Download as pdf or txt
You might also like
- Document Maintenance in Pharmaceutical Industry: General RequirementDocument24 pagesDocument Maintenance in Pharmaceutical Industry: General RequirementDinesh SenathipathiNo ratings yet
- GMP Manual IvzDocument36 pagesGMP Manual IvzLaith Abdul RahimNo ratings yet
- Cleaning Validation Toc MethodDocument2 pagesCleaning Validation Toc MethodVinoth KumarNo ratings yet
- Pharmaceutical Quality ManagementDocument4 pagesPharmaceutical Quality ManagementlindaNo ratings yet
- Component Hartley OscillatorDocument1 pageComponent Hartley OscillatorThanhha Nguyen100% (1)
- Who HvacDocument22 pagesWho HvacAnas Abandeh100% (1)
- Acceptance Criteria 8Document11 pagesAcceptance Criteria 8abdelaziz_ismail685662No ratings yet
- Risk Based Environmental Monitoring (Em) and em Data Management and TrendingDocument65 pagesRisk Based Environmental Monitoring (Em) and em Data Management and TrendingIsabelle PlourdeNo ratings yet
- Product Release Procedures: Batch Records andDocument3 pagesProduct Release Procedures: Batch Records andNafi Hasan ZahidNo ratings yet
- 0.2011 IMA Kilian R+D ConceptDocument37 pages0.2011 IMA Kilian R+D ConceptPaqui Miranda Gualda100% (1)
- Working Party On Control of Medicines and InspectionsDocument11 pagesWorking Party On Control of Medicines and InspectionsStrazdas100% (2)
- Process Validation GuidanceDocument12 pagesProcess Validation GuidanceGursharanjit Singh ShinhNo ratings yet
- Lab Notebook Presentation - 8-12-2016Document44 pagesLab Notebook Presentation - 8-12-2016Muhammad ALi SoomroNo ratings yet
- Monitoring Environmental Parameters of Incubators, Fridge-Freezers QC-05-05 EPADocument17 pagesMonitoring Environmental Parameters of Incubators, Fridge-Freezers QC-05-05 EPAAna M VrrNo ratings yet
- 3 Running A Method or A Sequence From The Keypad: Agilent 7890A Gas Chromatograph Operating GuideDocument19 pages3 Running A Method or A Sequence From The Keypad: Agilent 7890A Gas Chromatograph Operating GuidemusaveerNo ratings yet
- Liquinox Cleaning ValidationDocument12 pagesLiquinox Cleaning Validationdnagent007No ratings yet
- Put Your Continued Process VerificationDocument9 pagesPut Your Continued Process VerificationMinh LeNo ratings yet
- Temp MappingDocument13 pagesTemp MappingJoshua JumaNo ratings yet
- QM - FDA - Request For Quality MetricsDocument31 pagesQM - FDA - Request For Quality Metricspchakravarty_2No ratings yet
- The Ten Principles of GMPDocument3 pagesThe Ten Principles of GMPRambabu komati - QA100% (3)
- GMP Quality Supplier Audit Questionnaire 1663569818Document15 pagesGMP Quality Supplier Audit Questionnaire 1663569818Cyclone Pharmaceuticals Pvt Ltd PuneNo ratings yet
- GMPDocument4 pagesGMPsatish734No ratings yet
- CQV #2 Like-For-Like Change ProblemsDocument7 pagesCQV #2 Like-For-Like Change Problemswindli2012No ratings yet
- Multifuge 3S CentrifugeDocument16 pagesMultifuge 3S CentrifugeLEO AROKYA DASS ANo ratings yet
- Glossary of Stability Testing Terms: ICH Q1 and FDA GuidanceDocument10 pagesGlossary of Stability Testing Terms: ICH Q1 and FDA Guidanceçağan ağtaşNo ratings yet
- Astm-E2500 PDFDocument2 pagesAstm-E2500 PDFPrashhant KavalleNo ratings yet
- Process Validation of Tablet FormulationsDocument7 pagesProcess Validation of Tablet FormulationsPramba Kumar AhujaNo ratings yet
- Food Label Guide FDADocument132 pagesFood Label Guide FDAStephanie AngkaNo ratings yet
- Purchasing and ReceiptDocument7 pagesPurchasing and ReceiptOsman AitaNo ratings yet
- Haccp WsDocument11 pagesHaccp WsFreg GregNo ratings yet
- Quality Management Systems A Complete Guide - 2021 EditionFrom EverandQuality Management Systems A Complete Guide - 2021 EditionNo ratings yet
- Calibration Master Plan LMDocument45 pagesCalibration Master Plan LMJAGADISH PHARMACEUTICALS50% (2)
- Sop For Good Documentation PracticesDocument2 pagesSop For Good Documentation Practicesgreen solutionNo ratings yet
- Autoclave Validation MalibaDocument74 pagesAutoclave Validation Malibaph_homa3040No ratings yet
- EU MDR Part 1 - FINALDocument11 pagesEU MDR Part 1 - FINALSantiago IbañezNo ratings yet
- FDA Lifecycle ApproachDocument11 pagesFDA Lifecycle Approachsilversky09No ratings yet
- Continued Process Verification (CPV) Signal Responses in Biopharma - Pharmaceutical EngineeringDocument22 pagesContinued Process Verification (CPV) Signal Responses in Biopharma - Pharmaceutical EngineeringJohn PerezNo ratings yet
- 789 G5500 Rev. 9.2 Quality Manual Final1.UnlockedDocument23 pages789 G5500 Rev. 9.2 Quality Manual Final1.Unlockeddrmohamed120No ratings yet
- IOPQ MULTI-HS 15 Digital Multi-Position Hot Plate Stirrer - F20500531Document16 pagesIOPQ MULTI-HS 15 Digital Multi-Position Hot Plate Stirrer - F20500531puri_aravind2011199No ratings yet
- Adopting The Product Lifecycle ApproachDocument4 pagesAdopting The Product Lifecycle Approach刘朝阳No ratings yet
- Calibration and Validation IntroDocument42 pagesCalibration and Validation Introujjwal100% (1)
- Case Study DQ-OQDocument5 pagesCase Study DQ-OQtamzghaNo ratings yet
- Differences Between Statistical Process ControlDocument9 pagesDifferences Between Statistical Process ControlAlemu HaileNo ratings yet
- Who Guidance Deviationhandling and QRMDocument28 pagesWho Guidance Deviationhandling and QRMMd. Borhan UddinNo ratings yet
- FDA Recall Procedure TemplateDocument9 pagesFDA Recall Procedure TemplatedhafyajaaNo ratings yet
- Sampling Plans: Trainer: Balakrishnan Srinivasan Position: Process and Quality Improvement ExecutiveDocument31 pagesSampling Plans: Trainer: Balakrishnan Srinivasan Position: Process and Quality Improvement ExecutiveBALAKRISHNANNo ratings yet
- White Paper Tga Audit ReadinessDocument10 pagesWhite Paper Tga Audit ReadinessFaraz Haider100% (1)
- Alarm Verification SOPDocument7 pagesAlarm Verification SOPBALU LTD BALU PHARMACEUTICALNo ratings yet
- AGIT Guidelines Development Validation Spreadsheets EN PDFDocument21 pagesAGIT Guidelines Development Validation Spreadsheets EN PDFASHOK KUMAR LENKANo ratings yet
- Microbiological Waste Handling and DisposalDocument19 pagesMicrobiological Waste Handling and DisposalTefera TafereNo ratings yet
- DIAQualityRiskManagementSuprinRowe PDFDocument10 pagesDIAQualityRiskManagementSuprinRowe PDFSushma KishoreNo ratings yet
- ECA Efficient Batch Record Design ReviewDocument4 pagesECA Efficient Batch Record Design ReviewMina Maher MikhailNo ratings yet
- The Design and Operation of A Facility For Filling Hard Shell Gelatin CapsulesDocument28 pagesThe Design and Operation of A Facility For Filling Hard Shell Gelatin Capsulespharmashri5399100% (4)
- Drug Accountability - An Important Aspect of Clinical ResearchDocument15 pagesDrug Accountability - An Important Aspect of Clinical ResearchTrialJoinNo ratings yet
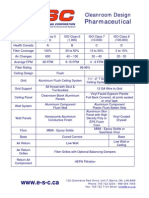
- Cleanroom Design Criteria PharmaceuticalDocument1 pageCleanroom Design Criteria PharmaceuticalNabil RamNo ratings yet
- Production ControlDocument39 pagesProduction ControlNdukwe OnwuchekwaNo ratings yet
- Key Points To Consider in The Validation of Isolator SystemsDocument22 pagesKey Points To Consider in The Validation of Isolator SystemsvijaypimpalkarNo ratings yet
- Appendix 00 AK - ACP - Install - ENGDocument132 pagesAppendix 00 AK - ACP - Install - ENGfayssal salvadorNo ratings yet
- GF Pre Acp DNP3 EngDocument164 pagesGF Pre Acp DNP3 EngEduardo CampoverdeNo ratings yet
- Ai 5303 Tips05 SIEMENS ManualDocument34 pagesAi 5303 Tips05 SIEMENS ManualrogeriolucenaNo ratings yet
- G41-M7 Setup Manual: Downloaded From Manuals Search EngineDocument47 pagesG41-M7 Setup Manual: Downloaded From Manuals Search EngineLaskar PelangiNo ratings yet
- Brochure POLISHED ROD DYNAMOMETER TRANSDUCERDocument2 pagesBrochure POLISHED ROD DYNAMOMETER TRANSDUCERMohamed ben halimaNo ratings yet
- I-WEB - Com.vn Manual 498031910Document94 pagesI-WEB - Com.vn Manual 498031910IBJSC.comNo ratings yet
- Ekor - Soft: Configuration Software For Protection and Integrated Control UnitsDocument28 pagesEkor - Soft: Configuration Software For Protection and Integrated Control UnitsPollNo ratings yet
- General Solideal InformationDocument16 pagesGeneral Solideal InformationDarren ThoonNo ratings yet
- DBMS Module 4Document33 pagesDBMS Module 4Syed kaif KaifNo ratings yet
- Brand ManagementDocument6 pagesBrand ManagementAnubhov JobairNo ratings yet
- Experiment 1 PHY260Document8 pagesExperiment 1 PHY260MuhammadAsyraf100% (1)
- A Hydro-Electric Plant Having 50 Sq. Km. Reservoir...Document3 pagesA Hydro-Electric Plant Having 50 Sq. Km. Reservoir...Arnel AbadNo ratings yet
- Vidican Razvan Curriculum VitaeDocument6 pagesVidican Razvan Curriculum VitaespiraldreadNo ratings yet
- Oracle Advanced Compression in Database 11g Rel. 2: Value/PerformanceDocument42 pagesOracle Advanced Compression in Database 11g Rel. 2: Value/PerformanceOleg BugaNo ratings yet
- A Novel Two-Factor Honeytoken Authentication Mechanism: Vassilis Papaspirou Leandros Maglaras Mohamed Amine FerragDocument7 pagesA Novel Two-Factor Honeytoken Authentication Mechanism: Vassilis Papaspirou Leandros Maglaras Mohamed Amine Ferraglola yupNo ratings yet
- Insecure Direct Object References Reset Password: Toufik Airane @tfairane L TEX January 5, 2015Document4 pagesInsecure Direct Object References Reset Password: Toufik Airane @tfairane L TEX January 5, 2015Sohel AhmedNo ratings yet
- Preparation - Form 3: Please SelectDocument2 pagesPreparation - Form 3: Please SelectAjay PawarNo ratings yet
- DM74LS85 4-Bit Magnitude ComparatorDocument6 pagesDM74LS85 4-Bit Magnitude ComparatorhayssamNo ratings yet
- Product - Bulletin Flite Pigtail ManifoldDocument1 pageProduct - Bulletin Flite Pigtail Manifoldpiston brokeNo ratings yet
- SL56 DS 702900 2 F PDFDocument2 pagesSL56 DS 702900 2 F PDFBock DharmaNo ratings yet
- Rajiv Kumar Srivastava: ObjectivesDocument4 pagesRajiv Kumar Srivastava: ObjectivesRajiv SrivastavaNo ratings yet
- VijayMogha - Cv.cranfield MBADocument4 pagesVijayMogha - Cv.cranfield MBAshrutthii4561No ratings yet
- Install DspaceDocument92 pagesInstall Dspacelui_constanteNo ratings yet
- IT-205 (OS) Course OutlineDocument3 pagesIT-205 (OS) Course OutlineWaleed HussainNo ratings yet
- Log 1Document6,913 pagesLog 1Low Ying HaoNo ratings yet
- HIMA TrainingDocument26 pagesHIMA TrainingmshahabahmadNo ratings yet
- SPV-3P-M: Features & OptionsDocument2 pagesSPV-3P-M: Features & OptionsGerman BetancurNo ratings yet
- 1550Nm / 80Km / Gigabit Ethernet / 1000Base-Zx: Sfp15080Gexx - SFP Dual FibreDocument4 pages1550Nm / 80Km / Gigabit Ethernet / 1000Base-Zx: Sfp15080Gexx - SFP Dual FibreJose JaramilloNo ratings yet
- Number PatternsDocument27 pagesNumber PatternsMAHESH VNo ratings yet
- User Access Request Form 05.2013Document3 pagesUser Access Request Form 05.2013Nabeel Adeeb AlshareNo ratings yet
- eUTRAN Radio Orange Group Indicators v4Document65 pageseUTRAN Radio Orange Group Indicators v4Kassye100% (1)
- Wonderware Guide To Creating Intouch Windows ProgrammaticallyDocument106 pagesWonderware Guide To Creating Intouch Windows ProgrammaticallyamishNo ratings yet