancesDocument81 pagesLimits, Fits and TolerancesSaYed RaDyNo ratings yet
- Limits Fits TolerancesDocument19 pagesLimits Fits TolerancesBrijesh VermaNo ratings yet
- Unit III Sliding Contact BearingDocument26 pagesUnit III Sliding Contact BearingSHUBHAM GOVILNo ratings yet
- Ic Engine Lab ManualDocument24 pagesIc Engine Lab ManualBanwari Lal Prajapat100% (1)
- 2 Stroke Diesel EngineDocument5 pages2 Stroke Diesel EngineJims Cudinyerah100% (1)
- Machine DesignDocument26 pagesMachine Designrajasekar21No ratings yet
- UNIT-I (Engine Construction) .Ppt2Document47 pagesUNIT-I (Engine Construction) .Ppt2dhavalNo ratings yet
- Chapter 5 - Combustion EquipmentDocument50 pagesChapter 5 - Combustion EquipmentrrhoshackNo ratings yet
- Self Lubricated BearingsDocument16 pagesSelf Lubricated Bearingsfedericoceriati100% (1)
- 04-Bearing Retention and Clearances PDFDocument31 pages04-Bearing Retention and Clearances PDFchanayireNo ratings yet
- LIMITS FITS Design of GaugesDocument83 pagesLIMITS FITS Design of GaugesNihar ApteNo ratings yet
- Performance of The Four Strokes Diesel EngineDocument9 pagesPerformance of The Four Strokes Diesel EngineDiyar Nezar100% (1)
- Types of Jet EnginesDocument2 pagesTypes of Jet EnginesSafi Ullah WarraichNo ratings yet
- Strength of Materials: Fatigue TestDocument18 pagesStrength of Materials: Fatigue TestMuhammad HiwaNo ratings yet
- Equipment For Burning Coal in Lump FormDocument23 pagesEquipment For Burning Coal in Lump FormMudduKrishna shettyNo ratings yet
- Engineering MetrologyDocument84 pagesEngineering MetrologyLalit MohanNo ratings yet
- Boiler Drum - Detailed Gyanendra Sharma NPTI DelhiDocument86 pagesBoiler Drum - Detailed Gyanendra Sharma NPTI DelhiNPTINo ratings yet
- Smoke Tunnel ReportDocument11 pagesSmoke Tunnel ReportRana HanzlaNo ratings yet
- ICE Component Design Pistons 2021Document7 pagesICE Component Design Pistons 2021Sanjay PatelNo ratings yet
- AllignmentDocument2 pagesAllignmentVishnu Vardhan . CNo ratings yet
- Types of BearingsDocument9 pagesTypes of Bearingschandu maheshwariNo ratings yet
- Interchangeability in MetrologyDocument5 pagesInterchangeability in Metrologyesakkiraj05100% (1)
- How To Identify Bearings by Bearing Number - Calculation and Nomenclature PDFDocument4 pagesHow To Identify Bearings by Bearing Number - Calculation and Nomenclature PDFaron james empigNo ratings yet
- Me TrologyDocument69 pagesMe TrologyprabhjotbhangalNo ratings yet
- Physics Notes Grade 10 PDFDocument23 pagesPhysics Notes Grade 10 PDFRoyson HendersonNo ratings yet
- Introduction Reciprocating CompressorDocument6 pagesIntroduction Reciprocating CompressorHirak BhattacharyaNo ratings yet
- Chapter 3 - Vehicle Mechatronic SystemsDocument6 pagesChapter 3 - Vehicle Mechatronic SystemsKetul Shah100% (1)
- Bibby CouplingsDocument25 pagesBibby CouplingsKemoy JohnsonNo ratings yet
- Study of Steam TurbineDocument3 pagesStudy of Steam TurbineJohn Fredy100% (1)
- Energy Efficient Agro Practices - Group 2Document58 pagesEnergy Efficient Agro Practices - Group 2sivakumarsarvananNo ratings yet
- What Is Blow by and Blow Down Phenomena in Ic EngineDocument3 pagesWhat Is Blow by and Blow Down Phenomena in Ic Enginemonu991No ratings yet
- Four-Stroke Engine Basics: Instructor: Adam MegelDocument47 pagesFour-Stroke Engine Basics: Instructor: Adam MegelJomel Solibio MarginNo ratings yet
- Modelling of GD&TDocument6 pagesModelling of GD&TKarthik KarunanidhiNo ratings yet
- Shaft AlignmentDocument15 pagesShaft AlignmentahmedaboshadyNo ratings yet
- Differential ExpansionDocument1 pageDifferential ExpansionpurnaNo ratings yet
- Bearings: Scraping of The Bearing Surfaces Is Strictly ProhibitedDocument46 pagesBearings: Scraping of The Bearing Surfaces Is Strictly ProhibitedKumarNo ratings yet
- Load Test On 4 Stroke Diesel EngineDocument4 pagesLoad Test On 4 Stroke Diesel EngineRanjit DasNo ratings yet
- Different Types of Compressors On BoardDocument2 pagesDifferent Types of Compressors On Boardneo_nitinNo ratings yet
- Repair of A Steam Turbine in Thailand Using Pulsed Laser Beam WeldingDocument3 pagesRepair of A Steam Turbine in Thailand Using Pulsed Laser Beam WeldingfendynovapamelaNo ratings yet
- Reciprocating Piston Engine Lubrication SystemDocument39 pagesReciprocating Piston Engine Lubrication SystemccoyureNo ratings yet
- How Unbalance Affects Bearing LifeDocument8 pagesHow Unbalance Affects Bearing Lifeagrocel_bhv5591No ratings yet
- Thermo FuelsDocument12 pagesThermo FuelsBea Daniella CuaresmaNo ratings yet
- Diff Types of Suspension Used in Automotive Industriesss PDFDocument26 pagesDiff Types of Suspension Used in Automotive Industriesss PDFRahul SharmaNo ratings yet
- Thrust Equation For A Gas Turbine EngineDocument4 pagesThrust Equation For A Gas Turbine EngineTAMILSELVAM NALLUSAMYNo ratings yet
- Design of Journal Bearing 1 163542053921876323617a897b9828bDocument8 pagesDesign of Journal Bearing 1 163542053921876323617a897b9828bsai ganeshNo ratings yet
- 3.study of Ignition SystemDocument10 pages3.study of Ignition SystemShridhar RaskarNo ratings yet
- Design of PistonDocument22 pagesDesign of Pistonmohil thakor100% (1)
- Propeller BalancingDocument4 pagesPropeller Balancingvishwajeet singhNo ratings yet
- Study of Single Reciprocating Air-CompressorDocument2 pagesStudy of Single Reciprocating Air-Compressorrajivkumardas101No ratings yet
- ASTM A179-19 - Standard Specification For Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser Tubes (Da Sostetuire Con La Rev Nuova)Document3 pagesASTM A179-19 - Standard Specification For Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser Tubes (Da Sostetuire Con La Rev Nuova)Reza NooriNo ratings yet
- Final Power Plant Examination PaperDocument2 pagesFinal Power Plant Examination PaperSafaa Hameed Al Nasery100% (1)
- Module 7 (Maintenance Practices) Sub Module 7.11 (Bearings) PDFDocument15 pagesModule 7 (Maintenance Practices) Sub Module 7.11 (Bearings) PDFshareyhou0% (1)
- Compressors: Operating Principle of CompressorDocument12 pagesCompressors: Operating Principle of CompressorNikka Briones DomingoNo ratings yet
- PONGAMIA OIL Powerpoint PresentationDocument20 pagesPONGAMIA OIL Powerpoint PresentationRavu Arun67% (3)
- Unit2 - Limits Fits & Tolerance NotesDocument19 pagesUnit2 - Limits Fits & Tolerance NotesvrmgiteduNo ratings yet
- Present 2Document24 pagesPresent 2MMSRITNo ratings yet
- 115N Hartzell Propeller ManualDocument242 pages115N Hartzell Propeller Manualjponti100% (3)
- MAS & SIA Pilot Pay ComparisonDocument3 pagesMAS & SIA Pilot Pay Comparisonskthen72No ratings yet
- Extra 300Document2 pagesExtra 300EudoraNo ratings yet
- Sejarah Formula ReyNolds R ARFM 90Document13 pagesSejarah Formula ReyNolds R ARFM 90Dhany SSatNo ratings yet
- Airport Ground Support Equipment by North East Aviation.Document1 pageAirport Ground Support Equipment by North East Aviation.North East AviationNo ratings yet
- FLS MAAG Gear SymetroMembraneCouplingDocument2 pagesFLS MAAG Gear SymetroMembraneCouplingMuhammad0% (1)
- Army Aviation Digest - May 1957Document44 pagesArmy Aviation Digest - May 1957Aviation/Space History LibraryNo ratings yet
- 09 DIRA Software - Administrator's Guide - InstallationDocument16 pages09 DIRA Software - Administrator's Guide - InstallationwellsuNo ratings yet
- 400 Seater Passenger AircraftDocument65 pages400 Seater Passenger Aircraftganeshyams100% (1)
- Adm 870 PDFDocument54 pagesAdm 870 PDFDonig FermanianNo ratings yet
- Lowwefhk PDF 02jun21Document61 pagesLowwefhk PDF 02jun21Flight YearsNo ratings yet
- Navigation Systems Market Is Estimated To Reach $ 944.92 Million by 2020.Document10 pagesNavigation Systems Market Is Estimated To Reach $ 944.92 Million by 2020.IndustryARCITNo ratings yet
- Southwest Airline Case StudyDocument6 pagesSouthwest Airline Case Studyakbar_bhattiNo ratings yet
- Design Organization Approval For Products or Changes To ProductsDocument39 pagesDesign Organization Approval For Products or Changes To ProductsmohamedkhderNo ratings yet
- Fluidization of Bulk Materials PDFDocument2 pagesFluidization of Bulk Materials PDFRICARDOALEXBORGESNo ratings yet
- B57S EN Brochure Apr08 PDFDocument4 pagesB57S EN Brochure Apr08 PDFPaulNo ratings yet
- New Microsoft Office Word DocumentDocument18 pagesNew Microsoft Office Word DocumentJignesh Dhanji RathodNo ratings yet
- WEEK 6 Fluid Static and Dynamics-2Document46 pagesWEEK 6 Fluid Static and Dynamics-2RismaaNo ratings yet
- Aging Transport Systems InvestigationDocument8 pagesAging Transport Systems InvestigationEnrico Miguel AquinoNo ratings yet
- A2A C172 Pilot's Manual P3DDocument102 pagesA2A C172 Pilot's Manual P3DMoby ElefNo ratings yet
- Design of Metallic Structures Machined and Sheet Metal IntermediateDocument72 pagesDesign of Metallic Structures Machined and Sheet Metal IntermediateRisho MuthurajNo ratings yet
- International Business: Case1Document4 pagesInternational Business: Case1Monica PednekarNo ratings yet