Download as docx, pdf, or txt
You might also like
- Duct Fabrication ProcedureDocument14 pagesDuct Fabrication Procedureachusanachu80% (5)
- Method Statement For Valve InstallationDocument11 pagesMethod Statement For Valve InstallationKhang Hồ Lê100% (2)
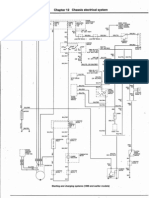
- Mitsubishi Galant Lancer - Wiring Diagrams 1994-2003Document43 pagesMitsubishi Galant Lancer - Wiring Diagrams 1994-2003Joseph Romero86% (14)
- 6-55. If The Built-Up Beam Is Subjected To An Internal Moment ofDocument5 pages6-55. If The Built-Up Beam Is Subjected To An Internal Moment ofPaula SilvaNo ratings yet
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Control Station Piping LayoutDocument9 pagesControl Station Piping LayoutKrunalpanchal100% (1)
- Multi All Fujitsu ManualDocument93 pagesMulti All Fujitsu ManualJulio Holzbach80% (5)
- Transfer CasesDocument4 pagesTransfer CasesJuan Jose Alcaina MuñozNo ratings yet
- Piping Engineering - Piping SystemsDocument18 pagesPiping Engineering - Piping Systemskeiko davilaNo ratings yet
- Overall Plot Plan Layout (Design Considerations)Document20 pagesOverall Plot Plan Layout (Design Considerations)rahult19100% (1)
- Overall Plot Plan Layout (Design Considerations)Document20 pagesOverall Plot Plan Layout (Design Considerations)rahult19100% (2)
- Proper Installation TechniquesDocument1 pageProper Installation Techniquesmilton1987No ratings yet
- Introduction To Pipe Racks and Pipe SupportsDocument3 pagesIntroduction To Pipe Racks and Pipe SupportsprashantdhakateNo ratings yet
- Piping Interview QuestionDocument5 pagesPiping Interview Questionmithunjobs100% (3)
- Wellheads Components 1655005135Document149 pagesWellheads Components 1655005135Chandra Setiawan100% (2)
- 3) Piping Interview QuestionnaireDocument5 pages3) Piping Interview QuestionnaireAjaz MalikNo ratings yet
- 40+ Top Piping - Instrumentation Interview QuestionsDocument7 pages40+ Top Piping - Instrumentation Interview QuestionsMohammed IshaqNo ratings yet
- Inspection of The SystemsDocument12 pagesInspection of The SystemsTulen CabuldinNo ratings yet
- Production Engineering TechnologyDocument28 pagesProduction Engineering TechnologyReband AzadNo ratings yet
- Plant 1Document6 pagesPlant 1Janardhana PaiNo ratings yet
- Section II Equipment Piping and Assembly ApplicationsDocument47 pagesSection II Equipment Piping and Assembly ApplicationsAndy ChongNo ratings yet
- General Guidelines of Pump Piping LayoutDocument8 pagesGeneral Guidelines of Pump Piping LayoutbainNo ratings yet
- 1.0 Sequence of Column Piping StudyDocument31 pages1.0 Sequence of Column Piping StudyhervekumNo ratings yet
- Preparation For Start UpDocument19 pagesPreparation For Start UpArjun Shantaram ZopeNo ratings yet
- Categories of Cased Hole LogsDocument11 pagesCategories of Cased Hole LogsAG YNo ratings yet
- ACME AHX Water-Cooled Condenser - 06.10 PDFDocument3 pagesACME AHX Water-Cooled Condenser - 06.10 PDFhappale2002No ratings yet
- LayoutDocument32 pagesLayoutDilip Yadav100% (1)
- Well Control EquipmentDocument12 pagesWell Control EquipmentSamad Ali SiddiquiNo ratings yet
- Piping Plan and Pipe Rack PDFDocument19 pagesPiping Plan and Pipe Rack PDFGiridhar ParabNo ratings yet
- Piping Design Guide-Vertical DrumsDocument9 pagesPiping Design Guide-Vertical DrumsTejas PatelNo ratings yet
- Monitoring of Cargo During VoyageDocument29 pagesMonitoring of Cargo During VoyageYap JoshuaNo ratings yet
- Works of Thomas Downloads in Dams Reservoirs-InglesDocument33 pagesWorks of Thomas Downloads in Dams Reservoirs-InglesÁnikka Quevedo GarcíaNo ratings yet
- Piping Related DocumentDocument28 pagesPiping Related DocumentTAMIZHKARTHIKNo ratings yet
- Aviation Storage TanksDocument6 pagesAviation Storage Tanksram71990No ratings yet
- Column PipingDocument53 pagesColumn PipingSomnath Laha100% (1)
- Column Piping: Study Layout, Nozzle Orientation & Platforms RequirementsDocument23 pagesColumn Piping: Study Layout, Nozzle Orientation & Platforms RequirementsArindomNo ratings yet
- Piping LayoutDocument16 pagesPiping Layoutsanmiguel000100% (1)
- Heat Exchanger Reference TheoryDocument23 pagesHeat Exchanger Reference TheoryMurugan VeluNo ratings yet
- Pipe Rack and Rack Piping Considerations With Online Course With PDFDocument5 pagesPipe Rack and Rack Piping Considerations With Online Course With PDFSaidFerdjallahNo ratings yet
- Equipment LayoutDocument25 pagesEquipment LayoutCalNo ratings yet
- WWTP HazopDocument12 pagesWWTP HazopMarco MazzucatoNo ratings yet
- Learning For Oil and Gas PlantDocument93 pagesLearning For Oil and Gas Plantlucky yadavNo ratings yet
- Albert AST RegulationsDocument105 pagesAlbert AST RegulationsxnbsxNo ratings yet
- 4.12.1 Outlet Control IntroductionDocument5 pages4.12.1 Outlet Control IntroductionBoos yousufNo ratings yet
- Ships PipingDocument25 pagesShips Pipinggopaltry100% (1)
- Column Piping Study Layout NoDocument21 pagesColumn Piping Study Layout NoTAMIZHKARTHIKNo ratings yet
- 3D Model ReviewDocument12 pages3D Model ReviewDana GuerreroNo ratings yet
- Guides For Storage Tanks Nozzles OrientationDocument5 pagesGuides For Storage Tanks Nozzles OrientationGeethaNo ratings yet
- Assignment 3Document3 pagesAssignment 3Julian Ee Zhi HowNo ratings yet
- Area Division For Tower PipingDocument10 pagesArea Division For Tower PipingSkr9143 ShivNo ratings yet
- PlotplanDocument19 pagesPlotplanmsriref9333100% (2)
- Water Resources EngineeringDocument29 pagesWater Resources EngineeringJochelle TumambingNo ratings yet
- Piping Layout UDLDocument24 pagesPiping Layout UDLLegend Anbu100% (1)
- Well CompletionDocument64 pagesWell CompletionNidhal KahouliNo ratings yet
- Process Plant Layout and Piping DesignDocument106 pagesProcess Plant Layout and Piping DesignGaurav GuptaNo ratings yet
- 1 PiperackDocument8 pages1 PiperackDinesh Kumar JdNo ratings yet
- Use of ExchangersDocument21 pagesUse of Exchangerssteepa22No ratings yet
- Sluice CatalogueDocument40 pagesSluice CatalogueLungisaniNo ratings yet
- A Block Flow DiagramDocument35 pagesA Block Flow DiagramJerry SimonNo ratings yet
- Boiler Commissioning ProcedureDocument5 pagesBoiler Commissioning Procedurekumarmm1234No ratings yet
- Practical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentFrom EverandPractical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentNo ratings yet
- P5 T5 Engl PDFDocument3 pagesP5 T5 Engl PDFshantilalNo ratings yet
- Weld Procedure Summary: SR# Wps No. Process Aws No. P.No. Base Metal Thickness Range Diameter Range PWHTDocument5 pagesWeld Procedure Summary: SR# Wps No. Process Aws No. P.No. Base Metal Thickness Range Diameter Range PWHTshantilalNo ratings yet
- What's The Difference Between An RFI, An RFP, and An RFQ - Information Technology Services - Humboldt State University - Humboldt State UniversityDocument1 pageWhat's The Difference Between An RFI, An RFP, and An RFQ - Information Technology Services - Humboldt State University - Humboldt State UniversityshantilalNo ratings yet
- Piping Study - HomeDocument5 pagesPiping Study - HomeshantilalNo ratings yet
- Material P Group Table 4 PDFDocument1 pageMaterial P Group Table 4 PDFshantilalNo ratings yet
- P5 T5 Engl PDFDocument3 pagesP5 T5 Engl PDFshantilalNo ratings yet
- Disciplinary ProcedureDocument2 pagesDisciplinary ProcedureshantilalNo ratings yet
- Flange Gasket and Bolts - Piping StudyDocument7 pagesFlange Gasket and Bolts - Piping Studyshantilal100% (1)
- Design of Tank and Tubes - TransformersDocument6 pagesDesign of Tank and Tubes - TransformersAJAY KOSHY PS 18-20No ratings yet
- Parts ListDocument2 pagesParts ListmetanirvanaNo ratings yet
- Section 230913 - Instrumentation and Control Devices For HvacDocument9 pagesSection 230913 - Instrumentation and Control Devices For HvacgolfnunoNo ratings yet
- MDC PT ChartDocument2 pagesMDC PT ChartKailas NimbalkarNo ratings yet
- Hsslive Xi Physics FY 224Document16 pagesHsslive Xi Physics FY 224Renjith Raveendran PillaiNo ratings yet
- S.E. 2019 Pattern Endsem Timetable For Nov-Dec-2022 ExamDocument21 pagesS.E. 2019 Pattern Endsem Timetable For Nov-Dec-2022 Examsudhir divekarNo ratings yet
- Control System (FS)Document44 pagesControl System (FS)Lucas RamirezNo ratings yet
- Flat Joint Contact ModelDocument14 pagesFlat Joint Contact ModelVivekChaudharyNo ratings yet
- Excitation and AvrmDocument67 pagesExcitation and AvrmAlok Ranjan Tripathi100% (2)
- Bomag BPR 35 - 42 D, BPR 35 - 60 D Operators and Maintenance ManualDocument66 pagesBomag BPR 35 - 42 D, BPR 35 - 60 D Operators and Maintenance ManualSwiduNo ratings yet
- Condenser - Valuable Book PDFDocument6 pagesCondenser - Valuable Book PDFRajesh OwaiyarNo ratings yet
- Sudare S690QLDocument16 pagesSudare S690QLgivaliNo ratings yet
- Flange ChartDocument4 pagesFlange ChartBowo Edhi WibowoNo ratings yet
- T50 A1 1 Abs Ci12 81995984542 EngDocument142 pagesT50 A1 1 Abs Ci12 81995984542 EngGonçalo Pereira100% (1)
- Fiat Croma Owner HandbookDocument258 pagesFiat Croma Owner HandbookCharles Neal0% (1)
- Design of Cond TrapDocument7 pagesDesign of Cond TrapgtdprasadNo ratings yet
- DH Parameters PDFDocument122 pagesDH Parameters PDFyash523No ratings yet
- Unit 4 - BCEM (Mechanics)Document29 pagesUnit 4 - BCEM (Mechanics)SHASHI RANJANNo ratings yet
- A419127 Generic Component DiagramDocument1 pageA419127 Generic Component DiagramjampukNo ratings yet
- Handouts MTH622 Modules 79 To 100Document44 pagesHandouts MTH622 Modules 79 To 100Muhammad AwaisNo ratings yet
- 3200E BrochureDocument2 pages3200E Brochureedi saputraNo ratings yet
- Hyster Training e KP 000007604Document62 pagesHyster Training e KP 000007604Sarwar Golam100% (1)
- Fire Pump Model Jw6h-Uf30Document10 pagesFire Pump Model Jw6h-Uf30Roronoa ZorroNo ratings yet
- CE FlowGuardLDocument1 pageCE FlowGuardLAQUILES CARRERANo ratings yet
- 318B Pump Flow TestDocument60 pages318B Pump Flow Testsaumicat100% (4)