Download as docx, pdf, or txt
You might also like
- Project On Linear Programming ProblemsDocument32 pagesProject On Linear Programming ProblemsJeeban BaralNo ratings yet
- X5 GT Wiring DiagramDocument2 pagesX5 GT Wiring DiagramBrian Thompson0% (1)
- Big M MethodDocument12 pagesBig M MethodAbhishek SinghNo ratings yet
- Robust Flight Control A Design Challenge Lecture Notes in Control and Information SciencesDocument659 pagesRobust Flight Control A Design Challenge Lecture Notes in Control and Information SciencesarviandyNo ratings yet
- Workbench Apdaptive MeshDocument8 pagesWorkbench Apdaptive MeshypcadNo ratings yet
- Dynamic Simulations in The Design of Batch Processes: Engng Vol. 18, NoDocument14 pagesDynamic Simulations in The Design of Batch Processes: Engng Vol. 18, NoRonaldo Luis Guao BolañoNo ratings yet
- Industrial Applications Using Neural NetworksDocument11 pagesIndustrial Applications Using Neural Networksapi-26172869No ratings yet
- Comparison Study of Different Structures of PID ControllersDocument9 pagesComparison Study of Different Structures of PID Controllers賴明宏No ratings yet
- Fully Automatic Adaptive Mesh Refinement Integrated Into The Solution ProcessDocument8 pagesFully Automatic Adaptive Mesh Refinement Integrated Into The Solution ProcessMariaSolonaruNo ratings yet
- Calibration of Angle of ReposeDocument2 pagesCalibration of Angle of ReposesmendozaNo ratings yet
- The Optimization of A Pulverizing System Based On Genetic Algorithm and Neural NetworkDocument5 pagesThe Optimization of A Pulverizing System Based On Genetic Algorithm and Neural NetworkAnonymous PkeI8e84RsNo ratings yet
- Neural Networks Embed DDocument6 pagesNeural Networks Embed DL S Narasimharao PothanaNo ratings yet
- Taguchi APPDocument14 pagesTaguchi APPAmey VidvansNo ratings yet
- Reconciliation and Rectification of Process Flow and Inventory DataDocument9 pagesReconciliation and Rectification of Process Flow and Inventory Datakara_25No ratings yet
- Taguchi MethodDocument22 pagesTaguchi MethodsadanalzoubiNo ratings yet
- (2020129) On Layer Normalization in The Transformer ArchitectureDocument17 pages(2020129) On Layer Normalization in The Transformer ArchitectureLouis LuNo ratings yet
- Batch Normalization SeparateDocument20 pagesBatch Normalization SeparateNeeraj GargNo ratings yet
- Thesis Genetic AlgorithmDocument7 pagesThesis Genetic Algorithmcarmensanbornmanchester100% (1)
- Journal of Industrial and Engineering Chemistry: Silvia Curteanu, Mirela Smarandoiu, Doina Horoba, Florin LeonDocument4 pagesJournal of Industrial and Engineering Chemistry: Silvia Curteanu, Mirela Smarandoiu, Doina Horoba, Florin LeonRezita RamadhaniNo ratings yet
- Computers and Chemical Engineering: J. Steimel, S. EngellDocument18 pagesComputers and Chemical Engineering: J. Steimel, S. EngellAbubakr KhanNo ratings yet
- Process Parameters Optimization of Injection Molding Using A Fast Strip Analysis As A Surrogate ModelDocument12 pagesProcess Parameters Optimization of Injection Molding Using A Fast Strip Analysis As A Surrogate ModelserafinNo ratings yet
- Afmc16 Dfo CFD PDFDocument4 pagesAfmc16 Dfo CFD PDFdatam38No ratings yet
- Optimization of Machining Parameters Using Fuzzy Based Principal Component Analysis During Dry Turning Operation of Inconel 625 - A Hybrid ApproachDocument9 pagesOptimization of Machining Parameters Using Fuzzy Based Principal Component Analysis During Dry Turning Operation of Inconel 625 - A Hybrid Approachsuneel kumar rathoreNo ratings yet
- Xiong 20 BDocument10 pagesXiong 20 BkaruniaperjuanganNo ratings yet
- Solving Ode by Ann PDFDocument14 pagesSolving Ode by Ann PDFDeep SinghaNo ratings yet
- 2 - Design of Filters For Reducing Harmonic DistortionDocument8 pages2 - Design of Filters For Reducing Harmonic DistortionGayathri ErandikaNo ratings yet
- Conical Diffuser Modelling Using Simulated AnnealingDocument10 pagesConical Diffuser Modelling Using Simulated AnnealingOKORIENo ratings yet
- Optimization in The Vibro-Acoustic Design of Hearing InstrumentsDocument4 pagesOptimization in The Vibro-Acoustic Design of Hearing Instrumentssüleyman tazebayNo ratings yet
- Stock Market Prediction Using Machine Learning: December 2018Document4 pagesStock Market Prediction Using Machine Learning: December 2018Fatima-Ezzahra AINo ratings yet
- 1999 (C.Y. Nian, W.H. Yang, Y.S. Tarng) Optimization of Turning Operations With Multiple Performance Characteristic PDFDocument7 pages1999 (C.Y. Nian, W.H. Yang, Y.S. Tarng) Optimization of Turning Operations With Multiple Performance Characteristic PDFFikri SiplhoNo ratings yet
- Unit 2Document13 pagesUnit 2read4freeNo ratings yet
- Simulation and Optimal Design of Multiple-Bed Pressure Swing Adsorption SystemsDocument14 pagesSimulation and Optimal Design of Multiple-Bed Pressure Swing Adsorption SystemsMeghana SNo ratings yet
- Ai-Ml in 5G Challenge ReportDocument11 pagesAi-Ml in 5G Challenge ReportUsha ChandrakalaNo ratings yet
- Optimization of Surface Roughness in Turning Operation of Brass Tube Using Taguchi MethodDocument22 pagesOptimization of Surface Roughness in Turning Operation of Brass Tube Using Taguchi Methodashwani kaushikNo ratings yet
- Dimensionality ReductionDocument47 pagesDimensionality Reductionbka212407No ratings yet
- Data-Driven Soft Sensor Approach For Quality Prediction in A Refinery ProcessDocument6 pagesData-Driven Soft Sensor Approach For Quality Prediction in A Refinery ProcessvietnampetrochemicalNo ratings yet
- Parameter Study in Plastic Injection Molding Process Using Statistical Methods and IWO AlgorithmDocument5 pagesParameter Study in Plastic Injection Molding Process Using Statistical Methods and IWO AlgorithmDaniel VuletaNo ratings yet
- Stock Market Prediction Using Machine Learning: December 2018Document4 pagesStock Market Prediction Using Machine Learning: December 2018Akash GuptaNo ratings yet
- On The Simultaneous Solution and Optimization of Large Scale Engineering SystemsDocument13 pagesOn The Simultaneous Solution and Optimization of Large Scale Engineering SystemsGustavo Gabriel JimenezNo ratings yet
- AIAA20025539 StanderDocument10 pagesAIAA20025539 Standerger5555kingNo ratings yet
- Revisiting The Ziegler Nichols Tuning Ru PDFDocument14 pagesRevisiting The Ziegler Nichols Tuning Ru PDFJulian Camilo Casas JimenezNo ratings yet
- Guedes 2013Document10 pagesGuedes 2013Douglas VieiraNo ratings yet
- Multi-Layer PerceptronsDocument8 pagesMulti-Layer PerceptronswarrengauciNo ratings yet
- Parameter Estimation of Software Reliability Growth Models Using Simulated Annealing MethodDocument4 pagesParameter Estimation of Software Reliability Growth Models Using Simulated Annealing MethodATSNo ratings yet
- Nascimento 2000Document12 pagesNascimento 2000Luis Enrique Flores ValenzuelaNo ratings yet
- Embedded Deterministic Test: IEEE Transactions On Computer-Aided Design of Integrated Circuits and Systems June 2004Document18 pagesEmbedded Deterministic Test: IEEE Transactions On Computer-Aided Design of Integrated Circuits and Systems June 2004MANIKANDAN SNo ratings yet
- Prediction of Process Parameters For Optimal Material Removal Rate Using Artificial Neural Network (ANN) TechniqueDocument7 pagesPrediction of Process Parameters For Optimal Material Removal Rate Using Artificial Neural Network (ANN) TechniqueKrishna MurthyNo ratings yet
- An Overview of Overfitting and Its SolutionsDocument7 pagesAn Overview of Overfitting and Its Solutionssachinwickramasinghe97No ratings yet
- Final GNGDocument42 pagesFinal GNGsyuehNo ratings yet
- Bitcoin ModulesDocument7 pagesBitcoin ModulesAnonymous vEkqfNNo ratings yet
- Jacob With Berry: Charanjit Kandola, Daniel Fagerlie Due: June 2, 2017Document5 pagesJacob With Berry: Charanjit Kandola, Daniel Fagerlie Due: June 2, 2017api-368024671No ratings yet
- Stock Market Prediction Using Machine Learning: December 2018Document4 pagesStock Market Prediction Using Machine Learning: December 2018shauryaNo ratings yet
- Hyperparameter Tuning For Deep Learning in Natural Language ProcessingDocument7 pagesHyperparameter Tuning For Deep Learning in Natural Language ProcessingWardhana Halim KusumaNo ratings yet
- Journal 04Document22 pagesJournal 04Anwesh ReddyNo ratings yet
- (W-7022) Machine-Learning Accelerated Geometry Optimization in Molecular SimulationDocument9 pages(W-7022) Machine-Learning Accelerated Geometry Optimization in Molecular SimulationNazmul SaqibNo ratings yet
- Stanley AssignmentDocument6 pagesStanley AssignmentTimsonNo ratings yet
- Techno-Economic Assessment Template About: AuthorDocument52 pagesTechno-Economic Assessment Template About: AuthorSantiago CapeloNo ratings yet
- From: First IEE International Conference On Artificial Neural Networks. IEE Conference Publication 313Document18 pagesFrom: First IEE International Conference On Artificial Neural Networks. IEE Conference Publication 313Ahmed KhazalNo ratings yet
- 23 Ijsrr D 2178.f PDFDocument13 pages23 Ijsrr D 2178.f PDFPrashanth GanjiNo ratings yet
- Design of Experiments Via Taguchi Methods Orthogonal ArraysDocument21 pagesDesign of Experiments Via Taguchi Methods Orthogonal ArraysRohan ViswanathNo ratings yet
- 1206 2944 PDFDocument12 pages1206 2944 PDFAminul HaqueNo ratings yet
- Ivar J. Halvorsen and Sigurd SkogestadDocument19 pagesIvar J. Halvorsen and Sigurd SkogestadCHANADASNo ratings yet
- TAPES-R Guide October 2011 - To Be Updated PDFDocument10 pagesTAPES-R Guide October 2011 - To Be Updated PDFBrian ThompsonNo ratings yet
- Installation Instruction of 5-Phase Motor: Connection DiagramDocument4 pagesInstallation Instruction of 5-Phase Motor: Connection DiagramBrian ThompsonNo ratings yet
- UV Data SheetDocument15 pagesUV Data SheetBrian ThompsonNo ratings yet
- PH Type Stepping Motors: - $I Ec-If C .TionsDocument1 pagePH Type Stepping Motors: - $I Ec-If C .TionsBrian ThompsonNo ratings yet
- Na1-Pk5 Na1-5 e CataDocument10 pagesNa1-Pk5 Na1-5 e CataBrian ThompsonNo ratings yet
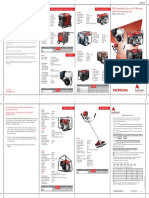
- SBS Instalment Plans at 0% Markup With No Processing Fee: Petrol Generators Petrol Generators Inverter TypeDocument2 pagesSBS Instalment Plans at 0% Markup With No Processing Fee: Petrol Generators Petrol Generators Inverter TypeBrian ThompsonNo ratings yet
- Assessment CreteriaDocument20 pagesAssessment CreteriaBrian ThompsonNo ratings yet
- SBS Instalment Plans at 0% Markup With No Processing Fee: Terms and ConditionsDocument2 pagesSBS Instalment Plans at 0% Markup With No Processing Fee: Terms and ConditionsBrian ThompsonNo ratings yet
- Gait Lab System: The System Must Included Following,: Sr. # Items QtyDocument4 pagesGait Lab System: The System Must Included Following,: Sr. # Items QtyBrian ThompsonNo ratings yet
- Conflict Management Group-EMBA !ST GroupworkDocument2 pagesConflict Management Group-EMBA !ST GroupworkBrian ThompsonNo ratings yet
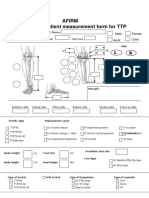
- Afirm ALAC Patient Measurement Form For TTP: Patient Name Male Female Adult ChildDocument2 pagesAfirm ALAC Patient Measurement Form For TTP: Patient Name Male Female Adult ChildBrian ThompsonNo ratings yet
- Assignment 1 For March 27 17Document2 pagesAssignment 1 For March 27 17Brian ThompsonNo ratings yet
- IFM Assignment #Document3 pagesIFM Assignment #Brian ThompsonNo ratings yet
- Summary of RDocument2 pagesSummary of RBrian ThompsonNo ratings yet
- ConstitutionDocument22 pagesConstitutionBrian ThompsonNo ratings yet
- 3D1 For 13 PlanerDocument32 pages3D1 For 13 PlanerBrian ThompsonNo ratings yet
- Emg ProtocolDocument14 pagesEmg ProtocolBrian ThompsonNo ratings yet
- Production Management Control I Line Balancing Bus 314Document7 pagesProduction Management Control I Line Balancing Bus 314faith olaNo ratings yet
- Index: Practical Genetic Algorithms, Second Edition, by Randy L. Haupt and Sue Ellen HauptDocument3 pagesIndex: Practical Genetic Algorithms, Second Edition, by Randy L. Haupt and Sue Ellen HauptAnonymous 37PvyXCNo ratings yet
- Fuzzy Logic For Smart Utilisation of StoDocument7 pagesFuzzy Logic For Smart Utilisation of Stojijo123408No ratings yet
- A Unified Framework For Symbiosis of EvolutionaryDocument17 pagesA Unified Framework For Symbiosis of Evolutionaryai.nurhayati2020No ratings yet
- Balaji Opt Lecture8 ActDocument72 pagesBalaji Opt Lecture8 ActHalwa KhoiriNo ratings yet
- 174173.zarko Thesis PDFDocument293 pages174173.zarko Thesis PDFAmirNo ratings yet
- Linear Control of Nonlinear ProcessesDocument23 pagesLinear Control of Nonlinear ProcessesSurya Budi WidagdoNo ratings yet
- Mixed Integer Linear Programming: Combinatorial Problem Solving (CPS)Document68 pagesMixed Integer Linear Programming: Combinatorial Problem Solving (CPS)Anonymous 78iAn6No ratings yet
- Chapte 3Document105 pagesChapte 3Rabaa DooriiNo ratings yet
- CQF Brochure June19 OnlineDocument24 pagesCQF Brochure June19 OnlineHitesh KumarNo ratings yet
- The Training Programming During The Competition Microcycle in HandballDocument7 pagesThe Training Programming During The Competition Microcycle in HandballAleksandar MitevskiNo ratings yet
- Unit 2 - Analysis and Design of Algorithms - WWW - Rgpvnotes.in PDFDocument15 pagesUnit 2 - Analysis and Design of Algorithms - WWW - Rgpvnotes.in PDFyashNo ratings yet
- Hargraves CollocationDocument5 pagesHargraves CollocationThomas AntonyNo ratings yet
- Cython Cise PDFDocument9 pagesCython Cise PDFJonathan BakerNo ratings yet
- COURSE SYLLABUS IN GE8-ETHICS, Second Semester, SY 2022-2023 - REVISION NO. 2022-01 COPY FOR ADOPTION-1Document23 pagesCOURSE SYLLABUS IN GE8-ETHICS, Second Semester, SY 2022-2023 - REVISION NO. 2022-01 COPY FOR ADOPTION-1Duhreen Kate CastroNo ratings yet
- Mte 12Document12 pagesMte 12PrinkuDihedralNo ratings yet
- 17 Future Design Richard DegenhardtDocument10 pages17 Future Design Richard DegenhardtMohsen NaghdiNasabNo ratings yet
- Question Paper Code:: Reg. No.Document25 pagesQuestion Paper Code:: Reg. No.Saravana KumarNo ratings yet
- Bezaneh HabtemariamDocument85 pagesBezaneh HabtemariamabadittadesseNo ratings yet
- Evaluation Technology For Energy Consumption and Traffic Volume On Railway Traffic Systems and Hitachi's Energy Saving EffortsDocument6 pagesEvaluation Technology For Energy Consumption and Traffic Volume On Railway Traffic Systems and Hitachi's Energy Saving EffortsAhmad TaheriNo ratings yet
- 1 s2.0 S001623611731431X MainDocument11 pages1 s2.0 S001623611731431X MainLucas QueirozNo ratings yet
- Solution Report For: Home My Test My ProfileDocument11 pagesSolution Report For: Home My Test My Profilespurohit1991No ratings yet
- Operational Research CourseworkDocument7 pagesOperational Research Courseworkf5de9mre100% (2)
- Sample Questions AnswersDocument8 pagesSample Questions AnswersDavidNo ratings yet
- Maths For EconomicsDocument17 pagesMaths For EconomicskentbnxNo ratings yet
- International Journal of Nursing Sciences: Franklin Leung, Yee-Chun Lau, Martin Law, Shih-Kien DjengDocument5 pagesInternational Journal of Nursing Sciences: Franklin Leung, Yee-Chun Lau, Martin Law, Shih-Kien DjengAAWildaniNo ratings yet