
Understand The Real World of Mixing PDF
Understand The Real World of Mixing PDF
You might also like
- Gaumer Process - Heat Control SystemDocument8 pagesGaumer Process - Heat Control Systemharry_chemNo ratings yet
- Activity 1: Making Words Meaningful Directions: GROUP WORK. Working in Triads, Answer The Question About The ItalicizedDocument3 pagesActivity 1: Making Words Meaningful Directions: GROUP WORK. Working in Triads, Answer The Question About The ItalicizedKristian Lloyd Evardo100% (4)
- Multiplication Table 1 To 60Document8 pagesMultiplication Table 1 To 60Matilda Duncan100% (1)
- 11 - Gas-Liquid MixingDocument56 pages11 - Gas-Liquid MixingHamza AliNo ratings yet
- R Grenville Thesis 1992 PDFDocument196 pagesR Grenville Thesis 1992 PDFShafiq HakimiNo ratings yet
- Instruction Manual Alfa Laval Agitator Alt Altb Ese03504enDocument112 pagesInstruction Manual Alfa Laval Agitator Alt Altb Ese03504ennqh2009No ratings yet
- Mixing Studies of Non-Newtonian Uids in An Anchor Agitated VesselDocument10 pagesMixing Studies of Non-Newtonian Uids in An Anchor Agitated VesselJose Davi Rodrigues Silva UFC100% (1)
- Multipump (Rotary Lobe Pump)Document5 pagesMultipump (Rotary Lobe Pump)Nguyễn Hồng QuânNo ratings yet
- Castor Oil Thermodynamic Model For HysysDocument6 pagesCastor Oil Thermodynamic Model For HysystenrebracNo ratings yet
- sb25 100Document8 pagessb25 100Bessem FrijaNo ratings yet
- Hygienic Plant Reference Manual Unilever-190411Document33 pagesHygienic Plant Reference Manual Unilever-190411JayantNo ratings yet
- Ehandbook Master Your Mixing v2Document18 pagesEhandbook Master Your Mixing v2Maicon GoularteNo ratings yet
- Batch Processing Systems Engineering - Fundamentals and Applications For Chemical EngineeringDocument885 pagesBatch Processing Systems Engineering - Fundamentals and Applications For Chemical EngineeringitzelselNo ratings yet
- A - Pfaudler DIN AE Reactors 622 4E PDFDocument24 pagesA - Pfaudler DIN AE Reactors 622 4E PDFAnand Gupta100% (1)
- Silverson Bottom Entry MixerDocument5 pagesSilverson Bottom Entry MixerDiego ArroyaveNo ratings yet
- Se Downloads Paddle Dryer DataDocument16 pagesSe Downloads Paddle Dryer DataJignesh PanchalNo ratings yet
- Continuous Fat Splitting Plants Using The Colgate-Emery ProcessDocument5 pagesContinuous Fat Splitting Plants Using The Colgate-Emery ProcessAri nahirNo ratings yet
- Scaba Kevero enDocument12 pagesScaba Kevero enSuphi YükselNo ratings yet
- Agitation and MixingDocument77 pagesAgitation and MixingKolliparaDeepak100% (1)
- VS AgitatorDocument6 pagesVS AgitatorradioqweNo ratings yet
- ALLWEILER-Pump GK 796451 CWH 250-500 GB PDFDocument8 pagesALLWEILER-Pump GK 796451 CWH 250-500 GB PDFGeorge_Wabag_2014100% (1)
- Baker 2 Phase FlowDocument2 pagesBaker 2 Phase FlowLind D. QuiNo ratings yet
- Agitator SealsDocument9 pagesAgitator SealsArunkumarNo ratings yet
- James E. Mark, Burak Erman Rubberlike Elasticity A Molecular PrimerDocument272 pagesJames E. Mark, Burak Erman Rubberlike Elasticity A Molecular PrimerBruna Guedes Alvarenga100% (1)
- May2010 PDFDocument3 pagesMay2010 PDFJULIO CESARNo ratings yet
- Process Filters EngDocument12 pagesProcess Filters Engmaurozuri100% (1)
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- Assignment Fermentation (Agitator)Document8 pagesAssignment Fermentation (Agitator)izzat ezmanNo ratings yet
- Agitiation and Mixing Liquids To StudentsDocument30 pagesAgitiation and Mixing Liquids To StudentsAkshay dev100% (1)
- 2009 M 14 JansenDocument9 pages2009 M 14 Jansenfutsal2003No ratings yet
- Pump SealsDocument10 pagesPump Sealspaul_brightNo ratings yet
- Mixing-And-Processing-Of-Liquids-And-Solids 18.1Document43 pagesMixing-And-Processing-Of-Liquids-And-Solids 18.1vane-16100% (2)
- 3.2 Atex GLRD enDocument19 pages3.2 Atex GLRD enatenciaj100% (1)
- Polybutadiene Report PDFDocument9 pagesPolybutadiene Report PDFHamzah A. LaftaNo ratings yet
- SpargerDocument14 pagesSpargerNishevitha GangatharanNo ratings yet
- Cat Bpe PDFDocument57 pagesCat Bpe PDFJohnNo ratings yet
- Membrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngasDocument10 pagesMembrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngascurlychemNo ratings yet
- Mixing With Helical Ribbon AgitatorsDocument9 pagesMixing With Helical Ribbon AgitatorsWilson Agudelo CatañoNo ratings yet
- Rate Based Vs Equilibrium ModelDocument12 pagesRate Based Vs Equilibrium Modelzorro21072107No ratings yet
- Anaer ObiDocument4 pagesAnaer ObiLTE002No ratings yet
- How To Scale-Up: M Miix Xiin NG G P Prro Occe Es Ss Se Es S Iin NDocument9 pagesHow To Scale-Up: M Miix Xiin NG G P Prro Occe Es Ss Se Es S Iin NOdst Ovac100% (1)
- Student Conference: Chemical Engineering Department, Vishwakarma Institute of Technology, Pune, IndiaDocument9 pagesStudent Conference: Chemical Engineering Department, Vishwakarma Institute of Technology, Pune, IndiaASHWIN ACHARYANo ratings yet
- Food Grade SealsDocument116 pagesFood Grade SealsNickNo ratings yet
- 4 - AIChE Clearwater 2018 (RKG-footer)Document7 pages4 - AIChE Clearwater 2018 (RKG-footer)eliezertoledoNo ratings yet
- Synthesis and Characterization of Methacrylic Acid-EthylDocument13 pagesSynthesis and Characterization of Methacrylic Acid-EthylNguyễn Trung ĐứcNo ratings yet
- Chemical Composition of Mung BeanDocument8 pagesChemical Composition of Mung BeanEuler MiquilenaNo ratings yet
- MixingandAgitation93851 10Document18 pagesMixingandAgitation93851 10Eugenio Díaz HenríquezNo ratings yet
- Heat Transfer Oil Hytherm 500Document3 pagesHeat Transfer Oil Hytherm 500praveen kumar vengadasamy0% (1)
- Introductory Guide To Glass-Lined Steel EquipmentDocument8 pagesIntroductory Guide To Glass-Lined Steel EquipmentMahmoud Al HomranNo ratings yet
- Mechanical Seal For PumpDocument48 pagesMechanical Seal For PumpJuan Altamirano RojasNo ratings yet
- Thesis 1993 D427a PDFDocument149 pagesThesis 1993 D427a PDFe.vicente.caballeroNo ratings yet
- Agitation of Non-Newtonian FluidsDocument8 pagesAgitation of Non-Newtonian FluidsandresjypNo ratings yet
- Aerosol Propellants PDFDocument14 pagesAerosol Propellants PDFAmit100% (1)
- High-End Metering PumpsDocument15 pagesHigh-End Metering PumpsDaniel Saenz GonzalezNo ratings yet
- Colorant Removal During ClarificationDocument13 pagesColorant Removal During ClarificationPaula ArangoNo ratings yet
- Viscous Diss Tern in Energy EquationsDocument14 pagesViscous Diss Tern in Energy EquationsJohn Jonnalagadda100% (1)
- Avoid Pump Shaft Failure.-1 PDFDocument3 pagesAvoid Pump Shaft Failure.-1 PDFAnonymous jlLBRMAr3ONo ratings yet
- Mechanical Design Aspects For High-Performance Agitated ReactorsDocument11 pagesMechanical Design Aspects For High-Performance Agitated ReactorsgpcshfNo ratings yet
- Burgmann Ts2000eDocument4 pagesBurgmann Ts2000edeyoooooNo ratings yet
- Bergman 2007Document30 pagesBergman 2007Miguel Flores JimenezNo ratings yet
- Dynamic Operation of Chemical Reactors Friend or FoeDocument9 pagesDynamic Operation of Chemical Reactors Friend or FoeSteve Wan100% (1)
- Design Reactors Via CFD: Chemical Engineering Progress December 2001Document11 pagesDesign Reactors Via CFD: Chemical Engineering Progress December 2001apitbhuNo ratings yet
- System Practices For Ammonia and Carbon Dioxide RefrigerantsDocument27 pagesSystem Practices For Ammonia and Carbon Dioxide Refrigerants1940LaSalleNo ratings yet
- Outdoor Path LightingDocument6 pagesOutdoor Path Lighting1940LaSalleNo ratings yet
- The Viscosity of Concentrated Electrolyte Solutions - Temperature DependenceDocument11 pagesThe Viscosity of Concentrated Electrolyte Solutions - Temperature Dependence1940LaSalleNo ratings yet
- Symmetrical Form of The Four-Suffix Margules Equations For Quaternary SystemsDocument2 pagesSymmetrical Form of The Four-Suffix Margules Equations For Quaternary Systems1940LaSalleNo ratings yet
- A Practical Method To Predict Performance Curves of Centrifugal Water PumpsDocument6 pagesA Practical Method To Predict Performance Curves of Centrifugal Water Pumps1940LaSalleNo ratings yet
- A simple expression for the nonrandomness parameter αij in the NRTL equation for completely miscible systemsDocument6 pagesA simple expression for the nonrandomness parameter αij in the NRTL equation for completely miscible systems1940LaSalleNo ratings yet
- Liew Huay Ling, Lim Siew Yee and Helmer Aslaksen Department of Mathematics, National University of Singapore Semester 2, 2000/2001Document4 pagesLiew Huay Ling, Lim Siew Yee and Helmer Aslaksen Department of Mathematics, National University of Singapore Semester 2, 2000/20011940LaSalleNo ratings yet
- APPLE FRITTER CAKE Cook Heavenly RecipesDocument4 pagesAPPLE FRITTER CAKE Cook Heavenly Recipes1940LaSalleNo ratings yet
- ET-88-NJ Ethics & Standards of Conduct For New Jersey EngineersDocument29 pagesET-88-NJ Ethics & Standards of Conduct For New Jersey Engineers1940LaSalleNo ratings yet
- NJ Plumbing PDFDocument483 pagesNJ Plumbing PDF1940LaSalleNo ratings yet
- Gloucester County Comcast Channel LineupDocument4 pagesGloucester County Comcast Channel Lineup1940LaSalleNo ratings yet
- Life On The North Side: The African American Community in Sparrows PointDocument22 pagesLife On The North Side: The African American Community in Sparrows Point1940LaSalleNo ratings yet
- Warren Vs Fitzgerald 1947 Baltimore Suit Against Natl City LinesDocument37 pagesWarren Vs Fitzgerald 1947 Baltimore Suit Against Natl City Lines1940LaSalleNo ratings yet
- Test 2 OBL AnswerDocument5 pagesTest 2 OBL AnswerĐức Anh LeoNo ratings yet
- Specification For High-Strength Concrete in Moderate To High Seismic ApplicationsDocument16 pagesSpecification For High-Strength Concrete in Moderate To High Seismic ApplicationsRandy CamaclangNo ratings yet
- The Bug Shop: Ben Nagy & The GrugqDocument47 pagesThe Bug Shop: Ben Nagy & The Grugqtimtom123No ratings yet
- Nova Fórmula de Gessagem Caires e GuimaraesDocument9 pagesNova Fórmula de Gessagem Caires e GuimaraesJefrejan Souza RezendeNo ratings yet
- Quantum Coin Flip - ObservationDocument3 pagesQuantum Coin Flip - ObservationAngelina JolieNo ratings yet
- WMS Sample ReportDocument3 pagesWMS Sample ReportVAIDEHI AGARWAL0% (1)
- Sony CDP-C460Z Service ManualDocument34 pagesSony CDP-C460Z Service Manual王军No ratings yet
- Course Details: Course Details:: Course Coordinator: Email: Office LocationDocument12 pagesCourse Details: Course Details:: Course Coordinator: Email: Office LocationHephzibah EniloloboNo ratings yet
- Presentation Group Decision MakingDocument14 pagesPresentation Group Decision MakingRakesh Shrestha0% (1)
- Connection Lost - Modern FamilyDocument3 pagesConnection Lost - Modern FamilydanNo ratings yet
- Airbus 29 A300 A310 HydraulicsDocument186 pagesAirbus 29 A300 A310 HydraulicsElijah Paul Merto86% (7)
- Smart Dustbin Report PaperDocument9 pagesSmart Dustbin Report PaperAbhishek JhaNo ratings yet
- Childhood SchizophreniaDocument14 pagesChildhood SchizophreniaAnalia WriterNo ratings yet
- Industrial Tools and Solutions PDFDocument113 pagesIndustrial Tools and Solutions PDFandresboy123100% (1)
- Final Examination in SS01Document3 pagesFinal Examination in SS01Nerzell RespetoNo ratings yet
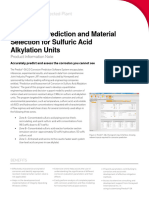
- Corrosion Prediction and Material Selection For Sulfuric Acid Alkylation UnitsDocument4 pagesCorrosion Prediction and Material Selection For Sulfuric Acid Alkylation Unitssandrine guerinNo ratings yet
- J1.L.P0019. Flight Management System-400Document2 pagesJ1.L.P0019. Flight Management System-400nhannhse172841No ratings yet
- Multiple Intelligences - 8 Ways of Being SmartDocument2 pagesMultiple Intelligences - 8 Ways of Being SmartImpulsive collector100% (2)
- JSA NEW FORM - Instalasi Radio Di Tower Office JO 37Document6 pagesJSA NEW FORM - Instalasi Radio Di Tower Office JO 37Muchamad SalafudinNo ratings yet
- HCLSpec Battle of The UniversesDocument24 pagesHCLSpec Battle of The Universesresearch2000No ratings yet
- EADS-Brochure VoltAir EnglishDocument6 pagesEADS-Brochure VoltAir EnglishHemesh AceNo ratings yet
- Blue Streak Case StudyDocument3 pagesBlue Streak Case StudyDanik El ZuniNo ratings yet
- CLP 315Document32 pagesCLP 315theBAUNo ratings yet
- Mill Series Training Manual Haas CNC Mill OperatorDocument81 pagesMill Series Training Manual Haas CNC Mill OperatorDamir PrstenkovNo ratings yet
- Lesson Plan T.L.E. IV: Topic: Making The Pie CrustDocument3 pagesLesson Plan T.L.E. IV: Topic: Making The Pie CrustJovelyn Avila100% (3)
- Rational Function and InterceptsDocument4 pagesRational Function and InterceptsMaxene CabañerosNo ratings yet
- Significant Figure Rules For LogsDocument2 pagesSignificant Figure Rules For Logsmooningearth2No ratings yet




































































































Download as pdf or txt
You might also like
- Gaumer Process - Heat Control SystemDocument8 pagesGaumer Process - Heat Control Systemharry_chemNo ratings yet
- Activity 1: Making Words Meaningful Directions: GROUP WORK. Working in Triads, Answer The Question About The ItalicizedDocument3 pagesActivity 1: Making Words Meaningful Directions: GROUP WORK. Working in Triads, Answer The Question About The ItalicizedKristian Lloyd Evardo100% (4)
- Multiplication Table 1 To 60Document8 pagesMultiplication Table 1 To 60Matilda Duncan100% (1)
- 11 - Gas-Liquid MixingDocument56 pages11 - Gas-Liquid MixingHamza AliNo ratings yet
- R Grenville Thesis 1992 PDFDocument196 pagesR Grenville Thesis 1992 PDFShafiq HakimiNo ratings yet
- Instruction Manual Alfa Laval Agitator Alt Altb Ese03504enDocument112 pagesInstruction Manual Alfa Laval Agitator Alt Altb Ese03504ennqh2009No ratings yet
- Mixing Studies of Non-Newtonian Uids in An Anchor Agitated VesselDocument10 pagesMixing Studies of Non-Newtonian Uids in An Anchor Agitated VesselJose Davi Rodrigues Silva UFC100% (1)
- Multipump (Rotary Lobe Pump)Document5 pagesMultipump (Rotary Lobe Pump)Nguyễn Hồng QuânNo ratings yet
- Castor Oil Thermodynamic Model For HysysDocument6 pagesCastor Oil Thermodynamic Model For HysystenrebracNo ratings yet
- sb25 100Document8 pagessb25 100Bessem FrijaNo ratings yet
- Hygienic Plant Reference Manual Unilever-190411Document33 pagesHygienic Plant Reference Manual Unilever-190411JayantNo ratings yet
- Ehandbook Master Your Mixing v2Document18 pagesEhandbook Master Your Mixing v2Maicon GoularteNo ratings yet
- Batch Processing Systems Engineering - Fundamentals and Applications For Chemical EngineeringDocument885 pagesBatch Processing Systems Engineering - Fundamentals and Applications For Chemical EngineeringitzelselNo ratings yet
- A - Pfaudler DIN AE Reactors 622 4E PDFDocument24 pagesA - Pfaudler DIN AE Reactors 622 4E PDFAnand Gupta100% (1)
- Silverson Bottom Entry MixerDocument5 pagesSilverson Bottom Entry MixerDiego ArroyaveNo ratings yet
- Se Downloads Paddle Dryer DataDocument16 pagesSe Downloads Paddle Dryer DataJignesh PanchalNo ratings yet
- Continuous Fat Splitting Plants Using The Colgate-Emery ProcessDocument5 pagesContinuous Fat Splitting Plants Using The Colgate-Emery ProcessAri nahirNo ratings yet
- Scaba Kevero enDocument12 pagesScaba Kevero enSuphi YükselNo ratings yet
- Agitation and MixingDocument77 pagesAgitation and MixingKolliparaDeepak100% (1)
- VS AgitatorDocument6 pagesVS AgitatorradioqweNo ratings yet
- ALLWEILER-Pump GK 796451 CWH 250-500 GB PDFDocument8 pagesALLWEILER-Pump GK 796451 CWH 250-500 GB PDFGeorge_Wabag_2014100% (1)
- Baker 2 Phase FlowDocument2 pagesBaker 2 Phase FlowLind D. QuiNo ratings yet
- Agitator SealsDocument9 pagesAgitator SealsArunkumarNo ratings yet
- James E. Mark, Burak Erman Rubberlike Elasticity A Molecular PrimerDocument272 pagesJames E. Mark, Burak Erman Rubberlike Elasticity A Molecular PrimerBruna Guedes Alvarenga100% (1)
- May2010 PDFDocument3 pagesMay2010 PDFJULIO CESARNo ratings yet
- Process Filters EngDocument12 pagesProcess Filters Engmaurozuri100% (1)
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- Assignment Fermentation (Agitator)Document8 pagesAssignment Fermentation (Agitator)izzat ezmanNo ratings yet
- Agitiation and Mixing Liquids To StudentsDocument30 pagesAgitiation and Mixing Liquids To StudentsAkshay dev100% (1)
- 2009 M 14 JansenDocument9 pages2009 M 14 Jansenfutsal2003No ratings yet
- Pump SealsDocument10 pagesPump Sealspaul_brightNo ratings yet
- Mixing-And-Processing-Of-Liquids-And-Solids 18.1Document43 pagesMixing-And-Processing-Of-Liquids-And-Solids 18.1vane-16100% (2)
- 3.2 Atex GLRD enDocument19 pages3.2 Atex GLRD enatenciaj100% (1)
- Polybutadiene Report PDFDocument9 pagesPolybutadiene Report PDFHamzah A. LaftaNo ratings yet
- SpargerDocument14 pagesSpargerNishevitha GangatharanNo ratings yet
- Cat Bpe PDFDocument57 pagesCat Bpe PDFJohnNo ratings yet
- Membrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngasDocument10 pagesMembrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngascurlychemNo ratings yet
- Mixing With Helical Ribbon AgitatorsDocument9 pagesMixing With Helical Ribbon AgitatorsWilson Agudelo CatañoNo ratings yet
- Rate Based Vs Equilibrium ModelDocument12 pagesRate Based Vs Equilibrium Modelzorro21072107No ratings yet
- Anaer ObiDocument4 pagesAnaer ObiLTE002No ratings yet
- How To Scale-Up: M Miix Xiin NG G P Prro Occe Es Ss Se Es S Iin NDocument9 pagesHow To Scale-Up: M Miix Xiin NG G P Prro Occe Es Ss Se Es S Iin NOdst Ovac100% (1)
- Student Conference: Chemical Engineering Department, Vishwakarma Institute of Technology, Pune, IndiaDocument9 pagesStudent Conference: Chemical Engineering Department, Vishwakarma Institute of Technology, Pune, IndiaASHWIN ACHARYANo ratings yet
- Food Grade SealsDocument116 pagesFood Grade SealsNickNo ratings yet
- 4 - AIChE Clearwater 2018 (RKG-footer)Document7 pages4 - AIChE Clearwater 2018 (RKG-footer)eliezertoledoNo ratings yet
- Synthesis and Characterization of Methacrylic Acid-EthylDocument13 pagesSynthesis and Characterization of Methacrylic Acid-EthylNguyễn Trung ĐứcNo ratings yet
- Chemical Composition of Mung BeanDocument8 pagesChemical Composition of Mung BeanEuler MiquilenaNo ratings yet
- MixingandAgitation93851 10Document18 pagesMixingandAgitation93851 10Eugenio Díaz HenríquezNo ratings yet
- Heat Transfer Oil Hytherm 500Document3 pagesHeat Transfer Oil Hytherm 500praveen kumar vengadasamy0% (1)
- Introductory Guide To Glass-Lined Steel EquipmentDocument8 pagesIntroductory Guide To Glass-Lined Steel EquipmentMahmoud Al HomranNo ratings yet
- Mechanical Seal For PumpDocument48 pagesMechanical Seal For PumpJuan Altamirano RojasNo ratings yet
- Thesis 1993 D427a PDFDocument149 pagesThesis 1993 D427a PDFe.vicente.caballeroNo ratings yet
- Agitation of Non-Newtonian FluidsDocument8 pagesAgitation of Non-Newtonian FluidsandresjypNo ratings yet
- Aerosol Propellants PDFDocument14 pagesAerosol Propellants PDFAmit100% (1)
- High-End Metering PumpsDocument15 pagesHigh-End Metering PumpsDaniel Saenz GonzalezNo ratings yet
- Colorant Removal During ClarificationDocument13 pagesColorant Removal During ClarificationPaula ArangoNo ratings yet
- Viscous Diss Tern in Energy EquationsDocument14 pagesViscous Diss Tern in Energy EquationsJohn Jonnalagadda100% (1)
- Avoid Pump Shaft Failure.-1 PDFDocument3 pagesAvoid Pump Shaft Failure.-1 PDFAnonymous jlLBRMAr3ONo ratings yet
- Mechanical Design Aspects For High-Performance Agitated ReactorsDocument11 pagesMechanical Design Aspects For High-Performance Agitated ReactorsgpcshfNo ratings yet
- Burgmann Ts2000eDocument4 pagesBurgmann Ts2000edeyoooooNo ratings yet
- Bergman 2007Document30 pagesBergman 2007Miguel Flores JimenezNo ratings yet
- Dynamic Operation of Chemical Reactors Friend or FoeDocument9 pagesDynamic Operation of Chemical Reactors Friend or FoeSteve Wan100% (1)
- Design Reactors Via CFD: Chemical Engineering Progress December 2001Document11 pagesDesign Reactors Via CFD: Chemical Engineering Progress December 2001apitbhuNo ratings yet
- System Practices For Ammonia and Carbon Dioxide RefrigerantsDocument27 pagesSystem Practices For Ammonia and Carbon Dioxide Refrigerants1940LaSalleNo ratings yet
- Outdoor Path LightingDocument6 pagesOutdoor Path Lighting1940LaSalleNo ratings yet
- The Viscosity of Concentrated Electrolyte Solutions - Temperature DependenceDocument11 pagesThe Viscosity of Concentrated Electrolyte Solutions - Temperature Dependence1940LaSalleNo ratings yet
- Symmetrical Form of The Four-Suffix Margules Equations For Quaternary SystemsDocument2 pagesSymmetrical Form of The Four-Suffix Margules Equations For Quaternary Systems1940LaSalleNo ratings yet
- A Practical Method To Predict Performance Curves of Centrifugal Water PumpsDocument6 pagesA Practical Method To Predict Performance Curves of Centrifugal Water Pumps1940LaSalleNo ratings yet
- A simple expression for the nonrandomness parameter αij in the NRTL equation for completely miscible systemsDocument6 pagesA simple expression for the nonrandomness parameter αij in the NRTL equation for completely miscible systems1940LaSalleNo ratings yet
- Liew Huay Ling, Lim Siew Yee and Helmer Aslaksen Department of Mathematics, National University of Singapore Semester 2, 2000/2001Document4 pagesLiew Huay Ling, Lim Siew Yee and Helmer Aslaksen Department of Mathematics, National University of Singapore Semester 2, 2000/20011940LaSalleNo ratings yet
- APPLE FRITTER CAKE Cook Heavenly RecipesDocument4 pagesAPPLE FRITTER CAKE Cook Heavenly Recipes1940LaSalleNo ratings yet
- ET-88-NJ Ethics & Standards of Conduct For New Jersey EngineersDocument29 pagesET-88-NJ Ethics & Standards of Conduct For New Jersey Engineers1940LaSalleNo ratings yet
- NJ Plumbing PDFDocument483 pagesNJ Plumbing PDF1940LaSalleNo ratings yet
- Gloucester County Comcast Channel LineupDocument4 pagesGloucester County Comcast Channel Lineup1940LaSalleNo ratings yet
- Life On The North Side: The African American Community in Sparrows PointDocument22 pagesLife On The North Side: The African American Community in Sparrows Point1940LaSalleNo ratings yet
- Warren Vs Fitzgerald 1947 Baltimore Suit Against Natl City LinesDocument37 pagesWarren Vs Fitzgerald 1947 Baltimore Suit Against Natl City Lines1940LaSalleNo ratings yet
- Test 2 OBL AnswerDocument5 pagesTest 2 OBL AnswerĐức Anh LeoNo ratings yet
- Specification For High-Strength Concrete in Moderate To High Seismic ApplicationsDocument16 pagesSpecification For High-Strength Concrete in Moderate To High Seismic ApplicationsRandy CamaclangNo ratings yet
- The Bug Shop: Ben Nagy & The GrugqDocument47 pagesThe Bug Shop: Ben Nagy & The Grugqtimtom123No ratings yet
- Nova Fórmula de Gessagem Caires e GuimaraesDocument9 pagesNova Fórmula de Gessagem Caires e GuimaraesJefrejan Souza RezendeNo ratings yet
- Quantum Coin Flip - ObservationDocument3 pagesQuantum Coin Flip - ObservationAngelina JolieNo ratings yet
- WMS Sample ReportDocument3 pagesWMS Sample ReportVAIDEHI AGARWAL0% (1)
- Sony CDP-C460Z Service ManualDocument34 pagesSony CDP-C460Z Service Manual王军No ratings yet
- Course Details: Course Details:: Course Coordinator: Email: Office LocationDocument12 pagesCourse Details: Course Details:: Course Coordinator: Email: Office LocationHephzibah EniloloboNo ratings yet
- Presentation Group Decision MakingDocument14 pagesPresentation Group Decision MakingRakesh Shrestha0% (1)
- Connection Lost - Modern FamilyDocument3 pagesConnection Lost - Modern FamilydanNo ratings yet
- Airbus 29 A300 A310 HydraulicsDocument186 pagesAirbus 29 A300 A310 HydraulicsElijah Paul Merto86% (7)
- Smart Dustbin Report PaperDocument9 pagesSmart Dustbin Report PaperAbhishek JhaNo ratings yet
- Childhood SchizophreniaDocument14 pagesChildhood SchizophreniaAnalia WriterNo ratings yet
- Industrial Tools and Solutions PDFDocument113 pagesIndustrial Tools and Solutions PDFandresboy123100% (1)
- Final Examination in SS01Document3 pagesFinal Examination in SS01Nerzell RespetoNo ratings yet
- Corrosion Prediction and Material Selection For Sulfuric Acid Alkylation UnitsDocument4 pagesCorrosion Prediction and Material Selection For Sulfuric Acid Alkylation Unitssandrine guerinNo ratings yet
- J1.L.P0019. Flight Management System-400Document2 pagesJ1.L.P0019. Flight Management System-400nhannhse172841No ratings yet
- Multiple Intelligences - 8 Ways of Being SmartDocument2 pagesMultiple Intelligences - 8 Ways of Being SmartImpulsive collector100% (2)
- JSA NEW FORM - Instalasi Radio Di Tower Office JO 37Document6 pagesJSA NEW FORM - Instalasi Radio Di Tower Office JO 37Muchamad SalafudinNo ratings yet
- HCLSpec Battle of The UniversesDocument24 pagesHCLSpec Battle of The Universesresearch2000No ratings yet
- EADS-Brochure VoltAir EnglishDocument6 pagesEADS-Brochure VoltAir EnglishHemesh AceNo ratings yet
- Blue Streak Case StudyDocument3 pagesBlue Streak Case StudyDanik El ZuniNo ratings yet
- CLP 315Document32 pagesCLP 315theBAUNo ratings yet
- Mill Series Training Manual Haas CNC Mill OperatorDocument81 pagesMill Series Training Manual Haas CNC Mill OperatorDamir PrstenkovNo ratings yet
- Lesson Plan T.L.E. IV: Topic: Making The Pie CrustDocument3 pagesLesson Plan T.L.E. IV: Topic: Making The Pie CrustJovelyn Avila100% (3)
- Rational Function and InterceptsDocument4 pagesRational Function and InterceptsMaxene CabañerosNo ratings yet
- Significant Figure Rules For LogsDocument2 pagesSignificant Figure Rules For Logsmooningearth2No ratings yet