
Technology Manual Ps Cnc-V0
Technology Manual Ps Cnc-V0
You might also like
- B2 Atlantic Yards Skanska PresentationDocument22 pagesB2 Atlantic Yards Skanska PresentationNorman OderNo ratings yet
- Electromagnetic Pulse (Emp) GunDocument13 pagesElectromagnetic Pulse (Emp) Gunrajmudgal100% (3)
- Tiling PDFDocument2 pagesTiling PDFglen100% (2)
- O&M Manual For FCUDocument30 pagesO&M Manual For FCUBeatrice Li50% (2)
- Lec4 - Machining Equipment - PRE 314Document27 pagesLec4 - Machining Equipment - PRE 314Mahmoud EldesoukiNo ratings yet
- Micro-Fabrication by ECM and DepositionDocument42 pagesMicro-Fabrication by ECM and DepositionAjay SwainNo ratings yet
- Thermal Simulation Techniques For Nano Transistors: Ken GoodsonDocument41 pagesThermal Simulation Techniques For Nano Transistors: Ken GoodsonSwapnil BhuratNo ratings yet
- Catalogo Electromagnetic FlowmeterDocument28 pagesCatalogo Electromagnetic FlowmeterM. Noor Khafit0% (1)
- IRM8601Document9 pagesIRM8601Oprina MonicaNo ratings yet
- 21 Toma EmanoilDocument6 pages21 Toma EmanoilFredy Peñafiel PazNo ratings yet
- SMPSDocument46 pagesSMPSNimsiri AbhayasingheNo ratings yet
- Electric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorDocument40 pagesElectric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorSrinivasanNo ratings yet
- EDM ManualDocument11 pagesEDM ManualAdnan AnsariNo ratings yet
- EBMDocument6 pagesEBManeesh19inNo ratings yet
- Optimization of Process Parameter of Die Sinking EDM For Machining of SS316H Using Taguchi L9 ApproachDocument12 pagesOptimization of Process Parameter of Die Sinking EDM For Machining of SS316H Using Taguchi L9 ApproachIJRASETPublicationsNo ratings yet
- Lecture Slides - AMP - T2Document13 pagesLecture Slides - AMP - T2Roodrapratap Singh Parihar100% (1)
- Basic Electronics Lab: Dr. Devlina Adhikari PHD (Iit Kharagpur) Assistant Professor, IctDocument45 pagesBasic Electronics Lab: Dr. Devlina Adhikari PHD (Iit Kharagpur) Assistant Professor, IctYash BhavaniNo ratings yet
- Electro-Discharge Machining (EDM) - Industrial EngineeringDocument24 pagesElectro-Discharge Machining (EDM) - Industrial EngineeringshahadNo ratings yet
- A Study On The Effect of Pulse Rising and Falling Time On Amorphous Oxide Semiconductor Transistors in Driver CircuitsDocument4 pagesA Study On The Effect of Pulse Rising and Falling Time On Amorphous Oxide Semiconductor Transistors in Driver CircuitsKunal JoshiNo ratings yet
- Ultrasonic and Electric Discharge Machining To Deep and Small Hole On Titanium AlloyDocument6 pagesUltrasonic and Electric Discharge Machining To Deep and Small Hole On Titanium AlloysatishmaanNo ratings yet
- Instruction Manual of EDM MachineDocument18 pagesInstruction Manual of EDM MachineJanak ValakiNo ratings yet
- Unit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Document26 pagesUnit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Abhishek KumarNo ratings yet
- Electric Discharge Machining: DR - Ufaith H. Qadiri Associate Professor Mechanical EngineeringDocument26 pagesElectric Discharge Machining: DR - Ufaith H. Qadiri Associate Professor Mechanical EngineeringNandam HarshithNo ratings yet
- Relay and HV Lab-ManualDocument38 pagesRelay and HV Lab-ManualBhavik PrajapatiNo ratings yet
- Flyback Converter Design and SimulationDocument11 pagesFlyback Converter Design and SimulationSATHYA GUNANo ratings yet
- Unit 5 - Pcc-Me-304 - Manufacturing TechnologyDocument62 pagesUnit 5 - Pcc-Me-304 - Manufacturing TechnologyANANYA SINGHNo ratings yet
- Optimization of Various Machining Parameters of Electrical Discharge Machining (EDM) Process On AISI D2 Tool Steel Using Hybrid Optimization MethodDocument9 pagesOptimization of Various Machining Parameters of Electrical Discharge Machining (EDM) Process On AISI D2 Tool Steel Using Hybrid Optimization MethodInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Everlight Electronics Co., LTDDocument8 pagesEverlight Electronics Co., LTDjoelpalzaNo ratings yet
- A Review Paper On (EDM) Electrical Discharge MachiningDocument3 pagesA Review Paper On (EDM) Electrical Discharge MachiningVishal Kumar JaiswalNo ratings yet
- Edm PDFDocument32 pagesEdm PDFPrashantJangidNo ratings yet
- Assignment 2 (Praful Rawat 160970104033)Document5 pagesAssignment 2 (Praful Rawat 160970104033)as hgfNo ratings yet
- IMPATT Diode: Name:-Tuhin Dutta Stream: - ECE Roll: 1011Document16 pagesIMPATT Diode: Name:-Tuhin Dutta Stream: - ECE Roll: 1011Nava KrishnanNo ratings yet
- Electrical Discharge Machining: Dr. Kuppan P VIT UniversityDocument46 pagesElectrical Discharge Machining: Dr. Kuppan P VIT UniversityAbid YusufNo ratings yet
- BH CurveDocument12 pagesBH CurvemohamedNo ratings yet
- Department of Electrical Engineering, M N National Institute of Technology, Allahabad, INDIADocument21 pagesDepartment of Electrical Engineering, M N National Institute of Technology, Allahabad, INDIAGaurang GuptaNo ratings yet
- IMPATT Diode: Name:-Tarun Kumar AP, ECE DeptDocument16 pagesIMPATT Diode: Name:-Tarun Kumar AP, ECE DeptDr-Tarun ParasharNo ratings yet
- Investigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachDocument6 pagesInvestigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachPujara ManishNo ratings yet
- A Review of Electrochemical Macro To MicDocument16 pagesA Review of Electrochemical Macro To MicGaby AlvarezNo ratings yet
- Non-Traditional Machining - IiiDocument54 pagesNon-Traditional Machining - IiiRashida BegumNo ratings yet
- White Paper - Saw Filter 2018Document16 pagesWhite Paper - Saw Filter 2018NHẬT BÙI ĐOÀN MINHNo ratings yet
- Design and Construction of Wireless Power Transfer System Charging Multiple DevicesDocument7 pagesDesign and Construction of Wireless Power Transfer System Charging Multiple DevicesInternational Journal of Innovative Science and Research Technology100% (1)
- Linear Technology Magazine Circuit Collection1 PDFDocument16 pagesLinear Technology Magazine Circuit Collection1 PDFArun GuptaNo ratings yet
- Zero Voltage Switching ConvertersDocument8 pagesZero Voltage Switching ConvertersIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Experiment No. 01: Operation of Welding Plant Using Transformer 1.1 Learning ObjectiveDocument6 pagesExperiment No. 01: Operation of Welding Plant Using Transformer 1.1 Learning ObjectivePS NNo ratings yet
- 39 Non Conventional MachiningDocument15 pages39 Non Conventional MachiningPRASAD326100% (2)
- Stuart1 150Document6 pagesStuart1 150Rafael PiccoNo ratings yet
- InverterDocument46 pagesInverterGpc JaisalmerNo ratings yet
- Micro Slit Machining Using Electro-Discharge Machining With A Modified Rotary Disk Electrode (RDE)Document6 pagesMicro Slit Machining Using Electro-Discharge Machining With A Modified Rotary Disk Electrode (RDE)ENRIQUE RAMOSNo ratings yet
- Small Power SMP Based TOPSwitchDocument4 pagesSmall Power SMP Based TOPSwitchBunk WahisbullahNo ratings yet
- Experiment 4 PDFDocument7 pagesExperiment 4 PDFRegar EfendiNo ratings yet
- EDMDocument34 pagesEDMHrishikeshNo ratings yet
- Performance EMI Fi Lter: 1-Phase Fi LtersDocument3 pagesPerformance EMI Fi Lter: 1-Phase Fi LtersDwiAGUNG Management 2No ratings yet
- Spread-Spectrum Clocking in Switching Regulators FDocument7 pagesSpread-Spectrum Clocking in Switching Regulators FHind EL HAFIDINo ratings yet
- Clap Controo ADocument19 pagesClap Controo Aabhaypatel89807No ratings yet
- Vlsi Design & TechnolgyDocument60 pagesVlsi Design & TechnolgyDimple GalaNo ratings yet
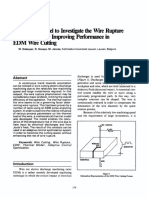
- Thermal Model To Investigate The Wire RuptureDocument12 pagesThermal Model To Investigate The Wire RuptureThi Phuong Thanh LeNo ratings yet
- Spring 1Document14 pagesSpring 1Nandish BharadwajNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Organic Light-Emitting Transistors: Towards the Next Generation Display TechnologyFrom EverandOrganic Light-Emitting Transistors: Towards the Next Generation Display TechnologyNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Rating: 2.5 out of 5 stars2.5/5 (3)
- Electromagnetic Compatibility (EMC) Design and Test Case AnalysisFrom EverandElectromagnetic Compatibility (EMC) Design and Test Case AnalysisNo ratings yet
- O/P - Led R3 VCC VCC - Led 12V 470ohms 12VDocument1 pageO/P - Led R3 VCC VCC - Led 12V 470ohms 12VrajkumaressNo ratings yet
- GATE Cutoff Mark 36 PDFDocument3 pagesGATE Cutoff Mark 36 PDFrajkumaressNo ratings yet
- Reprinted From Bussiness Inn Journal, Vol 20, No. 1, PP 28-30, 1999Document3 pagesReprinted From Bussiness Inn Journal, Vol 20, No. 1, PP 28-30, 1999rajkumaressNo ratings yet
- Finite Element AnalysisDocument4 pagesFinite Element AnalysisrajkumaressNo ratings yet
- Eurme 602 PDFDocument3 pagesEurme 602 PDFrajkumaressNo ratings yet
- Btech Counseling 2017 WebDocument1 pageBtech Counseling 2017 WebrajkumaressNo ratings yet
- Amount in WordDocument2 pagesAmount in WordrajkumaressNo ratings yet
- Organizers: Four Members Per Team Maps: Backlot, Crash, Ambush, Crossfire, Count Down, BlocDocument2 pagesOrganizers: Four Members Per Team Maps: Backlot, Crash, Ambush, Crossfire, Count Down, BlocrajkumaressNo ratings yet
- 15+15W Dual Bridge Amplifier: Technology Bi20IiDocument9 pages15+15W Dual Bridge Amplifier: Technology Bi20IirajkumaressNo ratings yet
- Hydraulic Fluid: CounterweightDocument3 pagesHydraulic Fluid: CounterweightrajkumaressNo ratings yet
- Internship ProgramDocument9 pagesInternship ProgramrajkumaressNo ratings yet
- A867-03 (2013) Standard Specification For Iron-Silicon Relay SteelsDocument4 pagesA867-03 (2013) Standard Specification For Iron-Silicon Relay SteelsdcardonasterNo ratings yet
- New Staff Training Mech. Eng - DanielDocument2 pagesNew Staff Training Mech. Eng - DanielDaniel Garnando KristianNo ratings yet
- OPM Planning Setup TrainingDocument17 pagesOPM Planning Setup TrainingDheeraj ThapaNo ratings yet
- Sonatrach: Project SpecificationDocument12 pagesSonatrach: Project SpecificationAliZenatiNo ratings yet
- Glakes LSCM PGPWM TestDocument5 pagesGlakes LSCM PGPWM TestOwais ShaikhNo ratings yet
- Ethylene Glycol Merck Cod 100949 PDFDocument2 pagesEthylene Glycol Merck Cod 100949 PDFCorina StanculescuNo ratings yet
- Company Profile Pt. Adhi Daya Energi RevDocument16 pagesCompany Profile Pt. Adhi Daya Energi RevKholer Burgman100% (1)
- Tersine PDFDocument118 pagesTersine PDFPhani Deep100% (1)
- Cast Aluminum BrochureDocument2 pagesCast Aluminum BrochureRomanCHubaNo ratings yet
- Chapter 1.1 Introduction To Distribution ManagementDocument25 pagesChapter 1.1 Introduction To Distribution Management有川静寂No ratings yet
- 2b Recycle PresentationDocument13 pages2b Recycle Presentationapi-307860467No ratings yet
- Alameda County CUPA Inspection of Oakland Hazardous FacilityDocument47 pagesAlameda County CUPA Inspection of Oakland Hazardous FacilitydarwinbondgrahamNo ratings yet
- Smelting GoldDocument2 pagesSmelting Gold69afreak69100% (1)
- 283630Document165 pages283630Priya Priya100% (1)
- 10 5923 J Ajps 20160601 01Document11 pages10 5923 J Ajps 20160601 01Anonymous pyYutzGNo ratings yet
- Material Data Sheet: Material Number Country DesignationsDocument29 pagesMaterial Data Sheet: Material Number Country Designationsdandan29No ratings yet
- Manufacturing Engineering and TechnologDocument17 pagesManufacturing Engineering and TechnologGilank GunawanNo ratings yet
- PAQUES - Anaerobic Effluent Treatment Pulp & PaperDocument53 pagesPAQUES - Anaerobic Effluent Treatment Pulp & PaperSaevuddin OrTegaNo ratings yet
- Tim KenDocument70 pagesTim Kensesadi100% (2)
- CPM BrochureDocument4 pagesCPM BrochureAlexandru IonescuNo ratings yet
- AGC Catalogus Part 1Document8 pagesAGC Catalogus Part 1Gersom WurstenNo ratings yet
- Senior Packaging Engineer Automotive in Charlotte NC Resume Stephen Mark ColstonDocument2 pagesSenior Packaging Engineer Automotive in Charlotte NC Resume Stephen Mark ColstonStephenMarkColstonNo ratings yet
- Offshore Vs Reshore Wrestling Match Wearing You Out Northwire's Here To HelpDocument3 pagesOffshore Vs Reshore Wrestling Match Wearing You Out Northwire's Here To HelpBrandographyNo ratings yet
- Inventory MGMTDocument155 pagesInventory MGMTogu100% (2)
- Handbook For Penetrant Test Panels - Jan 15 - EnglishDocument4 pagesHandbook For Penetrant Test Panels - Jan 15 - EnglishLuqman Osman100% (1)
- Group 7 - Excel Solution For 7 QuestionsDocument8 pagesGroup 7 - Excel Solution For 7 QuestionsJESWIN BENNY 1928517No ratings yet
- Karla Overseas PVTDocument5 pagesKarla Overseas PVTJagadish Jaya RamNo ratings yet

































































































Download as pdf or txt
You might also like
- B2 Atlantic Yards Skanska PresentationDocument22 pagesB2 Atlantic Yards Skanska PresentationNorman OderNo ratings yet
- Electromagnetic Pulse (Emp) GunDocument13 pagesElectromagnetic Pulse (Emp) Gunrajmudgal100% (3)
- Tiling PDFDocument2 pagesTiling PDFglen100% (2)
- O&M Manual For FCUDocument30 pagesO&M Manual For FCUBeatrice Li50% (2)
- Lec4 - Machining Equipment - PRE 314Document27 pagesLec4 - Machining Equipment - PRE 314Mahmoud EldesoukiNo ratings yet
- Micro-Fabrication by ECM and DepositionDocument42 pagesMicro-Fabrication by ECM and DepositionAjay SwainNo ratings yet
- Thermal Simulation Techniques For Nano Transistors: Ken GoodsonDocument41 pagesThermal Simulation Techniques For Nano Transistors: Ken GoodsonSwapnil BhuratNo ratings yet
- Catalogo Electromagnetic FlowmeterDocument28 pagesCatalogo Electromagnetic FlowmeterM. Noor Khafit0% (1)
- IRM8601Document9 pagesIRM8601Oprina MonicaNo ratings yet
- 21 Toma EmanoilDocument6 pages21 Toma EmanoilFredy Peñafiel PazNo ratings yet
- SMPSDocument46 pagesSMPSNimsiri AbhayasingheNo ratings yet
- Electric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorDocument40 pagesElectric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorSrinivasanNo ratings yet
- EDM ManualDocument11 pagesEDM ManualAdnan AnsariNo ratings yet
- EBMDocument6 pagesEBManeesh19inNo ratings yet
- Optimization of Process Parameter of Die Sinking EDM For Machining of SS316H Using Taguchi L9 ApproachDocument12 pagesOptimization of Process Parameter of Die Sinking EDM For Machining of SS316H Using Taguchi L9 ApproachIJRASETPublicationsNo ratings yet
- Lecture Slides - AMP - T2Document13 pagesLecture Slides - AMP - T2Roodrapratap Singh Parihar100% (1)
- Basic Electronics Lab: Dr. Devlina Adhikari PHD (Iit Kharagpur) Assistant Professor, IctDocument45 pagesBasic Electronics Lab: Dr. Devlina Adhikari PHD (Iit Kharagpur) Assistant Professor, IctYash BhavaniNo ratings yet
- Electro-Discharge Machining (EDM) - Industrial EngineeringDocument24 pagesElectro-Discharge Machining (EDM) - Industrial EngineeringshahadNo ratings yet
- A Study On The Effect of Pulse Rising and Falling Time On Amorphous Oxide Semiconductor Transistors in Driver CircuitsDocument4 pagesA Study On The Effect of Pulse Rising and Falling Time On Amorphous Oxide Semiconductor Transistors in Driver CircuitsKunal JoshiNo ratings yet
- Ultrasonic and Electric Discharge Machining To Deep and Small Hole On Titanium AlloyDocument6 pagesUltrasonic and Electric Discharge Machining To Deep and Small Hole On Titanium AlloysatishmaanNo ratings yet
- Instruction Manual of EDM MachineDocument18 pagesInstruction Manual of EDM MachineJanak ValakiNo ratings yet
- Unit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Document26 pagesUnit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Abhishek KumarNo ratings yet
- Electric Discharge Machining: DR - Ufaith H. Qadiri Associate Professor Mechanical EngineeringDocument26 pagesElectric Discharge Machining: DR - Ufaith H. Qadiri Associate Professor Mechanical EngineeringNandam HarshithNo ratings yet
- Relay and HV Lab-ManualDocument38 pagesRelay and HV Lab-ManualBhavik PrajapatiNo ratings yet
- Flyback Converter Design and SimulationDocument11 pagesFlyback Converter Design and SimulationSATHYA GUNANo ratings yet
- Unit 5 - Pcc-Me-304 - Manufacturing TechnologyDocument62 pagesUnit 5 - Pcc-Me-304 - Manufacturing TechnologyANANYA SINGHNo ratings yet
- Optimization of Various Machining Parameters of Electrical Discharge Machining (EDM) Process On AISI D2 Tool Steel Using Hybrid Optimization MethodDocument9 pagesOptimization of Various Machining Parameters of Electrical Discharge Machining (EDM) Process On AISI D2 Tool Steel Using Hybrid Optimization MethodInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Everlight Electronics Co., LTDDocument8 pagesEverlight Electronics Co., LTDjoelpalzaNo ratings yet
- A Review Paper On (EDM) Electrical Discharge MachiningDocument3 pagesA Review Paper On (EDM) Electrical Discharge MachiningVishal Kumar JaiswalNo ratings yet
- Edm PDFDocument32 pagesEdm PDFPrashantJangidNo ratings yet
- Assignment 2 (Praful Rawat 160970104033)Document5 pagesAssignment 2 (Praful Rawat 160970104033)as hgfNo ratings yet
- IMPATT Diode: Name:-Tuhin Dutta Stream: - ECE Roll: 1011Document16 pagesIMPATT Diode: Name:-Tuhin Dutta Stream: - ECE Roll: 1011Nava KrishnanNo ratings yet
- Electrical Discharge Machining: Dr. Kuppan P VIT UniversityDocument46 pagesElectrical Discharge Machining: Dr. Kuppan P VIT UniversityAbid YusufNo ratings yet
- BH CurveDocument12 pagesBH CurvemohamedNo ratings yet
- Department of Electrical Engineering, M N National Institute of Technology, Allahabad, INDIADocument21 pagesDepartment of Electrical Engineering, M N National Institute of Technology, Allahabad, INDIAGaurang GuptaNo ratings yet
- IMPATT Diode: Name:-Tarun Kumar AP, ECE DeptDocument16 pagesIMPATT Diode: Name:-Tarun Kumar AP, ECE DeptDr-Tarun ParasharNo ratings yet
- Investigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachDocument6 pagesInvestigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachPujara ManishNo ratings yet
- A Review of Electrochemical Macro To MicDocument16 pagesA Review of Electrochemical Macro To MicGaby AlvarezNo ratings yet
- Non-Traditional Machining - IiiDocument54 pagesNon-Traditional Machining - IiiRashida BegumNo ratings yet
- White Paper - Saw Filter 2018Document16 pagesWhite Paper - Saw Filter 2018NHẬT BÙI ĐOÀN MINHNo ratings yet
- Design and Construction of Wireless Power Transfer System Charging Multiple DevicesDocument7 pagesDesign and Construction of Wireless Power Transfer System Charging Multiple DevicesInternational Journal of Innovative Science and Research Technology100% (1)
- Linear Technology Magazine Circuit Collection1 PDFDocument16 pagesLinear Technology Magazine Circuit Collection1 PDFArun GuptaNo ratings yet
- Zero Voltage Switching ConvertersDocument8 pagesZero Voltage Switching ConvertersIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Experiment No. 01: Operation of Welding Plant Using Transformer 1.1 Learning ObjectiveDocument6 pagesExperiment No. 01: Operation of Welding Plant Using Transformer 1.1 Learning ObjectivePS NNo ratings yet
- 39 Non Conventional MachiningDocument15 pages39 Non Conventional MachiningPRASAD326100% (2)
- Stuart1 150Document6 pagesStuart1 150Rafael PiccoNo ratings yet
- InverterDocument46 pagesInverterGpc JaisalmerNo ratings yet
- Micro Slit Machining Using Electro-Discharge Machining With A Modified Rotary Disk Electrode (RDE)Document6 pagesMicro Slit Machining Using Electro-Discharge Machining With A Modified Rotary Disk Electrode (RDE)ENRIQUE RAMOSNo ratings yet
- Small Power SMP Based TOPSwitchDocument4 pagesSmall Power SMP Based TOPSwitchBunk WahisbullahNo ratings yet
- Experiment 4 PDFDocument7 pagesExperiment 4 PDFRegar EfendiNo ratings yet
- EDMDocument34 pagesEDMHrishikeshNo ratings yet
- Performance EMI Fi Lter: 1-Phase Fi LtersDocument3 pagesPerformance EMI Fi Lter: 1-Phase Fi LtersDwiAGUNG Management 2No ratings yet
- Spread-Spectrum Clocking in Switching Regulators FDocument7 pagesSpread-Spectrum Clocking in Switching Regulators FHind EL HAFIDINo ratings yet
- Clap Controo ADocument19 pagesClap Controo Aabhaypatel89807No ratings yet
- Vlsi Design & TechnolgyDocument60 pagesVlsi Design & TechnolgyDimple GalaNo ratings yet
- Thermal Model To Investigate The Wire RuptureDocument12 pagesThermal Model To Investigate The Wire RuptureThi Phuong Thanh LeNo ratings yet
- Spring 1Document14 pagesSpring 1Nandish BharadwajNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Organic Light-Emitting Transistors: Towards the Next Generation Display TechnologyFrom EverandOrganic Light-Emitting Transistors: Towards the Next Generation Display TechnologyNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Rating: 2.5 out of 5 stars2.5/5 (3)
- Electromagnetic Compatibility (EMC) Design and Test Case AnalysisFrom EverandElectromagnetic Compatibility (EMC) Design and Test Case AnalysisNo ratings yet
- O/P - Led R3 VCC VCC - Led 12V 470ohms 12VDocument1 pageO/P - Led R3 VCC VCC - Led 12V 470ohms 12VrajkumaressNo ratings yet
- GATE Cutoff Mark 36 PDFDocument3 pagesGATE Cutoff Mark 36 PDFrajkumaressNo ratings yet
- Reprinted From Bussiness Inn Journal, Vol 20, No. 1, PP 28-30, 1999Document3 pagesReprinted From Bussiness Inn Journal, Vol 20, No. 1, PP 28-30, 1999rajkumaressNo ratings yet
- Finite Element AnalysisDocument4 pagesFinite Element AnalysisrajkumaressNo ratings yet
- Eurme 602 PDFDocument3 pagesEurme 602 PDFrajkumaressNo ratings yet
- Btech Counseling 2017 WebDocument1 pageBtech Counseling 2017 WebrajkumaressNo ratings yet
- Amount in WordDocument2 pagesAmount in WordrajkumaressNo ratings yet
- Organizers: Four Members Per Team Maps: Backlot, Crash, Ambush, Crossfire, Count Down, BlocDocument2 pagesOrganizers: Four Members Per Team Maps: Backlot, Crash, Ambush, Crossfire, Count Down, BlocrajkumaressNo ratings yet
- 15+15W Dual Bridge Amplifier: Technology Bi20IiDocument9 pages15+15W Dual Bridge Amplifier: Technology Bi20IirajkumaressNo ratings yet
- Hydraulic Fluid: CounterweightDocument3 pagesHydraulic Fluid: CounterweightrajkumaressNo ratings yet
- Internship ProgramDocument9 pagesInternship ProgramrajkumaressNo ratings yet
- A867-03 (2013) Standard Specification For Iron-Silicon Relay SteelsDocument4 pagesA867-03 (2013) Standard Specification For Iron-Silicon Relay SteelsdcardonasterNo ratings yet
- New Staff Training Mech. Eng - DanielDocument2 pagesNew Staff Training Mech. Eng - DanielDaniel Garnando KristianNo ratings yet
- OPM Planning Setup TrainingDocument17 pagesOPM Planning Setup TrainingDheeraj ThapaNo ratings yet
- Sonatrach: Project SpecificationDocument12 pagesSonatrach: Project SpecificationAliZenatiNo ratings yet
- Glakes LSCM PGPWM TestDocument5 pagesGlakes LSCM PGPWM TestOwais ShaikhNo ratings yet
- Ethylene Glycol Merck Cod 100949 PDFDocument2 pagesEthylene Glycol Merck Cod 100949 PDFCorina StanculescuNo ratings yet
- Company Profile Pt. Adhi Daya Energi RevDocument16 pagesCompany Profile Pt. Adhi Daya Energi RevKholer Burgman100% (1)
- Tersine PDFDocument118 pagesTersine PDFPhani Deep100% (1)
- Cast Aluminum BrochureDocument2 pagesCast Aluminum BrochureRomanCHubaNo ratings yet
- Chapter 1.1 Introduction To Distribution ManagementDocument25 pagesChapter 1.1 Introduction To Distribution Management有川静寂No ratings yet
- 2b Recycle PresentationDocument13 pages2b Recycle Presentationapi-307860467No ratings yet
- Alameda County CUPA Inspection of Oakland Hazardous FacilityDocument47 pagesAlameda County CUPA Inspection of Oakland Hazardous FacilitydarwinbondgrahamNo ratings yet
- Smelting GoldDocument2 pagesSmelting Gold69afreak69100% (1)
- 283630Document165 pages283630Priya Priya100% (1)
- 10 5923 J Ajps 20160601 01Document11 pages10 5923 J Ajps 20160601 01Anonymous pyYutzGNo ratings yet
- Material Data Sheet: Material Number Country DesignationsDocument29 pagesMaterial Data Sheet: Material Number Country Designationsdandan29No ratings yet
- Manufacturing Engineering and TechnologDocument17 pagesManufacturing Engineering and TechnologGilank GunawanNo ratings yet
- PAQUES - Anaerobic Effluent Treatment Pulp & PaperDocument53 pagesPAQUES - Anaerobic Effluent Treatment Pulp & PaperSaevuddin OrTegaNo ratings yet
- Tim KenDocument70 pagesTim Kensesadi100% (2)
- CPM BrochureDocument4 pagesCPM BrochureAlexandru IonescuNo ratings yet
- AGC Catalogus Part 1Document8 pagesAGC Catalogus Part 1Gersom WurstenNo ratings yet
- Senior Packaging Engineer Automotive in Charlotte NC Resume Stephen Mark ColstonDocument2 pagesSenior Packaging Engineer Automotive in Charlotte NC Resume Stephen Mark ColstonStephenMarkColstonNo ratings yet
- Offshore Vs Reshore Wrestling Match Wearing You Out Northwire's Here To HelpDocument3 pagesOffshore Vs Reshore Wrestling Match Wearing You Out Northwire's Here To HelpBrandographyNo ratings yet
- Inventory MGMTDocument155 pagesInventory MGMTogu100% (2)
- Handbook For Penetrant Test Panels - Jan 15 - EnglishDocument4 pagesHandbook For Penetrant Test Panels - Jan 15 - EnglishLuqman Osman100% (1)
- Group 7 - Excel Solution For 7 QuestionsDocument8 pagesGroup 7 - Excel Solution For 7 QuestionsJESWIN BENNY 1928517No ratings yet
- Karla Overseas PVTDocument5 pagesKarla Overseas PVTJagadish Jaya RamNo ratings yet