Download as pdf or txt
You might also like
- Manufacturing of EthylbenzeneDocument65 pagesManufacturing of EthylbenzeneEr Bali Pandhare95% (60)
- CEH EthylbenzeneDocument35 pagesCEH EthylbenzeneRol E Marcos Lôbo100% (2)
- Perry - Heat CapacitiesDocument5 pagesPerry - Heat CapacitiesJia Yuan Chng100% (1)
- Styrene Methods 2520of ProductionDocument9 pagesStyrene Methods 2520of ProductionMohd Zulazreen50% (2)
- Mini Project StyereneDocument25 pagesMini Project StyereneMard Apik100% (1)
- Process of Production CS2 PDFDocument9 pagesProcess of Production CS2 PDFDinii Lathiifah PertiwiNo ratings yet
- Syrene Production by Dow Process RTDocument22 pagesSyrene Production by Dow Process RTAnonymous Ksq1dyPRhNo ratings yet
- Ethylbenzene ProductionDocument30 pagesEthylbenzene ProductionVishal Dhapa100% (1)
- Styrene ProductionDocument248 pagesStyrene ProductionRio Gelmour50% (2)
- CATALYSTSDocument21 pagesCATALYSTSJhon Jairo Rico CerqueraNo ratings yet
- Patente ButanonaDocument6 pagesPatente ButanonaAgustina VaiNo ratings yet
- United States Patent: Reimann Patent No.: Date of PatentDocument5 pagesUnited States Patent: Reimann Patent No.: Date of PatentFernando Beer FrenkelNo ratings yet
- 2.1 Manufacturing Processes and Selection:: 2.1.1 Oxidation ProcessDocument4 pages2.1 Manufacturing Processes and Selection:: 2.1.1 Oxidation ProcessLucky9922100% (1)
- Assignment 1Document8 pagesAssignment 1Sulman KhalidNo ratings yet
- US3398124Document3 pagesUS3398124Siti RahmaliaNo ratings yet
- EP0878455A1Document9 pagesEP0878455A1محمد عليNo ratings yet
- Hydrolysis of Carbonyl Sulfide Over AluminaDocument8 pagesHydrolysis of Carbonyl Sulfide Over AluminaAprie SubektiNo ratings yet
- Non-Catalytic Pyrolysis of Ethane To Ethylene in The Presence of CO2 With or Without Limited O2Document7 pagesNon-Catalytic Pyrolysis of Ethane To Ethylene in The Presence of CO2 With or Without Limited O2Sharry ApudNo ratings yet
- EP0589588A1Document14 pagesEP0589588A1HARSH DHOLAKIYANo ratings yet
- Styrene From Ethane and BenzeneDocument6 pagesStyrene From Ethane and BenzeneAmy Puah100% (2)
- Lecture2 (Petrochemical)Document12 pagesLecture2 (Petrochemical)ToniAndiwijaya100% (1)
- Petrochemical Technology: Boä Moân CNCB Daàu Khí, Khoa CNHH, ÑH Baùch Khoa Tp. HCMDocument25 pagesPetrochemical Technology: Boä Moân CNCB Daàu Khí, Khoa CNHH, ÑH Baùch Khoa Tp. HCMhatucdao2712No ratings yet
- Mitigation of Heat Exchanger FoulingDocument5 pagesMitigation of Heat Exchanger Foulingbabak mirNo ratings yet
- Lecture9 - Hydrogen Generation Unit (HGU)Document3 pagesLecture9 - Hydrogen Generation Unit (HGU)Bipradeep GhoshNo ratings yet
- Process For Ethyl Acetate ProductionDocument9 pagesProcess For Ethyl Acetate ProductionMuhammad Yanuar AnantaNo ratings yet
- Molten Salt Heat Transfer Fluid With Low Melting Point-2010.HalotechnicsDocument8 pagesMolten Salt Heat Transfer Fluid With Low Melting Point-2010.HalotechnicsBiswas SrivastavaNo ratings yet
- PRP Unit - 6Document4 pagesPRP Unit - 6Abdul GhafoorNo ratings yet
- United States Patent: (10) Patent No.: US 7,910,784 B2Document5 pagesUnited States Patent: (10) Patent No.: US 7,910,784 B2Chandra AdityaNo ratings yet
- Kondisi Operasi Dari PatentDocument6 pagesKondisi Operasi Dari PatentMie ThahuNo ratings yet
- EP0005998B1Document6 pagesEP0005998B1alfinNo ratings yet
- Improved Hydrogenation Process For Preparing 4-AminophenolDocument7 pagesImproved Hydrogenation Process For Preparing 4-AminophenolconsultshreejiNo ratings yet
- Hyt 4 2017Document51 pagesHyt 4 2017mayurparmar8598No ratings yet
- AftonDocument12 pagesAftonSachin PatilNo ratings yet
- Styrene (Recovered)Document7 pagesStyrene (Recovered)Mario VensfiseCrewNo ratings yet
- Inui 2002Document9 pagesInui 2002Rohit BabelNo ratings yet
- For Hysys UsersDocument5 pagesFor Hysys UsersZohaib RanaNo ratings yet
- NHDT FoulingDocument6 pagesNHDT FoulingJulio RamirezNo ratings yet
- United States Patent (19) : Hu Et AlDocument4 pagesUnited States Patent (19) : Hu Et AlSepti WidyaNo ratings yet
- Etilbenzene 2 (Recovered)Document8 pagesEtilbenzene 2 (Recovered)Mario VensfiseCrewNo ratings yet
- Aspen 3 Design of PFR EdtDocument8 pagesAspen 3 Design of PFR EdtethanNo ratings yet
- Production of StyreneDocument14 pagesProduction of StyreneAinggararuban GaneshanNo ratings yet
- Patents US20110087038A1Document10 pagesPatents US20110087038A1Esteban HenaoNo ratings yet
- Process Design For Coal LiquefactionDocument46 pagesProcess Design For Coal LiquefactionSukaran Singh100% (1)
- European Patent Application C08F 136/06, C08F 4/70: Synthesis of Elastomeric High Trans-1,4-PolybutadieneDocument10 pagesEuropean Patent Application C08F 136/06, C08F 4/70: Synthesis of Elastomeric High Trans-1,4-Polybutadieneماجد عليNo ratings yet
- Production of StyreneDocument7 pagesProduction of StyreneNeil Tesaluna75% (4)
- Catalytic Conversion of C4 Fraction For The Production of Light OlefinsDocument5 pagesCatalytic Conversion of C4 Fraction For The Production of Light Olefinsaegosmith100% (1)
- EP0703202A1Document35 pagesEP0703202A1duy.ho188No ratings yet
- Production of Hydrogen by Steam Reforming of Ethanol Over A Ni/Zno CatalystDocument6 pagesProduction of Hydrogen by Steam Reforming of Ethanol Over A Ni/Zno Catalystpetro121No ratings yet
- Light Monoolefins From Methanol And/or Dimethyl Ether: BonifazDocument12 pagesLight Monoolefins From Methanol And/or Dimethyl Ether: BonifazSp4rkZ87No ratings yet
- EP0321275A2Document12 pagesEP0321275A2Marliana DiahNo ratings yet
- Chapter 3Document14 pagesChapter 3Larry Jampong100% (1)
- Modelling of Naphtha Cracking For Olefins Production - Joao MarcosDocument9 pagesModelling of Naphtha Cracking For Olefins Production - Joao MarcosBahar MeschiNo ratings yet
- Presentation On CDCP Boilers - NEWDocument145 pagesPresentation On CDCP Boilers - NEWmohanivar77100% (4)
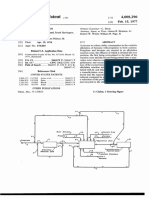
- US4094913Document4 pagesUS4094913Ranjana MadabushiNo ratings yet
- Hydrocracking and Hydroisomerization of N-Hexadecane PT - 5Document11 pagesHydrocracking and Hydroisomerization of N-Hexadecane PT - 5ancaene99No ratings yet
- Biomass_Gasification_Plant_and_Syngas_ClDocument6 pagesBiomass_Gasification_Plant_and_Syngas_ClLuciano Di FeliceNo ratings yet
- United States Patent To: 58) Field of Search ........ 260/671 P, 672 T, 671 R, 260/671 CDocument7 pagesUnited States Patent To: 58) Field of Search ........ 260/671 P, 672 T, 671 R, 260/671 CmasyNo ratings yet
- Biomass Clean Up SystemDocument6 pagesBiomass Clean Up SystemAndre SyahputraNo ratings yet
- Study of Propane Dehydrogenation To Propylene in An Integrated Fluidized Bed Reactor Using Pt-Sn/Al-SAPO-34 Novel CatalystDocument6 pagesStudy of Propane Dehydrogenation To Propylene in An Integrated Fluidized Bed Reactor Using Pt-Sn/Al-SAPO-34 Novel CatalystDevika JayapalNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- The Steam Engine Explained and Illustrated (Seventh Edition) With an Account of its Invention and Progressive Improvement, and its Application to Navigation and Railways; Including also a Memoir of WattFrom EverandThe Steam Engine Explained and Illustrated (Seventh Edition) With an Account of its Invention and Progressive Improvement, and its Application to Navigation and Railways; Including also a Memoir of WattNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Nanoporous Catalysts for Biomass ConversionFrom EverandNanoporous Catalysts for Biomass ConversionFeng-Shou XiaoNo ratings yet
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentFrom EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentNo ratings yet
- Solvalitt Aluminium - MSDSDocument11 pagesSolvalitt Aluminium - MSDSLITOGENT 893No ratings yet
- Tema 2 Benceno y Sus DerivadosDocument44 pagesTema 2 Benceno y Sus DerivadosMARCONo ratings yet
- All Surface Enamel Safety Red 6403-25734Document4 pagesAll Surface Enamel Safety Red 6403-25734ashadeofdarknessNo ratings yet
- Ecuación de AntoineDocument35 pagesEcuación de AntoineRuben PachecoNo ratings yet
- 823457063632interactief Shell Moerdijk enDocument210 pages823457063632interactief Shell Moerdijk ensushant100% (1)
- Annex Module 10 FinalDocument5 pagesAnnex Module 10 Finalangelo aquinoNo ratings yet
- PBE 1 Flyer Lug09 PDFDocument8 pagesPBE 1 Flyer Lug09 PDFchantran90No ratings yet
- Ethyl Benzene 1Document2 pagesEthyl Benzene 1Walter BlancoNo ratings yet
- Ethylbenzene Capstone Project Senior Project Chemical EngineeringDocument138 pagesEthylbenzene Capstone Project Senior Project Chemical Engineeringنزار الدهاميNo ratings yet
- Jotamastic 80 Msds Comp ADocument9 pagesJotamastic 80 Msds Comp AsudiroNo ratings yet
- Simulationand Optimizationof Ethyl Benzene Production Using Aspen Plus PlatformDocument6 pagesSimulationand Optimizationof Ethyl Benzene Production Using Aspen Plus PlatformMohd Alieff NajmieNo ratings yet
- Styrene Monomer: Safe Handling Guide July 2018Document59 pagesStyrene Monomer: Safe Handling Guide July 2018Alicia Gutiérrez del ValleNo ratings yet
- Paints - GS - 11 MAY 20 1993Document9 pagesPaints - GS - 11 MAY 20 1993Mario Carmona ViñasNo ratings yet
- Ethyl BenzeneDocument11 pagesEthyl BenzeneIan Jasper SabordoNo ratings yet
- Msds Barrier 77 A JotunDocument12 pagesMsds Barrier 77 A JotuncrysNo ratings yet
- Manufacture of Styrene PDFDocument3 pagesManufacture of Styrene PDFmohit kumarNo ratings yet
- Feasibility Study of Ethylbenzene ProductionDocument3 pagesFeasibility Study of Ethylbenzene ProductionIntratec SolutionsNo ratings yet
- 2.1 Manufacturing Processes and Selection:: 2.1.1 Oxidation ProcessDocument4 pages2.1 Manufacturing Processes and Selection:: 2.1.1 Oxidation ProcessLucky9922100% (1)
- Standard Enthalpy of Formation, Gibbs Energy of Formation, Entropy and Molar Heat Capacity of Organic SubstancesDocument6 pagesStandard Enthalpy of Formation, Gibbs Energy of Formation, Entropy and Molar Heat Capacity of Organic SubstancesDominic LibradillaNo ratings yet
- Xylene MsdsDocument11 pagesXylene Msdssheqarayzan0% (1)
- MSDS Sikaflex 221Document7 pagesMSDS Sikaflex 221Freddy Omar Alva CabreraNo ratings yet
- 126Document18 pages126bamban bamNo ratings yet
- Niosh 1501Document7 pagesNiosh 1501Claudio Nunes0% (1)
- Prediksi NamaDocument44 pagesPrediksi NamaNurlailatush SholihahNo ratings yet