Download as pdf or txt
You might also like
- Philippine National Formulary 8thED PDFDocument800 pagesPhilippine National Formulary 8thED PDFGio Mari Marcial100% (3)
- Process Validation of LiquidDocument24 pagesProcess Validation of Liquidasit_m92% (26)
- VDS CEA 4001en - 2010Document252 pagesVDS CEA 4001en - 2010Mihai CatalinNo ratings yet
- SWOT Analysis of ACI Pharmaceuticals LimitedDocument3 pagesSWOT Analysis of ACI Pharmaceuticals LimitedSamiul Islam80% (5)
- ExtrusionDocument18 pagesExtrusionVed RewatkarNo ratings yet
- Lubrication and Defects in ExtrusionDocument4 pagesLubrication and Defects in ExtrusionmostafaNo ratings yet
- Manufacturing Engineering II (ch3)Document93 pagesManufacturing Engineering II (ch3)beila.amu.22No ratings yet
- Mee 301 First PartDocument48 pagesMee 301 First PartOjuko Emmanuel OluwatimilehinNo ratings yet
- Bulk Deformation ProcessesDocument71 pagesBulk Deformation ProcessesHavenesh HaveNo ratings yet
- YasirDocument6 pagesYasirMBilal MughalNo ratings yet
- Unit Iii Bulk Processes Bulk DeformationDocument77 pagesUnit Iii Bulk Processes Bulk DeformationAkash akNo ratings yet
- 6 - Bulk Deformation ProcessesDocument34 pages6 - Bulk Deformation ProcessesMaida NurhidayahNo ratings yet
- 6 - Bulk Deformation ProcessesDocument34 pages6 - Bulk Deformation ProcessesZack MalikNo ratings yet
- Manufacturing IIDocument11 pagesManufacturing IINaol EmanaNo ratings yet
- Study of Process Parameters in High Pressure Die CastingDocument9 pagesStudy of Process Parameters in High Pressure Die Castingruben6286No ratings yet
- المستند (6) -1Document2 pagesالمستند (6) -1gangstarvegas919No ratings yet
- 4 ForgingDocument28 pages4 ForgingSriharsha SarmaNo ratings yet
- Forging Design ConsiderationsDocument81 pagesForging Design ConsiderationssuneethaNo ratings yet
- Metal Forming Processes Pt2 - Forging, Extrusion, DrawingDocument24 pagesMetal Forming Processes Pt2 - Forging, Extrusion, Drawingcrye shotNo ratings yet
- Chapter 14.1 To 14.4,14.6Document20 pagesChapter 14.1 To 14.4,14.6Lhekha RaviendranNo ratings yet
- U 4 P 1 MetalformingprocessesDocument82 pagesU 4 P 1 MetalformingprocessesAbhinandan ChatterjeeNo ratings yet
- Forging Introduction - DTDocument25 pagesForging Introduction - DTJack TungNo ratings yet
- U-2 Mechanical Working of MetalsDocument76 pagesU-2 Mechanical Working of Metalsapi-271354682No ratings yet
- Casting ProceduresDocument68 pagesCasting Proceduresshailja100% (1)
- Forging - The Process: Metal Forging Is A Metal Forming Process That Involves ApplyingDocument25 pagesForging - The Process: Metal Forging Is A Metal Forming Process That Involves ApplyingAdityasinh DesaiNo ratings yet
- Manufacturing Engineering II (ch3)Document111 pagesManufacturing Engineering II (ch3)AlemNo ratings yet
- ForgingDocument19 pagesForgingSarthakNo ratings yet
- ForgingDocument7 pagesForgingBOOM BOYSNo ratings yet
- Mechanical Engineering Manufacturing-Process Forging NotesDocument19 pagesMechanical Engineering Manufacturing-Process Forging Notesshiva kumarNo ratings yet
- Manufacturing Process 1 2Document70 pagesManufacturing Process 1 2MD Al-Amin100% (1)
- MPP - SRS Class 6 Bulk Deforfmation Process - FinalDocument44 pagesMPP - SRS Class 6 Bulk Deforfmation Process - FinalSuk bahadur GurungNo ratings yet
- Weld DefectDocument42 pagesWeld DefectPandu PadantyaNo ratings yet
- Forging Shop: Birla Institute of Technology, Mesra, RanchiDocument24 pagesForging Shop: Birla Institute of Technology, Mesra, RanchiAnapurna swatiNo ratings yet
- UNit 2 MEC 305Document32 pagesUNit 2 MEC 305Fuzzy is EasyNo ratings yet
- Unit III - Bulk Deformation ProcessesDocument48 pagesUnit III - Bulk Deformation ProcessesRavitej SuraparajuNo ratings yet
- PT R19 - Unit-5Document20 pagesPT R19 - Unit-5C MohanNo ratings yet
- Chapter 3 Metal Forming ProcessesDocument103 pagesChapter 3 Metal Forming Processesdagimawgchew777No ratings yet
- EXTRUSIONDocument3 pagesEXTRUSIONRanjan KumarNo ratings yet
- Study of Forging Process Equipemnts-Practical-3Document12 pagesStudy of Forging Process Equipemnts-Practical-3prashantNo ratings yet
- Deep DryingDocument83 pagesDeep DryingYasir HussainNo ratings yet
- Blanking & Piercing (Handout)Document50 pagesBlanking & Piercing (Handout)banana100% (1)
- Chapter 6. Machining and Joining of FRC - 7th May 2021Document43 pagesChapter 6. Machining and Joining of FRC - 7th May 2021Narendra GadkariNo ratings yet
- Rolling Process by AkashDeepDocument13 pagesRolling Process by AkashDeepAkash DeepNo ratings yet
- Lecture 3 PDFDocument20 pagesLecture 3 PDFيوسف عادل حسانينNo ratings yet
- Bulk Deformation ProcessesDocument41 pagesBulk Deformation ProcessesAbdullahNo ratings yet
- Chapter 3 Metal Forming Rev1Document42 pagesChapter 3 Metal Forming Rev1Dinie Zulhusni ArsadNo ratings yet
- L8 - Bulk Deformation ProcessingDocument70 pagesL8 - Bulk Deformation ProcessingAstha PantNo ratings yet
- 2 ForgingDocument63 pages2 ForgingManpreet SinghNo ratings yet
- Extrusion A Manufacturing ProcessDocument36 pagesExtrusion A Manufacturing Processrsurao24No ratings yet
- FormingDocument70 pagesFormingarya ladhaniNo ratings yet
- MFG II 3182 Chapter 1Document58 pagesMFG II 3182 Chapter 1Naol EmanaNo ratings yet
- Metal Forming Processes: PresentationDocument16 pagesMetal Forming Processes: PresentationBahrul HayatNo ratings yet
- ForgingDocument37 pagesForgingchris mushunjeNo ratings yet
- Bulk Deformation Processes in MetalworkingDocument39 pagesBulk Deformation Processes in MetalworkingSaAhRaNo ratings yet
- Causes of Defective CastingDocument41 pagesCauses of Defective CastingKomal NebhnaniNo ratings yet
- Metal Forming Processes: PresentationDocument16 pagesMetal Forming Processes: PresentationBashu Dev SanjelNo ratings yet
- L16 Forging and Its TypeDocument19 pagesL16 Forging and Its Typeharrywilson.harish77No ratings yet
- Forging Process PDFDocument15 pagesForging Process PDFSantoshNo ratings yet
- Forming ProcessesDocument8 pagesForming ProcessesKishor PatilNo ratings yet
- RPD CastingDocument48 pagesRPD Castingdr.sazvarNo ratings yet
- Melt Spinning: V UK Sathrajith 19Y127Document11 pagesMelt Spinning: V UK Sathrajith 19Y12719Y203 - AMITH B KNo ratings yet
- Types of ForgingDocument41 pagesTypes of ForgingBrandonNo ratings yet
- Hot & Cold WorkingDocument18 pagesHot & Cold WorkingMadushan MadushaNo ratings yet
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- Iso 3651 2 en PDFDocument6 pagesIso 3651 2 en PDFPrashant PuriNo ratings yet
- NC Certification Forms Procedure For Renewal of Nuclear Owners CertificatesDocument1 pageNC Certification Forms Procedure For Renewal of Nuclear Owners CertificatesPrashant PuriNo ratings yet
- Directand Indirect MotorDocument16 pagesDirectand Indirect MotorPrashant Puri100% (1)
- Three-Phase Induction Motor Tests: Technical ReportDocument10 pagesThree-Phase Induction Motor Tests: Technical ReportPrashant PuriNo ratings yet
- Surge Test PDFDocument12 pagesSurge Test PDFPrashant PuriNo ratings yet
- Surge Test PDFDocument12 pagesSurge Test PDFPrashant PuriNo ratings yet
- Mottling in Industrial RadiographyDocument1 pageMottling in Industrial RadiographyPrashant PuriNo ratings yet
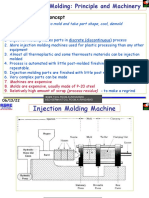
- Injection Molding Machine For STUDENTSDocument17 pagesInjection Molding Machine For STUDENTSShubham ChoudhariNo ratings yet
- Hot WireDocument3 pagesHot WirewaleedfoxxNo ratings yet
- Grade 6 MockDocument18 pagesGrade 6 Mockjooemam154No ratings yet
- A Nonlinear Numerical Model For Analyzing Reinforced Concrete Structures PDFDocument151 pagesA Nonlinear Numerical Model For Analyzing Reinforced Concrete Structures PDFdxzaberNo ratings yet
- MASS Balances With Page NumbersDocument31 pagesMASS Balances With Page NumbersTanavi RanaNo ratings yet
- Lining and Pulp Capping.: The Thera WayDocument4 pagesLining and Pulp Capping.: The Thera WayAlexandru GiușcăNo ratings yet
- Peralatan PertambanganDocument11 pagesPeralatan PertambanganPrismark Dhonald MirzhaNo ratings yet
- CHEM-213 Environmental Chemistry-IIDocument10 pagesCHEM-213 Environmental Chemistry-IIadeel hassanNo ratings yet
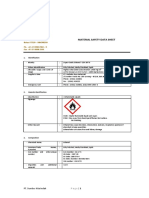
- Material Safety Data Sheet: Pt. Sumber Kita IndahDocument6 pagesMaterial Safety Data Sheet: Pt. Sumber Kita Indahcakradaya indonesiaNo ratings yet
- PetroFCC Petro Feedstock ProdDocument2 pagesPetroFCC Petro Feedstock ProdJoshua JordanNo ratings yet
- Eastern Visayas State University Tacloban CityDocument7 pagesEastern Visayas State University Tacloban CityRonaldNo ratings yet
- Yaws Chapter 1Document1 pageYaws Chapter 1basana siamremareNo ratings yet
- 2:structure of Cells and OrganellesDocument17 pages2:structure of Cells and OrganellesNursuzela Abd MalekNo ratings yet
- Thermal AnalysisDocument28 pagesThermal AnalysisYuppie RajNo ratings yet
- OPI LEGRIT 110 0 8 0 4 ISO enDocument3 pagesOPI LEGRIT 110 0 8 0 4 ISO ensonalisabirNo ratings yet
- ATC Aluminum ConduitsDocument4 pagesATC Aluminum Conduitsomh129No ratings yet
- Effect of β-Cyclodextrin on the Thermal Cis Trans Isomerization of AzobenzenesDocument6 pagesEffect of β-Cyclodextrin on the Thermal Cis Trans Isomerization of AzobenzenesnataliaNo ratings yet
- Shaft DeflectionDocument91 pagesShaft Deflectioneng_moh04100% (1)
- Inhalational Anaesthesia McqsDocument35 pagesInhalational Anaesthesia McqsMohamed Saeed El Khayat100% (1)
- Medicinal Plant Monograph-4.2013Document661 pagesMedicinal Plant Monograph-4.2013cavris100% (6)
- Unit 3 Grade 9 Sept 09Document28 pagesUnit 3 Grade 9 Sept 09girmaamanNo ratings yet
- Report Filed by The APPCBDocument30 pagesReport Filed by The APPCBhcbbNo ratings yet
- Bromine Number in Petroleum ProductsDocument7 pagesBromine Number in Petroleum Productskir223No ratings yet
- CoulometricDocument5 pagesCoulometricFAHIMHBNo ratings yet
- Treatment of Salt Over PlasterDocument2 pagesTreatment of Salt Over PlasterKalyanChakrabartyNo ratings yet
- RSL in Textiles Cop (Tesco)Document45 pagesRSL in Textiles Cop (Tesco)nguyenhoa1088No ratings yet