Download as pdf or txt
You might also like
- Industrial and Process Furnaces: Principles, Design and OperationFrom EverandIndustrial and Process Furnaces: Principles, Design and OperationRating: 4.5 out of 5 stars4.5/5 (3)
- BS en 12952-7-2012Document46 pagesBS en 12952-7-2012Mokhammad Fahmi IzdiharrudinNo ratings yet
- Process Heating HandbookDocument114 pagesProcess Heating HandbookclintlakeyNo ratings yet
- ACMV DESIGN: Sample Heat Load Calculation For General Office Meeting Room PDFDocument5 pagesACMV DESIGN: Sample Heat Load Calculation For General Office Meeting Room PDFVenkates AdhinarayananNo ratings yet
- RP338 Flue Gas Flow EN-12952-15Document81 pagesRP338 Flue Gas Flow EN-12952-15Muhammad AwaisNo ratings yet
- Steam Systems in Industry Energy Use and Energy EfDocument14 pagesSteam Systems in Industry Energy Use and Energy Efdeniz ümit bayraktutarNo ratings yet
- Renewable Energy Essay - Heat PumpsDocument5 pagesRenewable Energy Essay - Heat Pumpslucas washingtonNo ratings yet
- ELCAS5 Exergoceonomics Methanol ProductionDocument26 pagesELCAS5 Exergoceonomics Methanol ProductionAnsinath BarathiNo ratings yet
- Energy Intgration For CrackingDocument9 pagesEnergy Intgration For Cracking441103042No ratings yet
- Foundrybench D19 Good Practice GuideDocument196 pagesFoundrybench D19 Good Practice GuideGangadharKasinathSastryNo ratings yet
- Exergy and Economic Analyses of Crude Oil Distillation UnitDocument12 pagesExergy and Economic Analyses of Crude Oil Distillation UnitBang BiNo ratings yet
- On The Economics of Methanol Production From Natural Gas: January 2018Document10 pagesOn The Economics of Methanol Production From Natural Gas: January 2018Hasbi Fatih AzizyNo ratings yet
- IEA SHC T49 Activities On Process Heat Collectors Available Tec - 2016 - EnergyDocument8 pagesIEA SHC T49 Activities On Process Heat Collectors Available Tec - 2016 - Energybeauty xuNo ratings yet
- Review Paper On Energy Audit of A BoilerDocument7 pagesReview Paper On Energy Audit of A BoilerAbdullah RobbaniNo ratings yet
- Indicators of Energy Efficiency in Ammonia Productions PlantsDocument8 pagesIndicators of Energy Efficiency in Ammonia Productions PlantsAJER JOURNALNo ratings yet
- Advancements in Organic Rankine Cycle System Optimisation For Combined Heat and Power Applications Components Sizing and Thermoeconomic ConsiderationsDocument14 pagesAdvancements in Organic Rankine Cycle System Optimisation For Combined Heat and Power Applications Components Sizing and Thermoeconomic ConsiderationsGuadalupe Abigail Rueda AguileraNo ratings yet
- 2008 04 28 Lot 11 Fans Report Final PDFDocument224 pages2008 04 28 Lot 11 Fans Report Final PDFPrasath SivaNo ratings yet
- Improving Steam System PerformanceDocument107 pagesImproving Steam System Performanceni_ortega1981No ratings yet
- Waste Heat Recovery FactsheetDocument2 pagesWaste Heat Recovery FactsheetMajid JafariNo ratings yet
- 1 Process Integration Lecture 1Document32 pages1 Process Integration Lecture 1yonas simur100% (1)
- HRSGDocument107 pagesHRSGSaleem RahmanNo ratings yet
- Innovative Design of Latex Gloves Production LinesDocument5 pagesInnovative Design of Latex Gloves Production LinesKSJDLVKDNVNo ratings yet
- Experimental Investigation On Performance of Condensing Boiler and Economic Evaluation in Real Operating Conditions (Balanescu - 2018)Document19 pagesExperimental Investigation On Performance of Condensing Boiler and Economic Evaluation in Real Operating Conditions (Balanescu - 2018)Julio OrtegaNo ratings yet
- Gbs Artical OxygenDocument14 pagesGbs Artical OxygenDr Gajanan ShirkeNo ratings yet
- Task 5 Lot 6 Air Conditioning Final Report July 2012Document60 pagesTask 5 Lot 6 Air Conditioning Final Report July 2012rahul kumarNo ratings yet
- CO2 Heat Pumps Study KTH 2023 1678648671Document93 pagesCO2 Heat Pumps Study KTH 2023 1678648671Barbora DocekalovaNo ratings yet
- HP Tech Env Impact Aug2005Document120 pagesHP Tech Env Impact Aug2005Visan GheorgheNo ratings yet
- Application and Concept of Pinch TechnologyDocument17 pagesApplication and Concept of Pinch TechnologySurafelNo ratings yet
- Improving Steam System PerformanceDocument107 pagesImproving Steam System Performancejmaf_terNo ratings yet
- 2020-Energy WorkingDocument20 pages2020-Energy WorkingDevang GaurNo ratings yet
- Steam Source Book 2Document108 pagesSteam Source Book 2joe_pulaski100% (1)
- Memet 2015 IOP Conf. Ser. Mater. Sci. Eng. 95 012035Document6 pagesMemet 2015 IOP Conf. Ser. Mater. Sci. Eng. 95 012035Pooja ChughNo ratings yet
- Ejectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsFrom EverandEjectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsNo ratings yet
- JPT Ameri EnadiJournalPaperDocument10 pagesJPT Ameri EnadiJournalPaperAbd Elrahman HamdyNo ratings yet
- EBC Annex 48 Final Report R4Document159 pagesEBC Annex 48 Final Report R4HareshNo ratings yet
- Applied Energy: Sarah Brückner, Selina Liu, Laia Miró, Michael Radspieler, Luisa F. Cabeza, Eberhard LävemannDocument11 pagesApplied Energy: Sarah Brückner, Selina Liu, Laia Miró, Michael Radspieler, Luisa F. Cabeza, Eberhard LävemannerikaNo ratings yet
- Industrial Boiler ProtocolDocument29 pagesIndustrial Boiler Protocolkarman_batraNo ratings yet
- Energy Saving in A Crude Distillation Unit by A PreflashDocument28 pagesEnergy Saving in A Crude Distillation Unit by A Preflashmathew8No ratings yet
- Thermalnet Report On Syngas CleaningDocument75 pagesThermalnet Report On Syngas Cleaninganura7No ratings yet
- World Bank Emission StandardDocument14 pagesWorld Bank Emission Standardsenthil031277No ratings yet
- An Analysis of The Performance of An EjeDocument6 pagesAn Analysis of The Performance of An EjeSơn TiếnNo ratings yet
- CMFF09WS MTA4 SheardetalDocument9 pagesCMFF09WS MTA4 SheardetalAnonymous NGXdt2BxNo ratings yet
- Best Available Technique For Energy EfficiencyDocument430 pagesBest Available Technique For Energy EfficiencyqlfangNo ratings yet
- Combined Cooling, Heating and Power: Decision-Making, Design and OptimizationFrom EverandCombined Cooling, Heating and Power: Decision-Making, Design and OptimizationNo ratings yet
- Finite Physical Dimensions Optimal Thermodynamics 1: FundamentalsFrom EverandFinite Physical Dimensions Optimal Thermodynamics 1: FundamentalsNo ratings yet
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsFrom EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsNo ratings yet
- Water (R718) Turbo Compressor and Ejector Refrigeration / Heat Pump TechnologyFrom EverandWater (R718) Turbo Compressor and Ejector Refrigeration / Heat Pump TechnologyNo ratings yet
- Sustainable Energy Technology, Business Models, and Policies: Theoretical Peripheries and Practical ImplicationsFrom EverandSustainable Energy Technology, Business Models, and Policies: Theoretical Peripheries and Practical ImplicationsNo ratings yet
- Handbook of Energy Data and Calculations: Including Directory of Products and ServicesFrom EverandHandbook of Energy Data and Calculations: Including Directory of Products and ServicesNo ratings yet
- Heat Pumps: Solving Energy and Environmental ChallengesFrom EverandHeat Pumps: Solving Energy and Environmental ChallengesTakamoto SaitoNo ratings yet
- Pinch Analysis for Energy and Carbon Footprint Reduction: User Guide to Process Integration for the Efficient Use of EnergyFrom EverandPinch Analysis for Energy and Carbon Footprint Reduction: User Guide to Process Integration for the Efficient Use of EnergyNo ratings yet
- Simulation and Optimization in Process Engineering: The Benefit of Mathematical Methods in Applications of the Chemical IndustryFrom EverandSimulation and Optimization in Process Engineering: The Benefit of Mathematical Methods in Applications of the Chemical IndustryMichael BortzNo ratings yet
- Energy and Thermal Management, Air-Conditioning, and Waste Heat Utilization: 2nd ETA Conference, November 22-23, 2018, Berlin, GermanyFrom EverandEnergy and Thermal Management, Air-Conditioning, and Waste Heat Utilization: 2nd ETA Conference, November 22-23, 2018, Berlin, GermanyChristine JuniorNo ratings yet
- WEEE Recycling: Research, Development, and PoliciesFrom EverandWEEE Recycling: Research, Development, and PoliciesAlexandre ChagnesNo ratings yet
- Advances in Air Conditioning Technologies: Improving Energy EfficiencyFrom EverandAdvances in Air Conditioning Technologies: Improving Energy EfficiencyNo ratings yet
- Assessing the Energy Efficiency of Pumps and Pump Units: Background and MethodologyFrom EverandAssessing the Energy Efficiency of Pumps and Pump Units: Background and MethodologyNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Lectures On Kinetic Theory of Gases and Statistical Physics: Alexander A. SchekochihinDocument157 pagesLectures On Kinetic Theory of Gases and Statistical Physics: Alexander A. Schekochihinjk bhaiiiNo ratings yet
- 2 2 Revised r13 SupplyDocument3 pages2 2 Revised r13 SupplyVinay KandulaNo ratings yet
- Multi Tubular Reactor ModelingDocument9 pagesMulti Tubular Reactor ModelingJung Hyun ChoiNo ratings yet
- Thermostat Algorithms For Molecular Dynamics Simulations: Phil@igc - Phys.chem - Ethz.chDocument45 pagesThermostat Algorithms For Molecular Dynamics Simulations: Phil@igc - Phys.chem - Ethz.chrishadforuNo ratings yet
- Physics 3 GuidesDocument1 pagePhysics 3 GuidesSmart EDGE FIBER to the HomeNo ratings yet
- Holt Phsics Chapter 9 Section 3 SummaryDocument3 pagesHolt Phsics Chapter 9 Section 3 SummaryMohamed MostafaNo ratings yet
- Bab 7 5 Characterization 02 ThermoanalisisDocument39 pagesBab 7 5 Characterization 02 ThermoanalisisPutrik AgustinaNo ratings yet
- Set 4 Process & 1st LawDocument23 pagesSet 4 Process & 1st LawKhuram s6No ratings yet
- Anhydrous Milk Fat (Amf) and ButteroilDocument9 pagesAnhydrous Milk Fat (Amf) and ButteroilOzan SümenNo ratings yet
- Joules-Otto-Diesel Cycle PDFDocument3 pagesJoules-Otto-Diesel Cycle PDFEngr Mujahid Mehdi100% (1)
- Exercise - V: (Jee Problems)Document5 pagesExercise - V: (Jee Problems)RishabhNo ratings yet
- MS3321 13117220 A02 PDFDocument6 pagesMS3321 13117220 A02 PDFRaihan DyaskaNo ratings yet
- Graphical ThermodynamicsDocument303 pagesGraphical ThermodynamicsCharleneKronstedt100% (1)
- en Iso 9346 1996 Mass Transfer PDFDocument13 pagesen Iso 9346 1996 Mass Transfer PDFWojtek GoszczyńskiNo ratings yet
- Heat TransferDocument3 pagesHeat TransferAlbert Junior EvangelistaNo ratings yet
- 0D206-DDW-K-150-KA-0013 - 02 - IFC - 20230901 (Fair Up Procedure)Document28 pages0D206-DDW-K-150-KA-0013 - 02 - IFC - 20230901 (Fair Up Procedure)DHANEESH VELLILAPULLINo ratings yet
- (Download pdf) Transport Phenomena Revised 2Nd Edition Version full chapter pdf docxDocument53 pages(Download pdf) Transport Phenomena Revised 2Nd Edition Version full chapter pdf docxnatrahhautop100% (3)
- Kelvion Factsheet CW Tube en 01-2016 LowResDocument2 pagesKelvion Factsheet CW Tube en 01-2016 LowResLeo CrisuNo ratings yet
- Hot Box ExperimentDocument4 pagesHot Box ExperimentDima Al KibbiNo ratings yet
- (W. H. Kearns (Eds.) ) Welding Handbook Volume 3 R (B-Ok - Xyz)Document461 pages(W. H. Kearns (Eds.) ) Welding Handbook Volume 3 R (B-Ok - Xyz)Ankur Bansod100% (2)
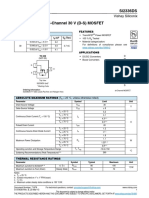
- Si 2336 DSDocument10 pagesSi 2336 DSBlue StacksNo ratings yet
- Non-Adiabatic Radial-Flow Reactor For Styrene Production: A.A. Savoretti, D.O. Borio, V. Bucala, J.A. PorrasDocument9 pagesNon-Adiabatic Radial-Flow Reactor For Styrene Production: A.A. Savoretti, D.O. Borio, V. Bucala, J.A. PorrasIman QurbanovNo ratings yet
- H&I. Condenser Performance MonitoringDocument43 pagesH&I. Condenser Performance MonitoringRajendran SrnNo ratings yet
- UEE & T Notes (1) (6th Semester Electrical) - MergedDocument199 pagesUEE & T Notes (1) (6th Semester Electrical) - MergedAmit HansdaNo ratings yet
- MI-106 Tut ThermoDocument37 pagesMI-106 Tut ThermoDhananjayLekshmiNarayan100% (7)
- Test Planner - Yakeen NEET 2025Document3 pagesTest Planner - Yakeen NEET 2025AditiNo ratings yet
- Modeling of Electro Discharge Machining in Aisi 304 Material Ijariie1221 Volume 1 13 Page 188 197Document10 pagesModeling of Electro Discharge Machining in Aisi 304 Material Ijariie1221 Volume 1 13 Page 188 197Eric CookNo ratings yet