Download as docx, pdf, or txt
You might also like
- FAQ Basic Accounting ConceptsDocument183 pagesFAQ Basic Accounting ConceptsNowmaster100% (20)
- POM Reviewer UnknownDocument4 pagesPOM Reviewer Unknownkristoffer_dawis100% (1)
- Chapter 14 - Solution ManualDocument33 pagesChapter 14 - Solution ManualMuhammad Syafiq Haidzir100% (3)
- Chapter 6 SolutionDocument18 pagesChapter 6 SolutionHardik SharmaNo ratings yet
- The Official Supply Chain Dictionary: 8000 Researched Definitions for Industry Best-Practice GloballyFrom EverandThe Official Supply Chain Dictionary: 8000 Researched Definitions for Industry Best-Practice GloballyRating: 4 out of 5 stars4/5 (4)
- Ultron: Operation Management Case Study On WarehouseDocument14 pagesUltron: Operation Management Case Study On Warehouseprasadkulkarnigit100% (3)
- Cambridge English Business Preliminary Sample Paper 1 Listening Answer Key v2Document2 pagesCambridge English Business Preliminary Sample Paper 1 Listening Answer Key v2prasadkulkarnigitNo ratings yet
- FP Diesel International Navistar Engines - DigipubZDocument212 pagesFP Diesel International Navistar Engines - DigipubZdavidbeju100% (7)
- MAG'Impact: The High-Performance Impactor: Cubicity and SimplicityDocument5 pagesMAG'Impact: The High-Performance Impactor: Cubicity and SimplicityPrekelNo ratings yet
- SAP Shortcut Keys PDFDocument5 pagesSAP Shortcut Keys PDFHarish KumarNo ratings yet
- History of ComputerDocument20 pagesHistory of ComputerSaleh RehmanNo ratings yet
- MB0044Document12 pagesMB0044sanket goreNo ratings yet
- Answer Sheet Subject: Business Process Domain: Q1. Solve (Any 5) 1. Define LIFO MethodsDocument20 pagesAnswer Sheet Subject: Business Process Domain: Q1. Solve (Any 5) 1. Define LIFO Methodsgumbadeaniket1234No ratings yet
- Assignment Module 2Document6 pagesAssignment Module 2Akash Singh RajputNo ratings yet
- Just in Time DeliveryDocument11 pagesJust in Time DeliveryNauman AkramNo ratings yet
- Distribution Center ManagementDocument70 pagesDistribution Center ManagementP Singh Karki100% (1)
- MB 0044 AssignmentDocument7 pagesMB 0044 Assignmentrana_dipaNo ratings yet
- Pom - Materials Requirement Planning, SQC TQMDocument15 pagesPom - Materials Requirement Planning, SQC TQMMURALI KRISHNA VELAVETI Dr.No ratings yet
- Explain Quality Circles and Its Importance? Explain How CAD and CIM Aid in Reducing The Concept To Market TimeDocument7 pagesExplain Quality Circles and Its Importance? Explain How CAD and CIM Aid in Reducing The Concept To Market TimeRohit KpNo ratings yet
- MB0044 Assignment Spring 2013Document7 pagesMB0044 Assignment Spring 2013sandy065No ratings yet
- .3 Project Outline: 1.3.1 Study of The Manufacturing ProcessDocument6 pages.3 Project Outline: 1.3.1 Study of The Manufacturing ProcessKeyur MahadikNo ratings yet
- OPC QB IA 1Document6 pagesOPC QB IA 1ishaNo ratings yet
- Operations and Supply Chain Management Week 5Document5 pagesOperations and Supply Chain Management Week 5Rhyn RutherfordNo ratings yet
- Quality Circles and Its Importance and Aid of CAD and CIM in Reducing To Market TimeDocument18 pagesQuality Circles and Its Importance and Aid of CAD and CIM in Reducing To Market TimeHina KhanNo ratings yet
- Operations ManagementDocument8 pagesOperations ManagementPrashant SinghNo ratings yet
- Gerson FileDocument7 pagesGerson FileElie Losito FeliaNo ratings yet
- MB0044 - Production and Operations Management Assignment Set - 1Document8 pagesMB0044 - Production and Operations Management Assignment Set - 1Ravi GuptaNo ratings yet
- Mba Pom Q&aDocument5 pagesMba Pom Q&aRahulNo ratings yet
- Operations ManagementDocument16 pagesOperations ManagementVarsha BeedassyNo ratings yet
- SCM Assignment DoneDocument12 pagesSCM Assignment DoneAdarsh Kumar RoyNo ratings yet
- Barriers To Implementing Flow ManagementDocument12 pagesBarriers To Implementing Flow ManagementRahul YadavNo ratings yet
- Q1. Define Production and Productivity. Explain Different Types of Production SystemsDocument18 pagesQ1. Define Production and Productivity. Explain Different Types of Production SystemsSupriya sNo ratings yet
- Facility Capacity Planning & Its MeasurementDocument13 pagesFacility Capacity Planning & Its MeasurementMeet LalchetaNo ratings yet
- Unit IiiDocument10 pagesUnit Iii37MENayan DeshmukhNo ratings yet
- Types of LayoutDocument8 pagesTypes of LayoutWidya YuliartiNo ratings yet
- Suggestions in Lean ImplementationDocument6 pagesSuggestions in Lean Implementationssvarma09No ratings yet
- MB0028 Set-1Document10 pagesMB0028 Set-1Shakeel ShahNo ratings yet
- 1-Lec#01 08 AsadDocument180 pages1-Lec#01 08 AsadDiscord YtNo ratings yet
- 20BSP1320 Mohit JainDocument14 pages20BSP1320 Mohit JainMohit JainNo ratings yet
- APICS DSP Key TerminologyDocument7 pagesAPICS DSP Key TerminologycefacicaineNo ratings yet
- MB0044Document7 pagesMB0044kanchi88No ratings yet
- Capacity PlanningDocument2 pagesCapacity PlanningJade FuentesNo ratings yet
- Strategic Business Analysis-Reporting-Text-3Document6 pagesStrategic Business Analysis-Reporting-Text-3Christine Marie GazaNo ratings yet
- Operation Mamgment12Document38 pagesOperation Mamgment12ShubhamNo ratings yet
- MB 0044Document12 pagesMB 0044vishwaiitkNo ratings yet
- Presented By, Poonam S Patil MBA (IT & System Management)Document17 pagesPresented By, Poonam S Patil MBA (IT & System Management)Poonam PatilNo ratings yet
- Operation ManagementDocument14 pagesOperation ManagementLOHO MatembaNo ratings yet
- Operation ManagementDocument16 pagesOperation ManagementDarshan RaoraneNo ratings yet
- Chapter 7 & Supplement 7Document4 pagesChapter 7 & Supplement 7Kanwar PawarNo ratings yet
- Lý thuyếtDocument22 pagesLý thuyếtphutran.31221024063No ratings yet
- Lý thuyếtDocument24 pagesLý thuyếtphutran.31221024063No ratings yet
- PFS Module 4Document9 pagesPFS Module 4Padua, Paul VincentNo ratings yet
- 09 Task PerformanceDocument1 page09 Task PerformanceEdroy john j. VillegasNo ratings yet
- Name: Jesca Edward Mikina Subject: Human Resource Management NIM: 12010121419097Document6 pagesName: Jesca Edward Mikina Subject: Human Resource Management NIM: 12010121419097Jessica EdwardNo ratings yet
- LSCM - NotesDocument20 pagesLSCM - NotesJoju JohnyNo ratings yet
- Lesson 3 TechnicalDocument9 pagesLesson 3 TechnicalDailyn DulinayanNo ratings yet
- Class Notes 3 - LogiM - Best Practices in Distribution Centre MGMTDocument51 pagesClass Notes 3 - LogiM - Best Practices in Distribution Centre MGMTRahul DattaNo ratings yet
- Operations Compedium IIFTDocument41 pagesOperations Compedium IIFTSOUVIK ROY MBA 2021-23 (Delhi)No ratings yet
- Planning and SchedulingDocument15 pagesPlanning and SchedulingYusuf BelloNo ratings yet
- Unit 5 Operations Managment PDFDocument9 pagesUnit 5 Operations Managment PDFஅன்புடன் அஸ்வின்No ratings yet
- Admn 261 - Introduction To Hospitality: Case StudyDocument8 pagesAdmn 261 - Introduction To Hospitality: Case StudyAbiha RehmanNo ratings yet
- Mb0028-Production and Opreration ManagementDocument18 pagesMb0028-Production and Opreration Managementtejas2111No ratings yet
- Toyota Motor Company: Profitable Applications of Lean Value Stream MappingDocument7 pagesToyota Motor Company: Profitable Applications of Lean Value Stream MappingJhonrick MagtibayNo ratings yet
- Cbmec Midterm LessonsDocument7 pagesCbmec Midterm LessonsMyunimintNo ratings yet
- Assignment 1Document6 pagesAssignment 1ankujai88No ratings yet
- MB0044 - Production and Operations ManagementDocument9 pagesMB0044 - Production and Operations ManagementbrightstarsweetNo ratings yet
- Lean EnterpriseDocument5 pagesLean EnterpriseNAEEMNo ratings yet
- Journal Information For Business StandardDocument1 pageJournal Information For Business StandardprasadkulkarnigitNo ratings yet
- SL - No Faculty Incharge Title of The Webinar DateDocument8 pagesSL - No Faculty Incharge Title of The Webinar DateprasadkulkarnigitNo ratings yet
- Sr. No Company Details Number of STD Purpose Duration Nature of The ProjectDocument2 pagesSr. No Company Details Number of STD Purpose Duration Nature of The ProjectprasadkulkarnigitNo ratings yet
- Women - and - Men - 31 - Mar - 2020 PDFDocument158 pagesWomen - and - Men - 31 - Mar - 2020 PDFHeather CarterNo ratings yet
- SSRN Id1961974Document7 pagesSSRN Id1961974prasadkulkarnigitNo ratings yet
- Advaith 207 - BrochureDocument8 pagesAdvaith 207 - BrochureprasadkulkarnigitNo ratings yet
- Cambridge English Business Preliminary Sample Paper 1 Listening v2Document6 pagesCambridge English Business Preliminary Sample Paper 1 Listening v2prasadkulkarnigitNo ratings yet
- Machine Learning: by Prof. Prasad KulkarniDocument12 pagesMachine Learning: by Prof. Prasad KulkarniprasadkulkarnigitNo ratings yet
- TV Viewing TransformedDocument2 pagesTV Viewing TransformedprasadkulkarnigitNo ratings yet
- Crossref Results On Financial InclusionsDocument139 pagesCrossref Results On Financial InclusionsprasadkulkarnigitNo ratings yet
- QT Syllabus RevisedDocument3 pagesQT Syllabus RevisedprasadkulkarnigitNo ratings yet
- Gulbarga University CollegesDocument27 pagesGulbarga University CollegesprasadkulkarnigitNo ratings yet
- Services MarketingDocument4 pagesServices MarketingprasadkulkarnigitNo ratings yet
- Management Information SystemDocument3 pagesManagement Information SystemprasadkulkarnigitNo ratings yet
- International Marketing ManagementDocument3 pagesInternational Marketing ManagementprasadkulkarnigitNo ratings yet
- Sources of Funds: Rashtriya Chemicals & Fertilizers LTD Industry: Fertilizers - Nitrogenous / PhosphaticDocument11 pagesSources of Funds: Rashtriya Chemicals & Fertilizers LTD Industry: Fertilizers - Nitrogenous / PhosphaticprasadkulkarnigitNo ratings yet
- Year Month Interest - Rate Unemployment - Rate Stock - Index - PriceDocument1 pageYear Month Interest - Rate Unemployment - Rate Stock - Index - PriceprasadkulkarnigitNo ratings yet
- 10 Things You Can Do To Become A Better PHP DeveloperDocument15 pages10 Things You Can Do To Become A Better PHP DeveloperAlejandro NajarroNo ratings yet
- A20 Datasheet v1.5 20150510Document36 pagesA20 Datasheet v1.5 20150510denis2xNo ratings yet
- 06 Clicker Questions PhysicsDocument20 pages06 Clicker Questions PhysicsVerenice Fuentes100% (1)
- Operator'S Manual PD20X-XXX-XXX-BDocument8 pagesOperator'S Manual PD20X-XXX-XXX-BPol Cesar Vega ChavezNo ratings yet
- Collect Information of Countinous Beams On Actual Site and Study The Reinforcement ProvidedDocument25 pagesCollect Information of Countinous Beams On Actual Site and Study The Reinforcement ProvidedSanjay kshirsagarNo ratings yet
- API RP 580 Risk Based Inspection 2009Document2 pagesAPI RP 580 Risk Based Inspection 2009faisalNo ratings yet
- Nasa - Fully-Coupled Fluid-Structure Vibration Analysis Using NastranDocument84 pagesNasa - Fully-Coupled Fluid-Structure Vibration Analysis Using NastranMinseong KimNo ratings yet
- Farm Machinery Engineering Design FormulaeDocument28 pagesFarm Machinery Engineering Design FormulaePrashant KunalNo ratings yet
- F1 11437SDocument8 pagesF1 11437ScolinyNo ratings yet
- S08300z0805 PDFDocument127 pagesS08300z0805 PDFRASMAJON100% (1)
- Nforce3 A939Document84 pagesNforce3 A939p77a100% (1)
- Parts-List: Thyssenkrupp Industrial SolutionsDocument3 pagesParts-List: Thyssenkrupp Industrial Solutionsfernando cordova zegarraNo ratings yet
- Form 5A2 RajukDocument14 pagesForm 5A2 RajukMD ABUL KHAYERNo ratings yet
- Amature Licence Conditions (Sample)Document23 pagesAmature Licence Conditions (Sample)KevinNo ratings yet
- Cylinder Block Service KitsDocument6 pagesCylinder Block Service KitsmunhNo ratings yet
- Guidelines of Slope Maintenence in MalaysiaDocument130 pagesGuidelines of Slope Maintenence in Malaysiazahrul azha100% (10)
- A6V12823129 - (For AP) PICV PN16 - PN25 With Flanged Connections P - enDocument22 pagesA6V12823129 - (For AP) PICV PN16 - PN25 With Flanged Connections P - enHasan V SNo ratings yet
- Module 3 Post TestDocument5 pagesModule 3 Post TestCleórbete Santos100% (1)
- ABAP For HANA ABAP Managed Database Procedure Overview 1-2 Sep 2015Document25 pagesABAP For HANA ABAP Managed Database Procedure Overview 1-2 Sep 2015vshlkwatraNo ratings yet
- 3ADW000379R0301 DCS550 Manual e CDocument310 pages3ADW000379R0301 DCS550 Manual e CLaura SelvaNo ratings yet
- International Conference, GrdsDocument36 pagesInternational Conference, GrdsGlobal Research and Development ServicesNo ratings yet
- Com Varistoren Von Epcos 3 1576 PDFDocument36 pagesCom Varistoren Von Epcos 3 1576 PDFAwadhNo ratings yet
- MCG3130 Full NotesDocument84 pagesMCG3130 Full NotesBrian Pham VuNo ratings yet
- Drawing ParametersDocument9 pagesDrawing ParametersGraham MooreNo ratings yet
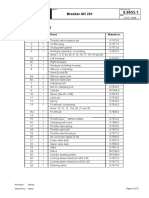
- Breaker AH 201: Item Quan-Tity Name Material NoDocument2 pagesBreaker AH 201: Item Quan-Tity Name Material NoPappa Anton FlorinNo ratings yet