Download as pdf or txt
You might also like
- CH 23Document13 pagesCH 23onlydlonly100% (5)
- Pump DrawingDocument1 pagePump DrawingOcta RioNo ratings yet
- Rigging2002 PDFDocument89 pagesRigging2002 PDFJimmy Aleman0% (1)
- 05 2013 1072 Sredanovic 04 PDFDocument7 pages05 2013 1072 Sredanovic 04 PDFOcta RioNo ratings yet
- Economic and Product Design Considerations in Machining: Chapter ContentsDocument19 pagesEconomic and Product Design Considerations in Machining: Chapter Contentsbenedict polodisNo ratings yet
- A Review On Laser Beam Machining Process ModelingDocument9 pagesA Review On Laser Beam Machining Process Modelingnitin kumar halduniyaNo ratings yet
- 03 Jaer V2N1Document6 pages03 Jaer V2N1Joker 246No ratings yet
- An Overview of Optimization Techniques For CNC Milling MachineDocument4 pagesAn Overview of Optimization Techniques For CNC Milling MachineAllaboyinamahidharNo ratings yet
- KLOCKE Et Al, Capability Profile of Hard Cutting and Grinding ProcessesDocument24 pagesKLOCKE Et Al, Capability Profile of Hard Cutting and Grinding ProcessesLuis Fillipe Lopes TorresNo ratings yet
- Mmscience - 2019 12 - Material Selection of Blanking Tool by Using A Statistical MethodDocument5 pagesMmscience - 2019 12 - Material Selection of Blanking Tool by Using A Statistical MethodEngineerNo ratings yet
- Machinability Improvement and Sustainability AssessmentDocument14 pagesMachinability Improvement and Sustainability AssessmentChantum FonsecaNo ratings yet
- An Overview of Optimization Techniques For CNC Milling MachineDocument4 pagesAn Overview of Optimization Techniques For CNC Milling MachineArif NurrohmanNo ratings yet
- Metals 11 00565 v2Document14 pagesMetals 11 00565 v2PRO TECHNo ratings yet
- Coatings 12 01553 v3Document22 pagesCoatings 12 01553 v31DA20ME449 Siddesh MSNo ratings yet
- Analysis of Tool WearDocument12 pagesAnalysis of Tool Wearaswinkrishnakjkd02No ratings yet
- 1 s2.0 S2212827117303487 MainDocument5 pages1 s2.0 S2212827117303487 MainSanchit Kumar KhareNo ratings yet
- Modeling of Surface Hardening and Roughness Induced by TurningDocument6 pagesModeling of Surface Hardening and Roughness Induced by TurningChantum FonsecaNo ratings yet
- Numerical and Experimental Investigation of Cutting Forces in Turning of Nimonic 80A SuperalloyDocument10 pagesNumerical and Experimental Investigation of Cutting Forces in Turning of Nimonic 80A Superalloymustafa sertNo ratings yet
- Analysis and Modeling of The Effects of Process Parameters On Specific Cutting Energy in Abrasive Waterjet CuttingDocument12 pagesAnalysis and Modeling of The Effects of Process Parameters On Specific Cutting Energy in Abrasive Waterjet CuttingАО НИИТ АО НИИТNo ratings yet
- Monitoring The Surface Quality For Various Deep Rolling Proces - 2022 - ProcediaDocument6 pagesMonitoring The Surface Quality For Various Deep Rolling Proces - 2022 - Procedialelag96085No ratings yet
- LM 13Document12 pagesLM 13api-3832526No ratings yet
- Yıldırım2017 Article DeterminationOfMQLParametersCoDocument15 pagesYıldırım2017 Article DeterminationOfMQLParametersCoilknur karaNo ratings yet
- Cutting Force 1Document20 pagesCutting Force 118P202 - AJAY SIVARAMAN ANo ratings yet
- 9 GaitondeDocument6 pages9 GaitondeAshwani VermaNo ratings yet
- Electrochemical DeburringDocument8 pagesElectrochemical DeburringraulNo ratings yet
- MachinabilityDocument46 pagesMachinabilityAnoop kumar YadavNo ratings yet
- EFFECT OF DIFFERENT MACHINING PARAMETERS ON DRY MACHINING Ijariie23623Document7 pagesEFFECT OF DIFFERENT MACHINING PARAMETERS ON DRY MACHINING Ijariie23623ntsuandihNo ratings yet
- Optimizacija Elemenata Rezima Obrade Pomocu Planiranog Eksperimenta Kopcic O. Ekinovic S.Document10 pagesOptimizacija Elemenata Rezima Obrade Pomocu Planiranog Eksperimenta Kopcic O. Ekinovic S.wonder landNo ratings yet
- Schneider2019 Article SustainabilityInUltraPrecisionDocument10 pagesSchneider2019 Article SustainabilityInUltraPrecisionMOHAN KUMARNo ratings yet
- Metal Cutting Lubricants and Cutting ToolsDocument25 pagesMetal Cutting Lubricants and Cutting ToolsAbhishek BihariNo ratings yet
- 1 s2.0 S0890695522000827 MainDocument45 pages1 s2.0 S0890695522000827 Mainfarhan handikaNo ratings yet
- A Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDocument7 pagesA Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDesalegn DgaNo ratings yet
- Optimization of Broaching Tool Design: Intelligent Computation in Manufacturing Engineering - 4Document6 pagesOptimization of Broaching Tool Design: Intelligent Computation in Manufacturing Engineering - 4Rishikesh GunjalNo ratings yet
- Comparison OF Lubricant Properties in Minimum Quantity Lubrication MachiningDocument17 pagesComparison OF Lubricant Properties in Minimum Quantity Lubrication MachiningAmbati TejaswararaoNo ratings yet
- Study On Surface Roughness Minimization in Turning of Dracs Using Surface Roughness Methodology and Taguchi Under Pressured Steam Jet ApproachDocument9 pagesStudy On Surface Roughness Minimization in Turning of Dracs Using Surface Roughness Methodology and Taguchi Under Pressured Steam Jet ApproachMuhamadAmirNo ratings yet
- Manufacturing Process Lab Report 4Document5 pagesManufacturing Process Lab Report 4Jack DanielsNo ratings yet
- Machines 09 00192 v2Document16 pagesMachines 09 00192 v2Mateusz RojewskiNo ratings yet
- 1 s2.0 S2307187723002912 MainDocument11 pages1 s2.0 S2307187723002912 MainYUSUFNo ratings yet
- Residual StressDocument17 pagesResidual StressAbhishek BihariNo ratings yet
- Box Behnken design-IJESR: October 2015Document24 pagesBox Behnken design-IJESR: October 2015Robert Larry Cordova DiazNo ratings yet
- Journal of Cleaner Production: Rajesh Kumar BhushanDocument13 pagesJournal of Cleaner Production: Rajesh Kumar BhushannagarajNo ratings yet
- 1 s2.0 S1877705813016949 MainDocument10 pages1 s2.0 S1877705813016949 MainAbdoel SiregarNo ratings yet
- Effect and Optimization of Machining Parameters On Cutting Force and Surface Finish in Turning of Mild Steel and AluminumDocument8 pagesEffect and Optimization of Machining Parameters On Cutting Force and Surface Finish in Turning of Mild Steel and AluminumIzzah HzmhNo ratings yet
- The Effect of Portable MQL Applicator Onto Carbide Insert During Turning Inconel 718Document10 pagesThe Effect of Portable MQL Applicator Onto Carbide Insert During Turning Inconel 718adarshgitamNo ratings yet
- Çakıroğlu2022 Article AnalysisOfRanqueHilschVortexTuDocument18 pagesÇakıroğlu2022 Article AnalysisOfRanqueHilschVortexTuramazan çakıroğluNo ratings yet
- Durability Assessment of Welded Structures Based On Welding Simulation With LS-DYNADocument13 pagesDurability Assessment of Welded Structures Based On Welding Simulation With LS-DYNAAmir IskandarNo ratings yet
- Permormance of TiAIN PVD Coated Carbide Tool in Machining AISI 4340 With Minimum Quantity Lubrication (MQL) ConditionDocument11 pagesPermormance of TiAIN PVD Coated Carbide Tool in Machining AISI 4340 With Minimum Quantity Lubrication (MQL) ConditionAditya AfNo ratings yet
- Optimization of Cutting Fluid Supply Based On The Motor CurrentDocument10 pagesOptimization of Cutting Fluid Supply Based On The Motor CurrentAynamawNo ratings yet
- Design of Experiment Based Analysis For Sheet Metal Blanking Processes OptimisationDocument9 pagesDesign of Experiment Based Analysis For Sheet Metal Blanking Processes OptimisationMD Al-AminNo ratings yet
- Simulation of The Effect of Die Radius On Deep Drawing ProcessDocument6 pagesSimulation of The Effect of Die Radius On Deep Drawing ProcessSac ChoNo ratings yet
- A New Method For Circular Testing of Machine Tools Under Loaded ConditionDocument6 pagesA New Method For Circular Testing of Machine Tools Under Loaded ConditionTaufiq Wahyu MNo ratings yet
- Comprehensive Study On Effect of Orthogonal Turn - 2021 - International JournalDocument11 pagesComprehensive Study On Effect of Orthogonal Turn - 2021 - International JournalRaka Dika9No ratings yet
- Ijetae 0212 07Document7 pagesIjetae 0212 07Paul GambleNo ratings yet
- CNC Machine ToolDocument9 pagesCNC Machine ToolNaing Lin ooNo ratings yet
- AdvancedWearSimulationforBulkMetalFormingProcesses NUMIFORM2016 Final PDFDocument4 pagesAdvancedWearSimulationforBulkMetalFormingProcesses NUMIFORM2016 Final PDFSeif eddine Ben hammoudaNo ratings yet
- Ijaiem 2014 03 15 042Document12 pagesIjaiem 2014 03 15 042International Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Structural Modeling of End Mills For Form Error and Stability AnalysisDocument11 pagesStructural Modeling of End Mills For Form Error and Stability AnalysisAkhileshwar_singh88No ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Sodium SilicateDocument3 pagesSodium SilicateOcta RioNo ratings yet
- Sodium SilicateDocument3 pagesSodium SilicateOcta RioNo ratings yet
- GFPS 4066 5 PVC U L W Final HighresDocument2 pagesGFPS 4066 5 PVC U L W Final HighresOcta RioNo ratings yet
- Red Screw PumpDocument2 pagesRed Screw PumpOcta RioNo ratings yet
- Mechseal Chesterton 255 PDFDocument8 pagesMechseal Chesterton 255 PDFOcta RioNo ratings yet
- Laser Alignment: Angular Misalignment Offset MisalignmentDocument1 pageLaser Alignment: Angular Misalignment Offset MisalignmentOcta RioNo ratings yet
- Blackmer LG Series Vane PumpsDocument2 pagesBlackmer LG Series Vane PumpsOcta RioNo ratings yet
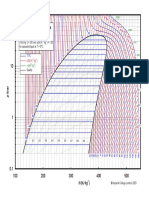
- Chart P H R134a PDFDocument1 pageChart P H R134a PDFDianNo ratings yet
- A Pump Performance CurveDocument6 pagesA Pump Performance CurveOcta RioNo ratings yet
- Skema Perpipaan Water ChillerDocument1 pageSkema Perpipaan Water ChillerOcta RioNo ratings yet
- No h1 h2 h3 h4 h5 h6 KJ/KG KJ/KG KJ/KG KJ/KG KJ/KG KJ/KGDocument5 pagesNo h1 h2 h3 h4 h5 h6 KJ/KG KJ/KG KJ/KG KJ/KG KJ/KG KJ/KGOcta RioNo ratings yet
- PumpWorks 610 PWD Brochure1Document6 pagesPumpWorks 610 PWD Brochure1Octa RioNo ratings yet
- Experimental Studies On The Effect of Viscosity Grade On Mechanical Vibration Behavior of Deep Groove Ball BearingDocument5 pagesExperimental Studies On The Effect of Viscosity Grade On Mechanical Vibration Behavior of Deep Groove Ball BearingOcta RioNo ratings yet
- Introduction To Non Destructive TestingDocument49 pagesIntroduction To Non Destructive TestingOcta RioNo ratings yet
- 05 2013 1072 Sredanovic 04 PDFDocument7 pages05 2013 1072 Sredanovic 04 PDFOcta RioNo ratings yet
- Applied Energy: Rogério Gomes de Oliveira, Daniel João GenerosoDocument9 pagesApplied Energy: Rogério Gomes de Oliveira, Daniel João GenerosoOcta RioNo ratings yet
- Bab IV. Analisa Hasil PercobaanDocument13 pagesBab IV. Analisa Hasil PercobaanOcta RioNo ratings yet
- 5 Threats To Chiller EfficiencyDocument57 pages5 Threats To Chiller EfficiencyOcta RioNo ratings yet
- Accepted Manuscript: International Journal of RefrigerationDocument31 pagesAccepted Manuscript: International Journal of RefrigerationOcta RioNo ratings yet
- Centralized Oil Lubrication System: N.Ashok KumarDocument5 pagesCentralized Oil Lubrication System: N.Ashok KumarOcta RioNo ratings yet
- Maejo International Journal of Science and TechnologyDocument9 pagesMaejo International Journal of Science and TechnologyOcta RioNo ratings yet
- Optimization of Standalone Solar Heat Fired Absorption Chiller For Typical Australian HomesDocument10 pagesOptimization of Standalone Solar Heat Fired Absorption Chiller For Typical Australian HomesOcta RioNo ratings yet
- On Time Taxi Co LTD Get DirectionsDocument5 pagesOn Time Taxi Co LTD Get DirectionsVaughn BantonNo ratings yet
- Resistance Welding ProcessesDocument47 pagesResistance Welding ProcessesJohan ZraghozNo ratings yet
- Catalohgo Geral Belimo 2015 PGPLDocument398 pagesCatalohgo Geral Belimo 2015 PGPLSergio HitcarNo ratings yet
- Company: 4 Seasons Climate ComfortDocument39 pagesCompany: 4 Seasons Climate ComforttvassilopoulosNo ratings yet
- Mint-Made Errors - WikipediaDocument67 pagesMint-Made Errors - WikipediaHeather Stephanie SchweitzerNo ratings yet
- A Presentation On Group Communication NetworkDocument12 pagesA Presentation On Group Communication NetworkManiruzzaman TanvirNo ratings yet
- Electrostatic Sensitive DevicesDocument7 pagesElectrostatic Sensitive Devicesvinay100% (1)
- Robotic Arm Packaging and ParrelitizingDocument12 pagesRobotic Arm Packaging and ParrelitizingAdeel Ahmad WattooNo ratings yet
- Rajesh Konathala,: Curriculum VitaeDocument3 pagesRajesh Konathala,: Curriculum VitaeRAJESHNo ratings yet
- MT174 TD v1 - 2 Ang PDFDocument36 pagesMT174 TD v1 - 2 Ang PDFVadimNo ratings yet
- J2 - PILING WORK AND FDN FOR BANGLOWDocument9 pagesJ2 - PILING WORK AND FDN FOR BANGLOWShahrirNo ratings yet
- Manual de CalibraciónDocument76 pagesManual de CalibracióndaironNo ratings yet
- Electrical MachinesDocument6 pagesElectrical MachinesPranav TripathiNo ratings yet
- Nitin Gupta For WoodNewsDocument3 pagesNitin Gupta For WoodNewsNichole L. ReberNo ratings yet
- Part 2Document20 pagesPart 2rkNo ratings yet
- Student: Gerrick Edward Gomez Course/Yr: Bsme-5Document31 pagesStudent: Gerrick Edward Gomez Course/Yr: Bsme-5GerkNo ratings yet
- Blow Moulded Plastic Product: Profile No.: 91 NIC Code: 22207Document8 pagesBlow Moulded Plastic Product: Profile No.: 91 NIC Code: 22207Sabhaya ChiragNo ratings yet
- Result Revaluation Be Fisrt PH Chem Bce BmeDocument70 pagesResult Revaluation Be Fisrt PH Chem Bce BmeAdarsh AgrawalNo ratings yet
- RSSHSMGR PartsDocument4 pagesRSSHSMGR PartsMarcos ErazoNo ratings yet
- Extracting MetalsDocument27 pagesExtracting MetalsJojo Hany100% (1)
- Cross Function PresentationDocument46 pagesCross Function Presentationraja parulian halomoan100% (1)
- Comparison Between Boeing 777 and Airbus A380Document14 pagesComparison Between Boeing 777 and Airbus A380Anonymous 2gHUkjGNo ratings yet
- Gs 31Document7 pagesGs 31memep1No ratings yet
- 8017031Document4 pages8017031alisuseNo ratings yet
- Finite Elememnt Analysis of Pitman Arm: Sijith PM, Prof Shashank Gawade, Prof S.S KelkarDocument3 pagesFinite Elememnt Analysis of Pitman Arm: Sijith PM, Prof Shashank Gawade, Prof S.S KelkarSai reddyNo ratings yet
- Tejas Faulty Cards& CPEsDocument6 pagesTejas Faulty Cards& CPEsritesh kumar singhNo ratings yet
- Rubber 0047Document2 pagesRubber 0047huda245No ratings yet
- Manual PJH 9000Document8 pagesManual PJH 9000franz9798No ratings yet
- Approved Design Codes For SingaporeDocument77 pagesApproved Design Codes For SingaporeDlorah OalZepol0% (1)