Download as pdf or txt
You might also like
- Life Cycle Assessment (ISO 14040/44) As Basis For Environmental Declarations and Carbon Footprint of ProductsDocument24 pagesLife Cycle Assessment (ISO 14040/44) As Basis For Environmental Declarations and Carbon Footprint of ProductsWebas100% (5)
- Jis B 7184 SummaryDocument2 pagesJis B 7184 SummaryVimal100% (2)
- D 1331 - 89 R01 - RdezmzeDocument3 pagesD 1331 - 89 R01 - Rdezmzejamaljamal20No ratings yet
- Is 13875 1 1993Document17 pagesIs 13875 1 1993KOSAKA LABNo ratings yet
- Mts Silentflo 515 Hydraulic Power Units - Compact: Clean Quiet, and Reliable Power GenerationDocument8 pagesMts Silentflo 515 Hydraulic Power Units - Compact: Clean Quiet, and Reliable Power GenerationpeterNo ratings yet
- Physics Cheat SheetDocument1 pagePhysics Cheat Sheetjlvmrbd7770% (1)
- S03 Drill FeedDocument30 pagesS03 Drill FeedalcidesNo ratings yet
- 06 Torque ToolsDocument28 pages06 Torque Toolselva RfNo ratings yet
- Iec TS 62492-1 - 2008Document24 pagesIec TS 62492-1 - 2008mrkNo ratings yet
- A New Calibration Method For Ultrasonic Clamp-On Flowmeters IFMC Coventry 2015Document18 pagesA New Calibration Method For Ultrasonic Clamp-On Flowmeters IFMC Coventry 2015MARIANNo ratings yet
- JIS B 7736:: Brinell Hardness Test-Calibration of Reference BlocksDocument18 pagesJIS B 7736:: Brinell Hardness Test-Calibration of Reference Blocksfarhad0% (1)
- Calibration of TachometersDocument12 pagesCalibration of Tachometersshanuhameed212No ratings yet
- Pressure Gauges: Calibration: 2 Field of ApplicationDocument8 pagesPressure Gauges: Calibration: 2 Field of ApplicationJefferson HernandezNo ratings yet
- (BS 6365 - 2008) - Specification For Precision Vernier Depth Gauges.Document16 pages(BS 6365 - 2008) - Specification For Precision Vernier Depth Gauges.boborg8792No ratings yet
- 730N Manual-09 PDFDocument33 pages730N Manual-09 PDFRenato PurcinoNo ratings yet
- D445 15Document15 pagesD445 15Melissa MartinezNo ratings yet
- AWS White Paper - ISO 6789-2017 v4Document4 pagesAWS White Paper - ISO 6789-2017 v4Antmavr100% (1)
- Coca-Cola Femsa Philippines, Inc.: Report On The Result of Inspection of Pressure VesselDocument30 pagesCoca-Cola Femsa Philippines, Inc.: Report On The Result of Inspection of Pressure VesselEphraim John Tangelon AquinoNo ratings yet
- Gravity-Convection and Forced-Circulation Water Baths: Standard Specification ForDocument2 pagesGravity-Convection and Forced-Circulation Water Baths: Standard Specification ForAhmed Alzubaidi0% (1)
- Oiml R 84: Nternational EcommendationDocument16 pagesOiml R 84: Nternational EcommendationAlvaro GarciaNo ratings yet
- E1965-98 2016.scnv0049Document18 pagesE1965-98 2016.scnv0049Robert LegaultNo ratings yet
- Oiml TC17 SC2 N3 2007Document25 pagesOiml TC17 SC2 N3 2007acanis1016No ratings yet
- Digltalmeasuringinstrumentsfor Measurementandcontrol: Indian StandardDocument14 pagesDigltalmeasuringinstrumentsfor Measurementandcontrol: Indian StandardSriniramu SriniramuNo ratings yet
- Determination of Color by SpectrocolorimeterDocument11 pagesDetermination of Color by Spectrocolorimeternvithyarajan6872No ratings yet
- Furnace Maintenance and Operation Requirements in AMS 2750DDocument5 pagesFurnace Maintenance and Operation Requirements in AMS 2750DLuis Gustavo PachecoNo ratings yet
- Nata - Verificacion de BalalnzasDocument9 pagesNata - Verificacion de BalalnzasDiego TobrNo ratings yet
- 6501Document1 page6501rohanmanimaniNo ratings yet
- E925 09 2014Document7 pagesE925 09 2014Indra Aditama100% (1)
- EURAMET CG 18 02 Non Automatic Weighing InstrumentsDocument83 pagesEURAMET CG 18 02 Non Automatic Weighing InstrumentsPurwanto NugrohoNo ratings yet
- ITTC - Recommended Procedures: Sample Work Instructions Calibration of A Liquid-in-Glass ThermometerDocument12 pagesITTC - Recommended Procedures: Sample Work Instructions Calibration of A Liquid-in-Glass ThermometertungluongNo ratings yet
- BS en 60746-3-2002 (2003)Document20 pagesBS en 60746-3-2002 (2003)Сергей ЯмщиковNo ratings yet
- Instruction Manual Multi-Parameter Testr 35 Series Parameter SetupDocument2 pagesInstruction Manual Multi-Parameter Testr 35 Series Parameter Setupcesar zolaNo ratings yet
- Astm e 1251-2011Document10 pagesAstm e 1251-2011ERDA TPI REPORTNo ratings yet
- Accreditation No: LAB 131Document9 pagesAccreditation No: LAB 131Doulat RamNo ratings yet
- Volumetric Measurement: in The LaboratoryDocument48 pagesVolumetric Measurement: in The LaboratoryRika Saffendi RH SiregarNo ratings yet
- Height Gauge Calibration Procedure: 1.0 Standards and EquipmentDocument2 pagesHeight Gauge Calibration Procedure: 1.0 Standards and EquipmentKiranNo ratings yet
- Technical Guide 8 Calibration of Stop-Watches: Measurement Standards LaboratoryDocument2 pagesTechnical Guide 8 Calibration of Stop-Watches: Measurement Standards Laboratoryloukas_pNo ratings yet
- ASTM D1298 12bDocument6 pagesASTM D1298 12bRedha Iktibar HidayatNo ratings yet
- NATA - TN19 Liquid-In-glass Thermometers - Selection, Use, & CalDocument7 pagesNATA - TN19 Liquid-In-glass Thermometers - Selection, Use, & CalEstiNo ratings yet
- E104 32317Document5 pagesE104 32317ImmerNo ratings yet
- CP-001 - Calibration of Dial Gages.Document13 pagesCP-001 - Calibration of Dial Gages.SUNIL100% (1)
- BelzDocument24 pagesBelzrohanmanimaniNo ratings yet
- As 2360 6 2 1993 Measurement of Fluid Flow in Closed Conduits Volumetric Methods by Volume PDFDocument8 pagesAs 2360 6 2 1993 Measurement of Fluid Flow in Closed Conduits Volumetric Methods by Volume PDFLalo MejiaNo ratings yet
- En1564-1 2017Document4 pagesEn1564-1 2017Dan PopaNo ratings yet
- PH Sensor Calibration ProcedureDocument2 pagesPH Sensor Calibration ProcedureRajuNo ratings yet
- As - 2853Document13 pagesAs - 2853jepri purwantoNo ratings yet
- Lab3 Temperature and Calibration - FINALrrDocument6 pagesLab3 Temperature and Calibration - FINALrrDerrick SheeNo ratings yet
- GMP 11 Calibration Intervals For Laboratory Standards PDFDocument6 pagesGMP 11 Calibration Intervals For Laboratory Standards PDFleoNo ratings yet
- OIMLDocument15 pagesOIMLRameshNo ratings yet
- Reference Materials in Quality Assurance PDFDocument39 pagesReference Materials in Quality Assurance PDFyousrazeidan1979No ratings yet
- EURAMET-Cg-15.01 Guidelines Calibration Digital Multi MetersDocument18 pagesEURAMET-Cg-15.01 Guidelines Calibration Digital Multi Meterswalterjnr100% (1)
- KAN K-02.01 Uncertainty in CalibrationDocument6 pagesKAN K-02.01 Uncertainty in CalibrationsujudNo ratings yet
- Mitutoyo Bore Gauge PDFDocument12 pagesMitutoyo Bore Gauge PDFJageNo ratings yet
- BS 2646-4-1991 - (2018-06-20 - 03-46-53 Am)Document10 pagesBS 2646-4-1991 - (2018-06-20 - 03-46-53 Am)Rankie ChoiNo ratings yet
- As 3565.1-2010 Meters For Cold and Heated Drinking and Non-Drinking Water Supplies Technical RequirementsDocument7 pagesAs 3565.1-2010 Meters For Cold and Heated Drinking and Non-Drinking Water Supplies Technical RequirementsSAI Global - APACNo ratings yet
- Iso 3105 1976Document12 pagesIso 3105 1976adel bengharbiNo ratings yet
- SOP-Procedure Calibration of Metal TapesDocument12 pagesSOP-Procedure Calibration of Metal Tapeshaharamesh100% (1)
- Difference The % of Reading and %FSD (Full Scale Deflection)Document1 pageDifference The % of Reading and %FSD (Full Scale Deflection)anafadoNo ratings yet
- E 644 - 04 - Rty0naDocument17 pagesE 644 - 04 - Rty0naCindy Tremblay100% (1)
- What Is Metrological TraceabilityDocument18 pagesWhat Is Metrological TraceabilityDanish Ahmed AlviNo ratings yet
- Calibration Non-Self-Indicating Weighing InstrumentDocument10 pagesCalibration Non-Self-Indicating Weighing InstrumentVikram BillalNo ratings yet
- Measurement Systems Analysis WebinarDocument37 pagesMeasurement Systems Analysis WebinarOlirvag100% (1)
- Confidence in MeasurementDocument8 pagesConfidence in MeasurementloleNo ratings yet
- Pocket Guide On CallibrationDocument38 pagesPocket Guide On CallibrationMohammed ZuberNo ratings yet
- New Turning PVD Coated Grade For Stainless Steels: ProductDocument12 pagesNew Turning PVD Coated Grade For Stainless Steels: ProductJuanGómezNo ratings yet
- FB 4Document4 pagesFB 4JuanGómezNo ratings yet
- Responding To September 11 2001: One Year LaterDocument40 pagesResponding To September 11 2001: One Year LaterJuanGómezNo ratings yet
- Mitutoyo Fixtures 2018.compressed PDFDocument80 pagesMitutoyo Fixtures 2018.compressed PDFJuanGómezNo ratings yet
- Resharpening of The Twist Drill BitsDocument5 pagesResharpening of The Twist Drill BitsJuanGómezNo ratings yet
- Afghanistan Map PDFDocument1 pageAfghanistan Map PDFJuanGómezNo ratings yet
- Brochure Scorpio Lens Anamorphic 2 XDocument2 pagesBrochure Scorpio Lens Anamorphic 2 XJuanGómezNo ratings yet
- 02 Bolt TighteningDocument12 pages02 Bolt TighteningJuanGómezNo ratings yet
- Advanced Motorsport Engineering: MSC CourseDocument4 pagesAdvanced Motorsport Engineering: MSC CourseJuanGómezNo ratings yet
- 05 Selection of Tightening Tools PDFDocument8 pages05 Selection of Tightening Tools PDFJuanGómezNo ratings yet
- 05 Selection of Tightening Tools PDFDocument8 pages05 Selection of Tightening Tools PDFJuanGómezNo ratings yet
- The Right Live Centre For Every ApplicationDocument3 pagesThe Right Live Centre For Every ApplicationJuanGómezNo ratings yet
- The Right Live Centre For Every ApplicationDocument3 pagesThe Right Live Centre For Every ApplicationJuanGómezNo ratings yet
- Pepall FinalDocument478 pagesPepall FinalJuanGómez100% (1)
- Chucks Review Restoration by Machinery Magazine PDFDocument49 pagesChucks Review Restoration by Machinery Magazine PDFJuanGómezNo ratings yet
- Orientation Guide: Mandrels and Collet ChucksDocument1 pageOrientation Guide: Mandrels and Collet ChucksJuanGómezNo ratings yet
- 02 Headsets Semi Integrated ThreadlessDocument36 pages02 Headsets Semi Integrated ThreadlessJuanGómezNo ratings yet
- H 4012 8500 01 ADocument1 pageH 4012 8500 01 AJuanGómezNo ratings yet
- FlexC Collet SystemDocument8 pagesFlexC Collet SystemJuanGómezNo ratings yet
- Collet BlocksDocument20 pagesCollet BlocksJuanGómezNo ratings yet
- Bridgeport Rotary SolutionsDocument24 pagesBridgeport Rotary SolutionsJuanGómezNo ratings yet
- Power MachineDocument55 pagesPower MachineJuanGómezNo ratings yet
- Asistente de Preparacion Al Mecanizado PrismaticoDocument25 pagesAsistente de Preparacion Al Mecanizado PrismaticoJuanGómezNo ratings yet
- 4) OOH941 - High Sesitive ASA Smoke & HeatDocument6 pages4) OOH941 - High Sesitive ASA Smoke & HeatMosin Bin MahammedNo ratings yet
- Motor PerkinsDocument2 pagesMotor PerkinsFredy Castro100% (1)
- Labsheet MEM564 PDFDocument2 pagesLabsheet MEM564 PDFfaezahjalalNo ratings yet
- DOCUMENT BLR-200-700 Wingtip and Winglet Installation ManualDocument43 pagesDOCUMENT BLR-200-700 Wingtip and Winglet Installation ManualRene QueirozNo ratings yet
- Dmmpricelist Printable 010522ADocument4 pagesDmmpricelist Printable 010522AluisNo ratings yet
- Hydrodynamic Forces On Pipelines: Model Tests: M. B. Bryndum V. JacobsenDocument11 pagesHydrodynamic Forces On Pipelines: Model Tests: M. B. Bryndum V. JacobsenKumarJR86No ratings yet
- Elante MallDocument24 pagesElante MallAr Sandeep Jaiswal33% (3)
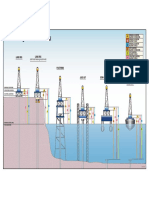
- Schlumberger Elevation Model: Land Rig Land RigDocument1 pageSchlumberger Elevation Model: Land Rig Land RigAnonymous VNu3ODGavNo ratings yet
- D 3382 - 95 - RdmzoditotuDocument7 pagesD 3382 - 95 - RdmzoditotuPrakash MakadiaNo ratings yet
- United States Air Force Aircraft Accident Investigation Board ReportDocument37 pagesUnited States Air Force Aircraft Accident Investigation Board ReportKSNV News3LVNo ratings yet
- 2.1 GBA User Security Setting (USS) : 3GPP TSG SA WG3 Security - SA3#35 S3-040741 October 5-8, 2004 ST Paul's Bay, MaltaDocument14 pages2.1 GBA User Security Setting (USS) : 3GPP TSG SA WG3 Security - SA3#35 S3-040741 October 5-8, 2004 ST Paul's Bay, MaltaShaXaib AkhtarNo ratings yet
- Manual Ohaus NavigatorDocument72 pagesManual Ohaus NavigatorEmmanuel Mariano GómezNo ratings yet
- Class XII CS PROJECT Bank ManagementDocument6 pagesClass XII CS PROJECT Bank ManagementVeduNo ratings yet
- Chitosan Nanoparticles For Loading of Toothpaste Actives and Adhesion On Tooth AnalogsDocument9 pagesChitosan Nanoparticles For Loading of Toothpaste Actives and Adhesion On Tooth AnalogsFatma MaharaniNo ratings yet
- Parapet Connection DesignDocument24 pagesParapet Connection DesignShivaranjan HJNo ratings yet
- KTM Series E01: Trunnion Mounted Ball ValveDocument10 pagesKTM Series E01: Trunnion Mounted Ball ValveGani PrayudaNo ratings yet
- IMC Cable Catalogue 2014Document25 pagesIMC Cable Catalogue 2014Marek WyszatyckiNo ratings yet
- Final VehiclesDocument35 pagesFinal VehiclesFaizrul YusoffNo ratings yet
- Error Correction Hamming Code PDFDocument2 pagesError Correction Hamming Code PDFDeborahNo ratings yet
- SE Syllabus DTUDocument152 pagesSE Syllabus DTUMayukh MaitraNo ratings yet
- Art Center Building Omdurman Tropical Diseases Hospital Bill of QuantitiesDocument34 pagesArt Center Building Omdurman Tropical Diseases Hospital Bill of QuantitiesSHASHIDHAR BNo ratings yet
- SAP Design To Operate (D2O)Document59 pagesSAP Design To Operate (D2O)Akshay Rajan100% (1)
- Keystone CATALOG 2019 REV 09 12-24-19Document109 pagesKeystone CATALOG 2019 REV 09 12-24-19emilianoNo ratings yet
- Part5 KitDocument10 pagesPart5 Kitapi-149208964No ratings yet
- Merits of P&R WorkshopDocument2 pagesMerits of P&R WorkshopHarmandeep Singh BhattiNo ratings yet
- The Advantages and Disadvantages of Electrical Appliances in Cooking in 100 1Document12 pagesThe Advantages and Disadvantages of Electrical Appliances in Cooking in 100 1Glenn John MarañaNo ratings yet