
Eutectic Transformation in Ductile Cast Iron. Part I Theoretical Background
Eutectic Transformation in Ductile Cast Iron. Part I Theoretical Background
You might also like
- Assignment 1 ME2820Document5 pagesAssignment 1 ME2820XNo ratings yet
- Fall Protection Survey of RIG 40Document3 pagesFall Protection Survey of RIG 40Kevin Josh Bonales100% (1)
- Solidification Conditions of Gray and White Cast Iron. Part I Theoretical BackgroundDocument24 pagesSolidification Conditions of Gray and White Cast Iron. Part I Theoretical BackgroundPappu PanchalNo ratings yet
- Aalborg Universitet: Shen, Yanfeng Wang, Huai Blaabjerg, Frede Zhao, Hui Long, TengDocument20 pagesAalborg Universitet: Shen, Yanfeng Wang, Huai Blaabjerg, Frede Zhao, Hui Long, TengLeandro GagliardiNo ratings yet
- Research On Heat Exchange in Melting Process: UzbekistanDocument9 pagesResearch On Heat Exchange in Melting Process: UzbekistanSarvar TursunbaevNo ratings yet
- Assignment 1Document5 pagesAssignment 1Miriam NagyNo ratings yet
- 1986effective Thermal Conductivity of A Metal Hydride Bed Augmented With A Copper Wire MatrixDocument9 pages1986effective Thermal Conductivity of A Metal Hydride Bed Augmented With A Copper Wire MatrixKrishna KalikiriNo ratings yet
- Heat Transfer IES GATE IAS 20 Years Question and Answers by S K MondalDocument115 pagesHeat Transfer IES GATE IAS 20 Years Question and Answers by S K Mondalraju100% (1)
- OMAE2013-10135: Numerical Prediction of The Cooling of Burnt Cable For The Prevention of Re-IgnitionDocument6 pagesOMAE2013-10135: Numerical Prediction of The Cooling of Burnt Cable For The Prevention of Re-IgnitionSamo SpontanostNo ratings yet
- Modelling Microstructural and Mechanical Properties of Ferritic Ductile Cast IronDocument9 pagesModelling Microstructural and Mechanical Properties of Ferritic Ductile Cast IronpdonelanNo ratings yet
- Complete Materials and Electrical E1 2021Document7 pagesComplete Materials and Electrical E1 2021Brody CrossNo ratings yet
- 2 Thermal Conductivity of Metal RodDocument10 pages2 Thermal Conductivity of Metal RodMithilesh kumarNo ratings yet
- Exp I Lees Disc ApparatusDocument10 pagesExp I Lees Disc ApparatusvivekNo ratings yet
- A Numerical Strudy For The Estimation of A Convection Heat Transfer Coefficient During A Metallurgical Jominy End QuenchDocument11 pagesA Numerical Strudy For The Estimation of A Convection Heat Transfer Coefficient During A Metallurgical Jominy End QuenchIbnu RasyidNo ratings yet
- Write Up Thermal Conductivity of RodDocument10 pagesWrite Up Thermal Conductivity of RodRutuja DeshmukhNo ratings yet
- Casting-Mold Thermal Contact Heat Transfer During Solidification of Al-Cu-Si Alloy (LM21) Plates in Thick and Thin MoldsDocument6 pagesCasting-Mold Thermal Contact Heat Transfer During Solidification of Al-Cu-Si Alloy (LM21) Plates in Thick and Thin MoldsJinsoo KimNo ratings yet
- Lees Method To Find The Thermal Conductivity.Document4 pagesLees Method To Find The Thermal Conductivity.AWAYS MOHIUDINNo ratings yet
- Multi-Layer Transient Heat Conduction Using Transition Time ScalesDocument11 pagesMulti-Layer Transient Heat Conduction Using Transition Time ScalesGabriel SaavedraNo ratings yet
- Heat Transfer Coe Cient at The Metal Mould Interface in The Unidirectional Solidi®cation of Cu 8%Sn AlloysDocument12 pagesHeat Transfer Coe Cient at The Metal Mould Interface in The Unidirectional Solidi®cation of Cu 8%Sn AlloysSarvan P PNo ratings yet
- Pras Anna Kumar 2013Document7 pagesPras Anna Kumar 2013luis enriqueNo ratings yet
- Measuring Heat Flux To A Porous Burner in MicrogravityDocument8 pagesMeasuring Heat Flux To A Porous Burner in MicrogravityshwqazokmNo ratings yet
- 03 Transmission of Heat Practice ProblemDocument10 pages03 Transmission of Heat Practice ProblemAkash GhoshNo ratings yet
- Engineering Fracture Mechanics: Malte Vögler, Matias Acosta, David R.J. Brandt, Leopoldo Molina-Luna, Kyle G. WebberDocument10 pagesEngineering Fracture Mechanics: Malte Vögler, Matias Acosta, David R.J. Brandt, Leopoldo Molina-Luna, Kyle G. WebberSamah SamahNo ratings yet
- Conduction (Exercise) Module-3Document9 pagesConduction (Exercise) Module-3Raju SinghNo ratings yet
- HW#1Document2 pagesHW#1AbdullahNo ratings yet
- Heat and Mass TransferDocument2 pagesHeat and Mass Transferayansiddiqui7700No ratings yet
- Casting - Solidification.Document3 pagesCasting - Solidification.__Caro26__No ratings yet
- Evaporative Cooling of Water in A Natural Draft Cooling TowerDocument12 pagesEvaporative Cooling of Water in A Natural Draft Cooling TowerSyahrul SandreaNo ratings yet
- 2011object HT22 PDFDocument78 pages2011object HT22 PDFمحمد سالمNo ratings yet
- Gate Questions Bank ME HMTDocument4 pagesGate Questions Bank ME HMTTaanzNo ratings yet
- A Real-Time Mathematical Model For The Two-DimensionalDocument11 pagesA Real-Time Mathematical Model For The Two-DimensionalMatheus Brandão TheodoroNo ratings yet
- Modes of Heat Transfer: O Q (Gate, Ies, Ias)Document7 pagesModes of Heat Transfer: O Q (Gate, Ies, Ias)ankitNo ratings yet
- Critical Cooling Rate On Carbide Precipitation During Quenching of Austenitic Manganese SteelDocument5 pagesCritical Cooling Rate On Carbide Precipitation During Quenching of Austenitic Manganese SteelDavid KingNo ratings yet
- Parametric Study of Thermal Behavior of Thrust Chamber Cooling ChannelsDocument12 pagesParametric Study of Thermal Behavior of Thrust Chamber Cooling ChannelsKarimaNo ratings yet
- Melt - SemiDocument4 pagesMelt - SemiAlmaram AljweherNo ratings yet
- Mathematical Modelling of Steel QuenchingDocument6 pagesMathematical Modelling of Steel Quenchingmanashree02No ratings yet
- Conduction of Heat in Metal-RodDocument9 pagesConduction of Heat in Metal-RodOmkar HaranNo ratings yet
- Application of 3-D Numerical Simulation Software SRIFCAST To Produce Ductile Iron CastingsDocument8 pagesApplication of 3-D Numerical Simulation Software SRIFCAST To Produce Ductile Iron CastingsTalha Nibras AliNo ratings yet
- Heat and Mass Transfer by S K Mondal T&QDocument216 pagesHeat and Mass Transfer by S K Mondal T&Qajaykrishna_9983% (6)
- CFD, A Design Tool For A New Hot Metal Desulfurization TechnologyDocument14 pagesCFD, A Design Tool For A New Hot Metal Desulfurization Technologyjagadish mahataNo ratings yet
- Ansys Simulation of Temperature Distribution in Plate Casting-29983Document5 pagesAnsys Simulation of Temperature Distribution in Plate Casting-29983Manjunath ReddyNo ratings yet
- VLSI Tech 2 FinDocument76 pagesVLSI Tech 2 FinRiya SinghalNo ratings yet
- Thermal Properties of MatterDocument14 pagesThermal Properties of MatterSanghamitra MaithaniNo ratings yet
- Heat Transfer Analysis of Blast Furnace StaveDocument10 pagesHeat Transfer Analysis of Blast Furnace StavemetalmasaNo ratings yet
- Thermal Conductivity of Polyurethane Foams From Room Temperature To 20 KDocument8 pagesThermal Conductivity of Polyurethane Foams From Room Temperature To 20 Kpstedile1234No ratings yet
- Rate of Solidification of Aluminium Casting in Varying Wall Thickness of Cylindrical Metallic MouldsDocument12 pagesRate of Solidification of Aluminium Casting in Varying Wall Thickness of Cylindrical Metallic MouldsIslamElGalyNo ratings yet
- HEAT AND MASS TRANSFER Question Paper 21 22 1Document3 pagesHEAT AND MASS TRANSFER Question Paper 21 22 1malai54215421No ratings yet
- 1991 - Cimm - Heat Flow and Inclusion Behaviour in A Tundish For Slab CastingDocument9 pages1991 - Cimm - Heat Flow and Inclusion Behaviour in A Tundish For Slab CastingAntariksh ThesisNo ratings yet
- 1-s2.0-S223878542032041X-mainDocument8 pages1-s2.0-S223878542032041X-mainwangbei.fightNo ratings yet
- Prediction of Solidification Time During Solidification of Aluminum Base Alloy Castings Cast in CO - Sand MoldDocument13 pagesPrediction of Solidification Time During Solidification of Aluminum Base Alloy Castings Cast in CO - Sand MoldjanakNo ratings yet
- Research On The Pin Fin Efficiency and StructureDocument7 pagesResearch On The Pin Fin Efficiency and StructureBùi Quang GiàuNo ratings yet
- HMT DAVV PracticalDocument21 pagesHMT DAVV PracticalNarendraNo ratings yet
- GMAW Manual ME 374 LabDocument2 pagesGMAW Manual ME 374 LabAjay KotwalNo ratings yet
- Ultra-High Temperature Ceramics: Materials for Extreme Environment ApplicationsFrom EverandUltra-High Temperature Ceramics: Materials for Extreme Environment ApplicationsWilliam G. FahrenholtzNo ratings yet
- Reviews in Computational ChemistryFrom EverandReviews in Computational ChemistryAbby L. ParrillNo ratings yet
- 1 s2.0 S095965262034974X MainDocument12 pages1 s2.0 S095965262034974X MainfdcarazoNo ratings yet
- Four Laws That Drive The Universe: Peter AtkinsDocument48 pagesFour Laws That Drive The Universe: Peter AtkinsfdcarazoNo ratings yet
- Dual Phase 2014Document31 pagesDual Phase 2014fdcarazoNo ratings yet
- Stored Energy and Structure in Top Down Processed Nanostructured Metals 2009 Scripta MaterialiaDocument6 pagesStored Energy and Structure in Top Down Processed Nanostructured Metals 2009 Scripta MaterialiafdcarazoNo ratings yet
- New Thermomechanical Hot Rolling Schedule For The Processing of High Strength Fine Grained Multiphase SteelsDocument14 pagesNew Thermomechanical Hot Rolling Schedule For The Processing of High Strength Fine Grained Multiphase SteelsfdcarazoNo ratings yet
- Enhanced Structural Refinement by Combining Phase Transformation and Plastic Deformation in SteelsDocument6 pagesEnhanced Structural Refinement by Combining Phase Transformation and Plastic Deformation in SteelsfdcarazoNo ratings yet
- Untitled - Notebook February 18, 2014: Feb 18 4:27 PM Feb 18 4:31 PMDocument4 pagesUntitled - Notebook February 18, 2014: Feb 18 4:27 PM Feb 18 4:31 PMfdcarazoNo ratings yet
- ExcitationDocument12 pagesExcitationDdumbaNo ratings yet
- Minimum and Maximum Voltages: Socorro Lopez Cecs 311 Lab#3 Fall 2013 Due:10/15/13 ID:009162827Document5 pagesMinimum and Maximum Voltages: Socorro Lopez Cecs 311 Lab#3 Fall 2013 Due:10/15/13 ID:009162827marhta lopezNo ratings yet
- AcdDocument3 pagesAcdbansalrNo ratings yet
- A40Document2 pagesA40bbeisslerNo ratings yet
- Topic 4: Heuristic of Process SynthesisDocument28 pagesTopic 4: Heuristic of Process Synthesis伟铭No ratings yet
- Koemmerling Brochure 8 PagesDocument8 pagesKoemmerling Brochure 8 Pagesnasareyan1No ratings yet
- QW 5110Document9 pagesQW 5110AminNo ratings yet
- Region VII-Eastern VisayasDocument4 pagesRegion VII-Eastern VisayasBlazelCarvajalGrimaresNo ratings yet
- 440 V AC Class: CapacitorsDocument2 pages440 V AC Class: CapacitorsIgor PNo ratings yet
- Pheenix Alpha Product Folder AD12 - 4 PagesDocument3 pagesPheenix Alpha Product Folder AD12 - 4 PagesTramuntana FortaNo ratings yet
- Service Bulletin RL-7.2: 18.05.99 Technical Information To All Owners / Operators of Sulzer RL Diesel EnginesDocument20 pagesService Bulletin RL-7.2: 18.05.99 Technical Information To All Owners / Operators of Sulzer RL Diesel Engineszbkt07100% (1)
- Proposal 12 To AlyssaDocument13 pagesProposal 12 To AlyssaMelka NondoNo ratings yet
- Short-Circuit Current Calculation Application For A.C 3 Phase On Marine and Mobile O Ffshore Installations Based On IEC-61363 StandardDocument8 pagesShort-Circuit Current Calculation Application For A.C 3 Phase On Marine and Mobile O Ffshore Installations Based On IEC-61363 StandardrenegadeNo ratings yet
- Presentation of GOFADocument13 pagesPresentation of GOFAKnigh RiderNo ratings yet
- MR E070pDocument12 pagesMR E070pkahwooi88No ratings yet
- A Brief Introduction Into Quantum Gravity and Quantum CosmologyDocument77 pagesA Brief Introduction Into Quantum Gravity and Quantum CosmologyDiluNo ratings yet
- Haldiram Factory: Observations On MEP Design Report & DrawingsDocument6 pagesHaldiram Factory: Observations On MEP Design Report & DrawingsVaibhav SharmaNo ratings yet
- Transformer Testing 8Document1 pageTransformer Testing 8imcoolmailme2No ratings yet
- What Does It Mean by Generalized Theory of Electrical MachinesDocument6 pagesWhat Does It Mean by Generalized Theory of Electrical MachinesboumedienNo ratings yet
- Disassembly-Assembly - Engine - ARRIEL Engine Installation On Helicopter-71-10-00-402Document13 pagesDisassembly-Assembly - Engine - ARRIEL Engine Installation On Helicopter-71-10-00-402SiswadiNo ratings yet
- Advanced Atomic StructureDocument6 pagesAdvanced Atomic Structurek_chilukuriNo ratings yet
- Swingtel Line Card 2016Document2 pagesSwingtel Line Card 2016Anonymous n30qTRQPoINo ratings yet
- Praesentation TBU - Fluidised Bed Combustion - EN PDFDocument32 pagesPraesentation TBU - Fluidised Bed Combustion - EN PDFjamjam1062No ratings yet
- Kosmak Valve - R01 - 2019KW - GBDocument86 pagesKosmak Valve - R01 - 2019KW - GBChandramohan MuruganNo ratings yet
- Applied Energy: Jasim M. Mahdi, Emmanuel C. NsoforDocument12 pagesApplied Energy: Jasim M. Mahdi, Emmanuel C. Nsoforanil_stephenNo ratings yet
- Well Performance SoftwaresDocument3 pagesWell Performance SoftwaresMotaz IbrahimNo ratings yet
- Hi Crush FB Silo To Blender Conveyor TechSheetDocument2 pagesHi Crush FB Silo To Blender Conveyor TechSheetsmithyry2014No ratings yet
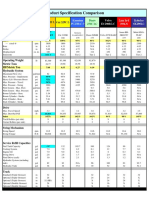
- Product Specification Comparison: Cat 325D L Cat 325C L EngineDocument2 pagesProduct Specification Comparison: Cat 325D L Cat 325C L EngineDANIEL VARGAS RODRIGUEZNo ratings yet
- NP Automation Concept V1 0 Revised by MM07!12!10Document54 pagesNP Automation Concept V1 0 Revised by MM07!12!10PredragMMarkovicNo ratings yet































































































Download as pdf or txt
You might also like
- Assignment 1 ME2820Document5 pagesAssignment 1 ME2820XNo ratings yet
- Fall Protection Survey of RIG 40Document3 pagesFall Protection Survey of RIG 40Kevin Josh Bonales100% (1)
- Solidification Conditions of Gray and White Cast Iron. Part I Theoretical BackgroundDocument24 pagesSolidification Conditions of Gray and White Cast Iron. Part I Theoretical BackgroundPappu PanchalNo ratings yet
- Aalborg Universitet: Shen, Yanfeng Wang, Huai Blaabjerg, Frede Zhao, Hui Long, TengDocument20 pagesAalborg Universitet: Shen, Yanfeng Wang, Huai Blaabjerg, Frede Zhao, Hui Long, TengLeandro GagliardiNo ratings yet
- Research On Heat Exchange in Melting Process: UzbekistanDocument9 pagesResearch On Heat Exchange in Melting Process: UzbekistanSarvar TursunbaevNo ratings yet
- Assignment 1Document5 pagesAssignment 1Miriam NagyNo ratings yet
- 1986effective Thermal Conductivity of A Metal Hydride Bed Augmented With A Copper Wire MatrixDocument9 pages1986effective Thermal Conductivity of A Metal Hydride Bed Augmented With A Copper Wire MatrixKrishna KalikiriNo ratings yet
- Heat Transfer IES GATE IAS 20 Years Question and Answers by S K MondalDocument115 pagesHeat Transfer IES GATE IAS 20 Years Question and Answers by S K Mondalraju100% (1)
- OMAE2013-10135: Numerical Prediction of The Cooling of Burnt Cable For The Prevention of Re-IgnitionDocument6 pagesOMAE2013-10135: Numerical Prediction of The Cooling of Burnt Cable For The Prevention of Re-IgnitionSamo SpontanostNo ratings yet
- Modelling Microstructural and Mechanical Properties of Ferritic Ductile Cast IronDocument9 pagesModelling Microstructural and Mechanical Properties of Ferritic Ductile Cast IronpdonelanNo ratings yet
- Complete Materials and Electrical E1 2021Document7 pagesComplete Materials and Electrical E1 2021Brody CrossNo ratings yet
- 2 Thermal Conductivity of Metal RodDocument10 pages2 Thermal Conductivity of Metal RodMithilesh kumarNo ratings yet
- Exp I Lees Disc ApparatusDocument10 pagesExp I Lees Disc ApparatusvivekNo ratings yet
- A Numerical Strudy For The Estimation of A Convection Heat Transfer Coefficient During A Metallurgical Jominy End QuenchDocument11 pagesA Numerical Strudy For The Estimation of A Convection Heat Transfer Coefficient During A Metallurgical Jominy End QuenchIbnu RasyidNo ratings yet
- Write Up Thermal Conductivity of RodDocument10 pagesWrite Up Thermal Conductivity of RodRutuja DeshmukhNo ratings yet
- Casting-Mold Thermal Contact Heat Transfer During Solidification of Al-Cu-Si Alloy (LM21) Plates in Thick and Thin MoldsDocument6 pagesCasting-Mold Thermal Contact Heat Transfer During Solidification of Al-Cu-Si Alloy (LM21) Plates in Thick and Thin MoldsJinsoo KimNo ratings yet
- Lees Method To Find The Thermal Conductivity.Document4 pagesLees Method To Find The Thermal Conductivity.AWAYS MOHIUDINNo ratings yet
- Multi-Layer Transient Heat Conduction Using Transition Time ScalesDocument11 pagesMulti-Layer Transient Heat Conduction Using Transition Time ScalesGabriel SaavedraNo ratings yet
- Heat Transfer Coe Cient at The Metal Mould Interface in The Unidirectional Solidi®cation of Cu 8%Sn AlloysDocument12 pagesHeat Transfer Coe Cient at The Metal Mould Interface in The Unidirectional Solidi®cation of Cu 8%Sn AlloysSarvan P PNo ratings yet
- Pras Anna Kumar 2013Document7 pagesPras Anna Kumar 2013luis enriqueNo ratings yet
- Measuring Heat Flux To A Porous Burner in MicrogravityDocument8 pagesMeasuring Heat Flux To A Porous Burner in MicrogravityshwqazokmNo ratings yet
- 03 Transmission of Heat Practice ProblemDocument10 pages03 Transmission of Heat Practice ProblemAkash GhoshNo ratings yet
- Engineering Fracture Mechanics: Malte Vögler, Matias Acosta, David R.J. Brandt, Leopoldo Molina-Luna, Kyle G. WebberDocument10 pagesEngineering Fracture Mechanics: Malte Vögler, Matias Acosta, David R.J. Brandt, Leopoldo Molina-Luna, Kyle G. WebberSamah SamahNo ratings yet
- Conduction (Exercise) Module-3Document9 pagesConduction (Exercise) Module-3Raju SinghNo ratings yet
- HW#1Document2 pagesHW#1AbdullahNo ratings yet
- Heat and Mass TransferDocument2 pagesHeat and Mass Transferayansiddiqui7700No ratings yet
- Casting - Solidification.Document3 pagesCasting - Solidification.__Caro26__No ratings yet
- Evaporative Cooling of Water in A Natural Draft Cooling TowerDocument12 pagesEvaporative Cooling of Water in A Natural Draft Cooling TowerSyahrul SandreaNo ratings yet
- 2011object HT22 PDFDocument78 pages2011object HT22 PDFمحمد سالمNo ratings yet
- Gate Questions Bank ME HMTDocument4 pagesGate Questions Bank ME HMTTaanzNo ratings yet
- A Real-Time Mathematical Model For The Two-DimensionalDocument11 pagesA Real-Time Mathematical Model For The Two-DimensionalMatheus Brandão TheodoroNo ratings yet
- Modes of Heat Transfer: O Q (Gate, Ies, Ias)Document7 pagesModes of Heat Transfer: O Q (Gate, Ies, Ias)ankitNo ratings yet
- Critical Cooling Rate On Carbide Precipitation During Quenching of Austenitic Manganese SteelDocument5 pagesCritical Cooling Rate On Carbide Precipitation During Quenching of Austenitic Manganese SteelDavid KingNo ratings yet
- Parametric Study of Thermal Behavior of Thrust Chamber Cooling ChannelsDocument12 pagesParametric Study of Thermal Behavior of Thrust Chamber Cooling ChannelsKarimaNo ratings yet
- Melt - SemiDocument4 pagesMelt - SemiAlmaram AljweherNo ratings yet
- Mathematical Modelling of Steel QuenchingDocument6 pagesMathematical Modelling of Steel Quenchingmanashree02No ratings yet
- Conduction of Heat in Metal-RodDocument9 pagesConduction of Heat in Metal-RodOmkar HaranNo ratings yet
- Application of 3-D Numerical Simulation Software SRIFCAST To Produce Ductile Iron CastingsDocument8 pagesApplication of 3-D Numerical Simulation Software SRIFCAST To Produce Ductile Iron CastingsTalha Nibras AliNo ratings yet
- Heat and Mass Transfer by S K Mondal T&QDocument216 pagesHeat and Mass Transfer by S K Mondal T&Qajaykrishna_9983% (6)
- CFD, A Design Tool For A New Hot Metal Desulfurization TechnologyDocument14 pagesCFD, A Design Tool For A New Hot Metal Desulfurization Technologyjagadish mahataNo ratings yet
- Ansys Simulation of Temperature Distribution in Plate Casting-29983Document5 pagesAnsys Simulation of Temperature Distribution in Plate Casting-29983Manjunath ReddyNo ratings yet
- VLSI Tech 2 FinDocument76 pagesVLSI Tech 2 FinRiya SinghalNo ratings yet
- Thermal Properties of MatterDocument14 pagesThermal Properties of MatterSanghamitra MaithaniNo ratings yet
- Heat Transfer Analysis of Blast Furnace StaveDocument10 pagesHeat Transfer Analysis of Blast Furnace StavemetalmasaNo ratings yet
- Thermal Conductivity of Polyurethane Foams From Room Temperature To 20 KDocument8 pagesThermal Conductivity of Polyurethane Foams From Room Temperature To 20 Kpstedile1234No ratings yet
- Rate of Solidification of Aluminium Casting in Varying Wall Thickness of Cylindrical Metallic MouldsDocument12 pagesRate of Solidification of Aluminium Casting in Varying Wall Thickness of Cylindrical Metallic MouldsIslamElGalyNo ratings yet
- HEAT AND MASS TRANSFER Question Paper 21 22 1Document3 pagesHEAT AND MASS TRANSFER Question Paper 21 22 1malai54215421No ratings yet
- 1991 - Cimm - Heat Flow and Inclusion Behaviour in A Tundish For Slab CastingDocument9 pages1991 - Cimm - Heat Flow and Inclusion Behaviour in A Tundish For Slab CastingAntariksh ThesisNo ratings yet
- 1-s2.0-S223878542032041X-mainDocument8 pages1-s2.0-S223878542032041X-mainwangbei.fightNo ratings yet
- Prediction of Solidification Time During Solidification of Aluminum Base Alloy Castings Cast in CO - Sand MoldDocument13 pagesPrediction of Solidification Time During Solidification of Aluminum Base Alloy Castings Cast in CO - Sand MoldjanakNo ratings yet
- Research On The Pin Fin Efficiency and StructureDocument7 pagesResearch On The Pin Fin Efficiency and StructureBùi Quang GiàuNo ratings yet
- HMT DAVV PracticalDocument21 pagesHMT DAVV PracticalNarendraNo ratings yet
- GMAW Manual ME 374 LabDocument2 pagesGMAW Manual ME 374 LabAjay KotwalNo ratings yet
- Ultra-High Temperature Ceramics: Materials for Extreme Environment ApplicationsFrom EverandUltra-High Temperature Ceramics: Materials for Extreme Environment ApplicationsWilliam G. FahrenholtzNo ratings yet
- Reviews in Computational ChemistryFrom EverandReviews in Computational ChemistryAbby L. ParrillNo ratings yet
- 1 s2.0 S095965262034974X MainDocument12 pages1 s2.0 S095965262034974X MainfdcarazoNo ratings yet
- Four Laws That Drive The Universe: Peter AtkinsDocument48 pagesFour Laws That Drive The Universe: Peter AtkinsfdcarazoNo ratings yet
- Dual Phase 2014Document31 pagesDual Phase 2014fdcarazoNo ratings yet
- Stored Energy and Structure in Top Down Processed Nanostructured Metals 2009 Scripta MaterialiaDocument6 pagesStored Energy and Structure in Top Down Processed Nanostructured Metals 2009 Scripta MaterialiafdcarazoNo ratings yet
- New Thermomechanical Hot Rolling Schedule For The Processing of High Strength Fine Grained Multiphase SteelsDocument14 pagesNew Thermomechanical Hot Rolling Schedule For The Processing of High Strength Fine Grained Multiphase SteelsfdcarazoNo ratings yet
- Enhanced Structural Refinement by Combining Phase Transformation and Plastic Deformation in SteelsDocument6 pagesEnhanced Structural Refinement by Combining Phase Transformation and Plastic Deformation in SteelsfdcarazoNo ratings yet
- Untitled - Notebook February 18, 2014: Feb 18 4:27 PM Feb 18 4:31 PMDocument4 pagesUntitled - Notebook February 18, 2014: Feb 18 4:27 PM Feb 18 4:31 PMfdcarazoNo ratings yet
- ExcitationDocument12 pagesExcitationDdumbaNo ratings yet
- Minimum and Maximum Voltages: Socorro Lopez Cecs 311 Lab#3 Fall 2013 Due:10/15/13 ID:009162827Document5 pagesMinimum and Maximum Voltages: Socorro Lopez Cecs 311 Lab#3 Fall 2013 Due:10/15/13 ID:009162827marhta lopezNo ratings yet
- AcdDocument3 pagesAcdbansalrNo ratings yet
- A40Document2 pagesA40bbeisslerNo ratings yet
- Topic 4: Heuristic of Process SynthesisDocument28 pagesTopic 4: Heuristic of Process Synthesis伟铭No ratings yet
- Koemmerling Brochure 8 PagesDocument8 pagesKoemmerling Brochure 8 Pagesnasareyan1No ratings yet
- QW 5110Document9 pagesQW 5110AminNo ratings yet
- Region VII-Eastern VisayasDocument4 pagesRegion VII-Eastern VisayasBlazelCarvajalGrimaresNo ratings yet
- 440 V AC Class: CapacitorsDocument2 pages440 V AC Class: CapacitorsIgor PNo ratings yet
- Pheenix Alpha Product Folder AD12 - 4 PagesDocument3 pagesPheenix Alpha Product Folder AD12 - 4 PagesTramuntana FortaNo ratings yet
- Service Bulletin RL-7.2: 18.05.99 Technical Information To All Owners / Operators of Sulzer RL Diesel EnginesDocument20 pagesService Bulletin RL-7.2: 18.05.99 Technical Information To All Owners / Operators of Sulzer RL Diesel Engineszbkt07100% (1)
- Proposal 12 To AlyssaDocument13 pagesProposal 12 To AlyssaMelka NondoNo ratings yet
- Short-Circuit Current Calculation Application For A.C 3 Phase On Marine and Mobile O Ffshore Installations Based On IEC-61363 StandardDocument8 pagesShort-Circuit Current Calculation Application For A.C 3 Phase On Marine and Mobile O Ffshore Installations Based On IEC-61363 StandardrenegadeNo ratings yet
- Presentation of GOFADocument13 pagesPresentation of GOFAKnigh RiderNo ratings yet
- MR E070pDocument12 pagesMR E070pkahwooi88No ratings yet
- A Brief Introduction Into Quantum Gravity and Quantum CosmologyDocument77 pagesA Brief Introduction Into Quantum Gravity and Quantum CosmologyDiluNo ratings yet
- Haldiram Factory: Observations On MEP Design Report & DrawingsDocument6 pagesHaldiram Factory: Observations On MEP Design Report & DrawingsVaibhav SharmaNo ratings yet
- Transformer Testing 8Document1 pageTransformer Testing 8imcoolmailme2No ratings yet
- What Does It Mean by Generalized Theory of Electrical MachinesDocument6 pagesWhat Does It Mean by Generalized Theory of Electrical MachinesboumedienNo ratings yet
- Disassembly-Assembly - Engine - ARRIEL Engine Installation On Helicopter-71-10-00-402Document13 pagesDisassembly-Assembly - Engine - ARRIEL Engine Installation On Helicopter-71-10-00-402SiswadiNo ratings yet
- Advanced Atomic StructureDocument6 pagesAdvanced Atomic Structurek_chilukuriNo ratings yet
- Swingtel Line Card 2016Document2 pagesSwingtel Line Card 2016Anonymous n30qTRQPoINo ratings yet
- Praesentation TBU - Fluidised Bed Combustion - EN PDFDocument32 pagesPraesentation TBU - Fluidised Bed Combustion - EN PDFjamjam1062No ratings yet
- Kosmak Valve - R01 - 2019KW - GBDocument86 pagesKosmak Valve - R01 - 2019KW - GBChandramohan MuruganNo ratings yet
- Applied Energy: Jasim M. Mahdi, Emmanuel C. NsoforDocument12 pagesApplied Energy: Jasim M. Mahdi, Emmanuel C. Nsoforanil_stephenNo ratings yet
- Well Performance SoftwaresDocument3 pagesWell Performance SoftwaresMotaz IbrahimNo ratings yet
- Hi Crush FB Silo To Blender Conveyor TechSheetDocument2 pagesHi Crush FB Silo To Blender Conveyor TechSheetsmithyry2014No ratings yet
- Product Specification Comparison: Cat 325D L Cat 325C L EngineDocument2 pagesProduct Specification Comparison: Cat 325D L Cat 325C L EngineDANIEL VARGAS RODRIGUEZNo ratings yet
- NP Automation Concept V1 0 Revised by MM07!12!10Document54 pagesNP Automation Concept V1 0 Revised by MM07!12!10PredragMMarkovicNo ratings yet