Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Cat Forklift Gp30 Schematic Service Operation Maintenance ManualDocument27 pagesCat Forklift Gp30 Schematic Service Operation Maintenance Manualfrankstewart270488qny99% (83)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- D4BH EngineDocument51 pagesD4BH Enginevagpoul90% (31)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Fluid AssignmentDocument25 pagesFluid AssignmentJasmine Kaur ButtarNo ratings yet
- Operation Manual of AHUDocument17 pagesOperation Manual of AHUpiyushsingh7881020No ratings yet
- Tool Operation Manuals - Operation and Maintenance of 301-5215 Stud Tensioner Tooling Group Used On 3600 Engines Except 3618 NEHS0866 PDFDocument20 pagesTool Operation Manuals - Operation and Maintenance of 301-5215 Stud Tensioner Tooling Group Used On 3600 Engines Except 3618 NEHS0866 PDFJosé Belisario Morón DíazNo ratings yet
- SPE 94020 Managing Process Risk of Field FacilitiesDocument10 pagesSPE 94020 Managing Process Risk of Field FacilitiesRestoration2010No ratings yet
- GIS Based Analysis of Shoreline Change in Ibeno, Akwa Ibom State, NigeriaDocument14 pagesGIS Based Analysis of Shoreline Change in Ibeno, Akwa Ibom State, NigeriaRestoration2010No ratings yet
- Module Title: Safety Engineering: © Teesside University 2011Document44 pagesModule Title: Safety Engineering: © Teesside University 2011Restoration2010No ratings yet
- Module Title: Safety Engineering: © Teesside University 2011Document42 pagesModule Title: Safety Engineering: © Teesside University 2011Restoration2010No ratings yet
- Strengthening Your: MembershipDocument32 pagesStrengthening Your: MembershipRestoration2010No ratings yet
- 456 Process Safety - Recommended Practice On KPIs PDFDocument36 pages456 Process Safety - Recommended Practice On KPIs PDFRestoration2010100% (2)
- c16 Rotary Media Guide enDocument14 pagesc16 Rotary Media Guide enRestoration2010No ratings yet
- Renewing A Licence: Step 1Document2 pagesRenewing A Licence: Step 1Restoration2010No ratings yet
- Hazardous Area Classification PONSL RevisedDocument106 pagesHazardous Area Classification PONSL RevisedRestoration2010100% (1)
- 08.1 - 20056 - C - A - PPT - 06 - Safety Instrumented Systems PDFDocument41 pages08.1 - 20056 - C - A - PPT - 06 - Safety Instrumented Systems PDFRestoration2010100% (3)
- Transitioning From Engineering To Leading: Jean Kelley, Jean Kelley Leadership AllianceDocument2 pagesTransitioning From Engineering To Leading: Jean Kelley, Jean Kelley Leadership AllianceRestoration2010No ratings yet
- India'S Largest Bus Ticketing Company: Phanindra Sama, Ceo, RedbusDocument7 pagesIndia'S Largest Bus Ticketing Company: Phanindra Sama, Ceo, RedbusRestoration2010No ratings yet
- 250x200 CN4EA 518.5Document1 page250x200 CN4EA 518.5Hoàng Điệp NguyễnNo ratings yet
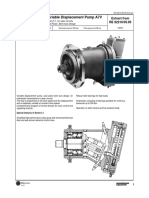
- Variable Displacement Pump A7V: Extract From RE 92210/05.95Document2 pagesVariable Displacement Pump A7V: Extract From RE 92210/05.95Joana Meller100% (1)
- F125 8009 Hydraulic Diagram RigDocument1 pageF125 8009 Hydraulic Diagram RigmcprevencionchileNo ratings yet
- cc1200 PartsDocument255 pagescc1200 PartsAdrian MoraNo ratings yet
- DIY Aquaponics Materials List - : (System #3)Document5 pagesDIY Aquaponics Materials List - : (System #3)Catalin MarianNo ratings yet
- Understanding Compressors Article PDFDocument14 pagesUnderstanding Compressors Article PDFdantesosaNo ratings yet
- Equipment List Rev A PDFDocument3 pagesEquipment List Rev A PDFAde Okta YurwendraNo ratings yet
- Workshoo Stanadyne 05872Document4 pagesWorkshoo Stanadyne 05872Kevin TtitoNo ratings yet
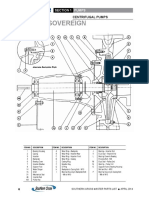
- Iso Sovereign: Section 1 PumpsDocument2 pagesIso Sovereign: Section 1 PumpsHamdani YeuhNo ratings yet
- Type sp2Document11 pagesType sp2Mamiherintsoa Issaia RanaivoarimananaNo ratings yet
- Centrifugal Compressor System InteractionDocument6 pagesCentrifugal Compressor System Interactionshivajireturns100% (1)
- P9127 - Piping Pressure Testing - Rev 0 - GENERICDocument20 pagesP9127 - Piping Pressure Testing - Rev 0 - GENERICmengelito almonte100% (1)
- MDKBL BM BN Parts ManualDocument144 pagesMDKBL BM BN Parts ManualAhung100% (1)
- Industrial Training ON C/O Rectangular Water Tank C/O Pump HouseDocument21 pagesIndustrial Training ON C/O Rectangular Water Tank C/O Pump HouseTripta SandhuNo ratings yet
- Honda WX10 ManualDocument68 pagesHonda WX10 ManualBogdan BurcheciNo ratings yet
- Continuing Education From Plumbing Systems & DesignDocument1 pageContinuing Education From Plumbing Systems & Designexfireex1No ratings yet
- Hitachi Excavator Hy ProDocument4 pagesHitachi Excavator Hy ProBrian CareelNo ratings yet
- Unisab-III-1.10 Engineering 2014-09 en 01Document322 pagesUnisab-III-1.10 Engineering 2014-09 en 01Jay RabaneraNo ratings yet
- HY Series ValvesDocument12 pagesHY Series ValvesArpit VermaNo ratings yet
- Cat 390d Excavator Hydraulic Systempdf PDFDocument10 pagesCat 390d Excavator Hydraulic Systempdf PDFSebastian Dube100% (1)
- Overhaul of Centrifugal Gas CompressorDocument61 pagesOverhaul of Centrifugal Gas CompressorAvinash KulkarniNo ratings yet
- NPSH - Net Positive Suction HeadDocument5 pagesNPSH - Net Positive Suction HeadSutrisno KlsNo ratings yet
- ACC Fuel System TrainingDocument26 pagesACC Fuel System TrainingAbhilashNo ratings yet
- NOLH NT ENG 50Hz PDFDocument50 pagesNOLH NT ENG 50Hz PDFarielbankiNo ratings yet
- TL5000 RM - En674144Document413 pagesTL5000 RM - En674144Алексей МироновNo ratings yet