Download as pdf or txt
You might also like
- Dubai Unlimited & G+12 DM ExamDocument16 pagesDubai Unlimited & G+12 DM ExamJett Aglipay88% (16)
- Böhler Welding CalcDocument2 pagesBöhler Welding CalcMOHAN0% (1)
- Lab Safety WorksheetDocument2 pagesLab Safety WorksheetTcer Odah25% (4)
- BS 8666 2005 Shape Codes2Document7 pagesBS 8666 2005 Shape Codes2Elisha WankogereNo ratings yet
- Cable Reels (With Fixing Flange) : Random Wrap - DimensionsDocument1 pageCable Reels (With Fixing Flange) : Random Wrap - DimensionsGrumetcomNo ratings yet
- NonPre Hex 4.6 Bolts Eurocode3 1 - 27 - 2020Document8 pagesNonPre Hex 4.6 Bolts Eurocode3 1 - 27 - 2020Alden CayagaNo ratings yet
- C09 KFB e PDFDocument1 pageC09 KFB e PDFAbdulNo ratings yet
- Electromagnetic Two Disc, Spring Set BrakeDocument1 pageElectromagnetic Two Disc, Spring Set BrakeAnonymous Ts0uMLFOJNo ratings yet
- Ball Valve 375 Datasheet EnglishDocument4 pagesBall Valve 375 Datasheet EnglishElleuch HaithemNo ratings yet
- Meivalvole SerieCD ENG 20150212Document4 pagesMeivalvole SerieCD ENG 20150212Marine CaptainNo ratings yet
- Chapter 10. Piping WorkDocument29 pagesChapter 10. Piping WorkSastra Winata100% (1)
- Optibelt VB Length RangeDocument8 pagesOptibelt VB Length RangetiberiuNo ratings yet
- Prestressing Thread Steel BarDocument3 pagesPrestressing Thread Steel BarIsmantoTaufikNo ratings yet
- (MM) (Nos) Total KG (MM) (Nos) Total KG KG / PC KG / PC: HMG / Ministry of Local DevelopmentDocument1 page(MM) (Nos) Total KG (MM) (Nos) Total KG KG / PC KG / PC: HMG / Ministry of Local DevelopmentRanjit Kumar ShahNo ratings yet
- Conectores PDFDocument6 pagesConectores PDFCristiana FelicianoNo ratings yet
- Cinetech Part Number SystemDocument7 pagesCinetech Part Number Systemjghjkhgkh87No ratings yet
- Conveyor Chains For Demanding ApplicationsDocument24 pagesConveyor Chains For Demanding Applicationsnum0067No ratings yet
- Victaulic Vic-Flange Adapters Styles 741 and 743: 1.0 Product DescriptionDocument14 pagesVictaulic Vic-Flange Adapters Styles 741 and 743: 1.0 Product Descriptiongabriel_127971761No ratings yet
- Unlimited & G+12 DM Exam-Revision-03 - 230901 - 154530Document19 pagesUnlimited & G+12 DM Exam-Revision-03 - 230901 - 154530Ali403No ratings yet
- Unlimited & G+12 DM Exam-Revision-03Document19 pagesUnlimited & G+12 DM Exam-Revision-03Ali403No ratings yet
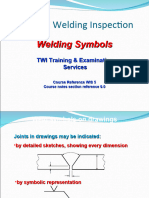
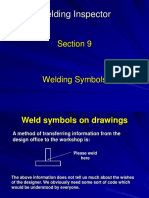
- 9 Welding SymbolsDocument41 pages9 Welding SymbolsPraviBeetlesNo ratings yet
- Clearance SheetDocument3 pagesClearance SheetPunjab LahoreNo ratings yet
- Excerpts - 595 808v8 E 12 13Document2 pagesExcerpts - 595 808v8 E 12 13vargabmateNo ratings yet
- Iso TC 67 - SC 4Document1 pageIso TC 67 - SC 4Luis Camas HernandezNo ratings yet
- Sole PlatesDocument12 pagesSole Platesjonodo89No ratings yet
- VS 07.80 16563 RevBDocument7 pagesVS 07.80 16563 RevBLuis Silva NavarroNo ratings yet
- Anchor BoltDocument18 pagesAnchor BoltDa WongNo ratings yet
- NonPre Hex 8.8 Nonpreloaded88hex S275 BS5950 UK 15 - 06 - 2021Document5 pagesNonPre Hex 8.8 Nonpreloaded88hex S275 BS5950 UK 15 - 06 - 2021yasser elnessaryNo ratings yet
- Welding ProcDocument48 pagesWelding ProcJulioNo ratings yet
- Swing Check Valve Series 712: 1.0 Product DescriptionDocument5 pagesSwing Check Valve Series 712: 1.0 Product DescriptionKrausserRudolfNo ratings yet
- Unit-4 Rivnit-4 RivitntsDocument20 pagesUnit-4 Rivnit-4 RivitntsDamaso XivNo ratings yet
- TIES - PARDOS BLOCK - 04 AamirDocument2 pagesTIES - PARDOS BLOCK - 04 AamirAamir SuhailNo ratings yet
- Spigot & Socket Pipes: Product RangeDocument8 pagesSpigot & Socket Pipes: Product RangefaheemquestNo ratings yet
- Typical Sketch of Shear Connections With Angle Cleat (Beam To Beam)Document26 pagesTypical Sketch of Shear Connections With Angle Cleat (Beam To Beam)NirajNo ratings yet
- 5010 Dismatling Joints Edition3 En0607Document3 pages5010 Dismatling Joints Edition3 En0607AhmedRamadan100% (1)
- EN 1092 1 FlangesDocument29 pagesEN 1092 1 FlangesTungNo ratings yet
- Chapter 10 - Development LengthDocument7 pagesChapter 10 - Development LengthVincent Nava100% (1)
- LS 492-07 EN 2.0 0900412a8003df7dDocument2 pagesLS 492-07 EN 2.0 0900412a8003df7drony16novNo ratings yet
- Connections 1 - Ch.2 Bolts Notes (48-93)Document18 pagesConnections 1 - Ch.2 Bolts Notes (48-93)travis8zimmermannNo ratings yet
- Catalog Mech - (Y-STRAINER)Document1 pageCatalog Mech - (Y-STRAINER)sourav samadderNo ratings yet
- Metric DIN 609 SpecDocument4 pagesMetric DIN 609 SpecCAT MINING SHOVELNo ratings yet
- Bandes Sika PVCDocument4 pagesBandes Sika PVCyazid BankaiNo ratings yet
- 2009 Catalogue: Conveyor BeltingDocument25 pages2009 Catalogue: Conveyor BeltingSaswita SaktiNo ratings yet
- Sheetpile Handbook Ch6Document39 pagesSheetpile Handbook Ch6milan_popovic_2No ratings yet
- BBBarBrochure - 2011 05 30 PDFDocument7 pagesBBBarBrochure - 2011 05 30 PDFKS LeeNo ratings yet
- Anchor Bolt: S. No. Bolt Description Qty. AB Dia. (D) Verticle Length (H) Thread (T)Document31 pagesAnchor Bolt: S. No. Bolt Description Qty. AB Dia. (D) Verticle Length (H) Thread (T)Sudhanshu PalNo ratings yet
- Style 841Document7 pagesStyle 841Ummes AhmedNo ratings yet
- Jis B2001 (1987)Document8 pagesJis B2001 (1987)adprimNo ratings yet
- Ch8. Welding Symbols PDFDocument66 pagesCh8. Welding Symbols PDFMEHMET SIDDIK TEKDEMİRNo ratings yet
- Filter Mounting Bank: For Particulate or Activated Carbon FiltersDocument6 pagesFilter Mounting Bank: For Particulate or Activated Carbon FilterskkkhattabbbNo ratings yet
- COP Structural Steel 2021 - Design Curves For Bending StrengthDocument7 pagesCOP Structural Steel 2021 - Design Curves For Bending StrengthSK ChauNo ratings yet
- Line Post Insulators Type R-ETDocument6 pagesLine Post Insulators Type R-ETJovan SajovNo ratings yet
- Philippine Agricultural Engineering Standard PAES 301: 2000Document20 pagesPhilippine Agricultural Engineering Standard PAES 301: 2000Mae AsuncionNo ratings yet
- 9 Welding SymbolsDocument53 pages9 Welding SymbolsJawed AkhterNo ratings yet
- 3 Design of I5 As RCDocument12 pages3 Design of I5 As RCRaphael KennethNo ratings yet
- Ballscrew Product Specifications 13 14Document2 pagesBallscrew Product Specifications 13 14harryNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Missalette FINAL PDFDocument32 pagesMissalette FINAL PDFJohnpaul MenchavezNo ratings yet
- Mass Transfer FormulaeDocument9 pagesMass Transfer FormulaeMarisa KirisameNo ratings yet
- THE ESSENCE OF TRUE WorshipDocument2 pagesTHE ESSENCE OF TRUE WorshipErwin Mark PobleteNo ratings yet
- Unstructured Data ClassificationDocument2 pagesUnstructured Data ClassificationAyush GargNo ratings yet
- Bryce Boerste - Personal College Essay - Draft 2Document3 pagesBryce Boerste - Personal College Essay - Draft 2api-492128881No ratings yet
- 15 Internship Learning OutcomesDocument4 pages15 Internship Learning OutcomesAssia KensoussiNo ratings yet
- Boa Tos Auditing.Document4 pagesBoa Tos Auditing.Mr. CopernicusNo ratings yet
- PV Inverter: SUNNY MINI CENTRAL 9000TL / 10000TL / 11000TL With Reactive Power ControlDocument96 pagesPV Inverter: SUNNY MINI CENTRAL 9000TL / 10000TL / 11000TL With Reactive Power ControlIonut Robert BalasoiuNo ratings yet
- SCADA System PDFDocument420 pagesSCADA System PDFbambang_gastomoNo ratings yet
- The Bhagavad-Gita, With The Commentary of Sri Sankaracharya (1901)Document370 pagesThe Bhagavad-Gita, With The Commentary of Sri Sankaracharya (1901)My-RavenNo ratings yet
- HP ZBOOK 17 QUICKSPECS c04111344Document45 pagesHP ZBOOK 17 QUICKSPECS c04111344hutz5000No ratings yet
- Marketing Internship ReportDocument32 pagesMarketing Internship ReportParveshNo ratings yet
- MSDSDocument6 pagesMSDSMuhammad Iqbal NiyaziNo ratings yet
- Leadership by Dr. Arpita KaulDocument65 pagesLeadership by Dr. Arpita KaulArpita KaulNo ratings yet
- Viichy France and The Resistance Culture & IdeologyDocument301 pagesViichy France and The Resistance Culture & IdeologyandybgNo ratings yet
- FlowDocument8 pagesFlowAnasBahariNo ratings yet
- Sample 70 - 2Document7 pagesSample 70 - 2Mikhael MangopoNo ratings yet
- Rail Movement Joints: Products DilatationenDocument0 pagesRail Movement Joints: Products DilatationenmarkicivanNo ratings yet
- Rohit K ADocument13 pagesRohit K Awlv rajNo ratings yet
- About Querying The RMAN MetadataDocument26 pagesAbout Querying The RMAN MetadatautpalbasakNo ratings yet
- Pure EnergyDocument5 pagesPure EnergyRaj ChaurasiaNo ratings yet
- Analyzing The Internal Environment of The FirmDocument7 pagesAnalyzing The Internal Environment of The FirmRegine Balaan Anua100% (1)
- BF SheetDocument4 pagesBF SheetSudhakar JainNo ratings yet
- CNS Depressants TametaDocument29 pagesCNS Depressants TametaJhareinne GardeNo ratings yet
- Presented by Aliza Zaina: Usman Rafique PHD (Education) 03007573057Document31 pagesPresented by Aliza Zaina: Usman Rafique PHD (Education) 03007573057Islam Din RahimoonNo ratings yet
- Hys U14 and Above Coaching Player Development CurriculumDocument15 pagesHys U14 and Above Coaching Player Development CurriculumBogdan OpreaNo ratings yet
- Taski Go: The Essence of Simple Design & FunctionDocument2 pagesTaski Go: The Essence of Simple Design & FunctionZeljko MatkovicNo ratings yet
- Annual Procurement Plan-AppDocument6 pagesAnnual Procurement Plan-AppJonas MapacpacNo ratings yet
- 22 10691 - BPSU CAT Confirmation SlipDocument1 page22 10691 - BPSU CAT Confirmation SlipJoryan VenturaNo ratings yet