
Intro To LASER v2 PDF
Intro To LASER v2 PDF
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Transformer Oil Pumps-Operation Installation & Maintenance PDFDocument16 pagesTransformer Oil Pumps-Operation Installation & Maintenance PDFCT Barokah50% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Standards.: General Fastener Standards BS OrderDocument33 pagesStandards.: General Fastener Standards BS OrderamdarvishvandNo ratings yet
- Scale For Spiritual Intelligence (SSI) : June 2013Document3 pagesScale For Spiritual Intelligence (SSI) : June 2013CT BarokahNo ratings yet
- Komuniti PLCDocument19 pagesKomuniti PLCCT BarokahNo ratings yet
- ConceptualPaperOutline PDFDocument1 pageConceptualPaperOutline PDFCT BarokahNo ratings yet
- Geoforum: Sophie CranstonDocument9 pagesGeoforum: Sophie CranstonCT BarokahNo ratings yet
- 3 Day Professional TeacchDocument2 pages3 Day Professional TeacchCT BarokahNo ratings yet
- Whereas: Bigby, Peter Choosing An Educational Approach For Young Children With Autism March 2000Document2 pagesWhereas: Bigby, Peter Choosing An Educational Approach For Young Children With Autism March 2000CT BarokahNo ratings yet
- Developing Comprehensive Instructional Planning and Improvement Model For Use in ClassroomDocument2 pagesDeveloping Comprehensive Instructional Planning and Improvement Model For Use in ClassroomCT BarokahNo ratings yet
- Guide Du Propriétaire Owner's Guide Guía Del Usuario: Robot Aspirateur Robot AspiradorDocument37 pagesGuide Du Propriétaire Owner's Guide Guía Del Usuario: Robot Aspirateur Robot AspiradoralelendoNo ratings yet
- Non Contact Voltage Testers and Personal Risk ManagementDocument12 pagesNon Contact Voltage Testers and Personal Risk ManagementPrasannaram IlangovanNo ratings yet
- Research Article: Solution of Turbine Blade Cascade Flow Using An Improved Panel MethodDocument7 pagesResearch Article: Solution of Turbine Blade Cascade Flow Using An Improved Panel MethodAndre RochaNo ratings yet
- TVS Motor Company LTD: Part No. Application / Vehicle List Wheel MRP/Set Rs. PsDocument3 pagesTVS Motor Company LTD: Part No. Application / Vehicle List Wheel MRP/Set Rs. PssnehaashisNo ratings yet
- Research Paper On Building MaterialsDocument7 pagesResearch Paper On Building Materialsafnknlsjcpanrs100% (1)
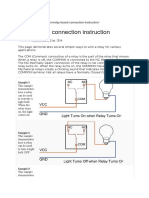
- Relay Board Connection InstructionDocument6 pagesRelay Board Connection Instructionkum512No ratings yet
- C 1173 Coupling StandardDocument4 pagesC 1173 Coupling StandardFernando GonçalvesNo ratings yet
- All Commands in MS DosDocument42 pagesAll Commands in MS DosgodkeshavNo ratings yet
- Eis-Cms-Pk - 023-Replacement of Girth Gear Assembly For 03-Vr-2701abDocument5 pagesEis-Cms-Pk - 023-Replacement of Girth Gear Assembly For 03-Vr-2701abhastmishNo ratings yet
- Komatsu's Aftermarket Business StrategyDocument6 pagesKomatsu's Aftermarket Business Strategywaleedatif100% (1)
- RTD SpecificationsDocument3 pagesRTD SpecificationsmhatresameerNo ratings yet
- 1SCC301021C0202 TC Otdc OtdcpDocument108 pages1SCC301021C0202 TC Otdc OtdcpLakshitha workNo ratings yet
- Check Line MMX-6 Manual TI-25M-MMXDocument15 pagesCheck Line MMX-6 Manual TI-25M-MMXDragoș L. I. TeodorescuNo ratings yet
- Surfcam 2014 r2 - 32bitDocument152 pagesSurfcam 2014 r2 - 32bitClaudio HinojozaNo ratings yet
- Linux Commands With Examples PDFDocument20 pagesLinux Commands With Examples PDFzennroNo ratings yet
- Electro-Hydraulic Actuation Systems Design, Testing, Identification and ValidationDocument70 pagesElectro-Hydraulic Actuation Systems Design, Testing, Identification and ValidationAkbarmoradiNo ratings yet
- Activity 1Document2 pagesActivity 1DENZ RAYMOND LACUESTANo ratings yet
- Allplan TutorialDocument330 pagesAllplan TutorialOana ScutarasuNo ratings yet
- INNOVA 2.0E/2.0G (Auto) (Minor Change) : Model Code: TGN40Document4 pagesINNOVA 2.0E/2.0G (Auto) (Minor Change) : Model Code: TGN40Ismail IbrahimNo ratings yet
- Air Terminals and FixingsDocument8 pagesAir Terminals and FixingsIgho AhmedNo ratings yet
- Design of Power Transmission SystemDocument67 pagesDesign of Power Transmission SystemVivek LevinNo ratings yet
- Mechanical Operations (CHE-205) (Makeup) (EngineeringDuniya - Com)Document3 pagesMechanical Operations (CHE-205) (Makeup) (EngineeringDuniya - Com)Cester Avila Ducusin100% (1)
- CV Engr. Md. HasmotuzzamanDocument7 pagesCV Engr. Md. HasmotuzzamanEngr SwapanNo ratings yet
- FrictionDocument62 pagesFrictionchellamvNo ratings yet
- Introducing The Qest Broker: Scaling The Iot by Bridging MQTT and RestDocument6 pagesIntroducing The Qest Broker: Scaling The Iot by Bridging MQTT and RestM. A. BNo ratings yet
- Clark Development Corporation BD-Power Transmission Line - Phase 3BDocument134 pagesClark Development Corporation BD-Power Transmission Line - Phase 3BMichael Parohinog Gregas100% (1)
- Ekg 6Document2 pagesEkg 6RachitNo ratings yet
- MASTER FLOW p2 - BB - 6000 - NewDocument4 pagesMASTER FLOW p2 - BB - 6000 - NewJosé Daniel ArenasNo ratings yet
- BNSG-9000 Firmware User's GuideDocument38 pagesBNSG-9000 Firmware User's GuideBalasundar Ramachandran100% (1)












































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Transformer Oil Pumps-Operation Installation & Maintenance PDFDocument16 pagesTransformer Oil Pumps-Operation Installation & Maintenance PDFCT Barokah50% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Standards.: General Fastener Standards BS OrderDocument33 pagesStandards.: General Fastener Standards BS OrderamdarvishvandNo ratings yet
- Scale For Spiritual Intelligence (SSI) : June 2013Document3 pagesScale For Spiritual Intelligence (SSI) : June 2013CT BarokahNo ratings yet
- Komuniti PLCDocument19 pagesKomuniti PLCCT BarokahNo ratings yet
- ConceptualPaperOutline PDFDocument1 pageConceptualPaperOutline PDFCT BarokahNo ratings yet
- Geoforum: Sophie CranstonDocument9 pagesGeoforum: Sophie CranstonCT BarokahNo ratings yet
- 3 Day Professional TeacchDocument2 pages3 Day Professional TeacchCT BarokahNo ratings yet
- Whereas: Bigby, Peter Choosing An Educational Approach For Young Children With Autism March 2000Document2 pagesWhereas: Bigby, Peter Choosing An Educational Approach For Young Children With Autism March 2000CT BarokahNo ratings yet
- Developing Comprehensive Instructional Planning and Improvement Model For Use in ClassroomDocument2 pagesDeveloping Comprehensive Instructional Planning and Improvement Model For Use in ClassroomCT BarokahNo ratings yet
- Guide Du Propriétaire Owner's Guide Guía Del Usuario: Robot Aspirateur Robot AspiradorDocument37 pagesGuide Du Propriétaire Owner's Guide Guía Del Usuario: Robot Aspirateur Robot AspiradoralelendoNo ratings yet
- Non Contact Voltage Testers and Personal Risk ManagementDocument12 pagesNon Contact Voltage Testers and Personal Risk ManagementPrasannaram IlangovanNo ratings yet
- Research Article: Solution of Turbine Blade Cascade Flow Using An Improved Panel MethodDocument7 pagesResearch Article: Solution of Turbine Blade Cascade Flow Using An Improved Panel MethodAndre RochaNo ratings yet
- TVS Motor Company LTD: Part No. Application / Vehicle List Wheel MRP/Set Rs. PsDocument3 pagesTVS Motor Company LTD: Part No. Application / Vehicle List Wheel MRP/Set Rs. PssnehaashisNo ratings yet
- Research Paper On Building MaterialsDocument7 pagesResearch Paper On Building Materialsafnknlsjcpanrs100% (1)
- Relay Board Connection InstructionDocument6 pagesRelay Board Connection Instructionkum512No ratings yet
- C 1173 Coupling StandardDocument4 pagesC 1173 Coupling StandardFernando GonçalvesNo ratings yet
- All Commands in MS DosDocument42 pagesAll Commands in MS DosgodkeshavNo ratings yet
- Eis-Cms-Pk - 023-Replacement of Girth Gear Assembly For 03-Vr-2701abDocument5 pagesEis-Cms-Pk - 023-Replacement of Girth Gear Assembly For 03-Vr-2701abhastmishNo ratings yet
- Komatsu's Aftermarket Business StrategyDocument6 pagesKomatsu's Aftermarket Business Strategywaleedatif100% (1)
- RTD SpecificationsDocument3 pagesRTD SpecificationsmhatresameerNo ratings yet
- 1SCC301021C0202 TC Otdc OtdcpDocument108 pages1SCC301021C0202 TC Otdc OtdcpLakshitha workNo ratings yet
- Check Line MMX-6 Manual TI-25M-MMXDocument15 pagesCheck Line MMX-6 Manual TI-25M-MMXDragoș L. I. TeodorescuNo ratings yet
- Surfcam 2014 r2 - 32bitDocument152 pagesSurfcam 2014 r2 - 32bitClaudio HinojozaNo ratings yet
- Linux Commands With Examples PDFDocument20 pagesLinux Commands With Examples PDFzennroNo ratings yet
- Electro-Hydraulic Actuation Systems Design, Testing, Identification and ValidationDocument70 pagesElectro-Hydraulic Actuation Systems Design, Testing, Identification and ValidationAkbarmoradiNo ratings yet
- Activity 1Document2 pagesActivity 1DENZ RAYMOND LACUESTANo ratings yet
- Allplan TutorialDocument330 pagesAllplan TutorialOana ScutarasuNo ratings yet
- INNOVA 2.0E/2.0G (Auto) (Minor Change) : Model Code: TGN40Document4 pagesINNOVA 2.0E/2.0G (Auto) (Minor Change) : Model Code: TGN40Ismail IbrahimNo ratings yet
- Air Terminals and FixingsDocument8 pagesAir Terminals and FixingsIgho AhmedNo ratings yet
- Design of Power Transmission SystemDocument67 pagesDesign of Power Transmission SystemVivek LevinNo ratings yet
- Mechanical Operations (CHE-205) (Makeup) (EngineeringDuniya - Com)Document3 pagesMechanical Operations (CHE-205) (Makeup) (EngineeringDuniya - Com)Cester Avila Ducusin100% (1)
- CV Engr. Md. HasmotuzzamanDocument7 pagesCV Engr. Md. HasmotuzzamanEngr SwapanNo ratings yet
- FrictionDocument62 pagesFrictionchellamvNo ratings yet
- Introducing The Qest Broker: Scaling The Iot by Bridging MQTT and RestDocument6 pagesIntroducing The Qest Broker: Scaling The Iot by Bridging MQTT and RestM. A. BNo ratings yet
- Clark Development Corporation BD-Power Transmission Line - Phase 3BDocument134 pagesClark Development Corporation BD-Power Transmission Line - Phase 3BMichael Parohinog Gregas100% (1)
- Ekg 6Document2 pagesEkg 6RachitNo ratings yet
- MASTER FLOW p2 - BB - 6000 - NewDocument4 pagesMASTER FLOW p2 - BB - 6000 - NewJosé Daniel ArenasNo ratings yet
- BNSG-9000 Firmware User's GuideDocument38 pagesBNSG-9000 Firmware User's GuideBalasundar Ramachandran100% (1)