Download as pdf or txt
You might also like
- Case Study 6.3Document6 pagesCase Study 6.3Noshaba FaizNo ratings yet
- Matreke Cards CaseDocument10 pagesMatreke Cards CaseJohn Williams100% (1)
- Method Statement-Erosion ControlDocument22 pagesMethod Statement-Erosion ControlGad100% (1)
- Always Use 2 Decimal Places (When % As Percent - Not As Fractions) and Provide Detail of The Calculations MadeDocument2 pagesAlways Use 2 Decimal Places (When % As Percent - Not As Fractions) and Provide Detail of The Calculations MadeKirtiKishanNo ratings yet
- Max, M. (2004) ABC Trends in The Banking Sector - A Practitioner's Perspective'Document17 pagesMax, M. (2004) ABC Trends in The Banking Sector - A Practitioner's Perspective'Anonymous WFjMFHQNo ratings yet
- T1S5 Arteria SAPDocument15 pagesT1S5 Arteria SAPNalin ReddiNo ratings yet
- Group - 8 - Henkel Case StudyDocument10 pagesGroup - 8 - Henkel Case Studykanishk khandelwalNo ratings yet
- Case Study C7Document4 pagesCase Study C7Linh LêNo ratings yet
- Jacobs Suchard Case StudyDocument2 pagesJacobs Suchard Case StudySumit Rajpurohit0% (1)
- Ramco Cement Limited: Insight Into Their Marketing AnalyticsDocument15 pagesRamco Cement Limited: Insight Into Their Marketing Analyticsnishant1984No ratings yet
- Eli LDocument6 pagesEli LKaruna GaranNo ratings yet
- A) What Are The Information Flows Within The Donner Factory. Trace An Order As It Moves From The Originating Customer To CompletionDocument6 pagesA) What Are The Information Flows Within The Donner Factory. Trace An Order As It Moves From The Originating Customer To CompletionAKRITI GUPTANo ratings yet
- Program 4Document32 pagesProgram 4SimoSam KunNo ratings yet
- Push Pull Simulation NotesDocument5 pagesPush Pull Simulation NotesjamesNo ratings yet
- Cases SkodewDocument6 pagesCases SkodewAnkit CNo ratings yet
- 2017 Spring Case Study Questions SCM 479 NewDocument4 pages2017 Spring Case Study Questions SCM 479 NewSaddam AwanNo ratings yet
- C2. ElecComp (Chap 3) - Group 6Document15 pagesC2. ElecComp (Chap 3) - Group 6Novieka DistiasariNo ratings yet
- SQC Simulation SolutionDocument2 pagesSQC Simulation Solutionmdasifkhan2013No ratings yet
- Lucent Technologies CaseDocument9 pagesLucent Technologies CaseAndy VibgyorNo ratings yet
- Buyer Supplier Relationship Case Study 'AIRBUS A380'.Document14 pagesBuyer Supplier Relationship Case Study 'AIRBUS A380'.abhijitsamanta1100% (3)
- Airvent FansDocument17 pagesAirvent FansPamela ValleNo ratings yet
- A Financial Ratio Analysis of Hindustan Unilever Limited (HUL)Document5 pagesA Financial Ratio Analysis of Hindustan Unilever Limited (HUL)Santosh KumarNo ratings yet
- Dell IncDocument13 pagesDell IncVivek RanjanNo ratings yet
- Assignment 1 Boeing 737 by Group 12Document8 pagesAssignment 1 Boeing 737 by Group 12AjayNo ratings yet
- Krajewski TIF Chapter 16Document49 pagesKrajewski TIF Chapter 16Saja BassamNo ratings yet
- Case 1 - Group 8Document10 pagesCase 1 - Group 8VishvendraNo ratings yet
- Toyota Case Write UpDocument7 pagesToyota Case Write Upmohanprasanth100% (1)
- Beer GameDocument2 pagesBeer Gameemuro001No ratings yet
- Krm9 Irm in Ch03Document17 pagesKrm9 Irm in Ch03mili ahmedNo ratings yet
- SOlectron Cor1Document2 pagesSOlectron Cor1pintu_brownyNo ratings yet
- The Donner Company Case Analysis V0R1 - Template 1Document11 pagesThe Donner Company Case Analysis V0R1 - Template 1Islam Issa0% (2)
- Operation Management BBAITM-29 Mid Term Paper PDFDocument1 pageOperation Management BBAITM-29 Mid Term Paper PDFwaseem0% (1)
- Ctoe Case Study: New Balance Athletic Shoe IncDocument12 pagesCtoe Case Study: New Balance Athletic Shoe IncSakshi ShardaNo ratings yet
- Daimler - ChryslerDocument18 pagesDaimler - ChryslerAnika VarkeyNo ratings yet
- Deutsche AllgemeinversicherungDocument4 pagesDeutsche AllgemeinversicherungThinakaran S BNo ratings yet
- Strategicmgmt1 - What Is StrategyDocument21 pagesStrategicmgmt1 - What Is Strategymonish147852No ratings yet
- Deep Change Referee ReportDocument3 pagesDeep Change Referee ReportMadridista KroosNo ratings yet
- Design of Fit Between Die and InsertDocument4 pagesDesign of Fit Between Die and InsertInnovative Research PublicationsNo ratings yet
- Dentin Brass Case Study3Document13 pagesDentin Brass Case Study3Hosein Rahmati100% (2)
- Toyota Case StudyDocument19 pagesToyota Case StudyDat BoiNo ratings yet
- PRA Final ReportDocument99 pagesPRA Final ReportAvinash SharmaNo ratings yet
- BAJAJDocument11 pagesBAJAJKunal MyanaNo ratings yet
- Fabtek Case AnalysisDocument3 pagesFabtek Case Analysisashok4033No ratings yet
- Hank Kolb CaseDocument3 pagesHank Kolb CaseManish SinghNo ratings yet
- One + Company AnalysisDocument16 pagesOne + Company AnalysisSanthosh kumar100% (1)
- Anagene Case StudyDocument1 pageAnagene Case StudySam Man0% (3)
- Steel Works IncDocument12 pagesSteel Works Incsandeep_chanda_2No ratings yet
- Write Up - Case Study - Donner CompanyDocument6 pagesWrite Up - Case Study - Donner CompanyGanesh AroteNo ratings yet
- 12 Six Basic Strategies PDFDocument6 pages12 Six Basic Strategies PDFAishvarya GuptaNo ratings yet
- Apple Inc Class DiscussionDocument34 pagesApple Inc Class DiscussionmdnhllNo ratings yet
- Case Analysis On ZapposDocument7 pagesCase Analysis On ZapposNishan ShettyNo ratings yet
- Stakeholder InterviewsDocument20 pagesStakeholder InterviewsmikewatkinsNo ratings yet
- EsterlineDocument7 pagesEsterlineTushar Joshi100% (2)
- Case Write-Up: Grocery Gateway: Customer Delivery OperationsDocument4 pagesCase Write-Up: Grocery Gateway: Customer Delivery OperationsCHARANJEET SINGHNo ratings yet
- IntroductionDocument11 pagesIntroductionSuryansh SinghNo ratings yet
- Donner Case StudyDocument31 pagesDonner Case Studymathilde_144No ratings yet
- HP ReportDocument8 pagesHP ReportranukhadeNo ratings yet
- HP DeskJet Printer Supply Chain - Group 10 - SecFDocument11 pagesHP DeskJet Printer Supply Chain - Group 10 - SecFshahzad2689No ratings yet
- Risk Pooling - : HP DeskjetDocument21 pagesRisk Pooling - : HP DeskjetAdityaNo ratings yet
- Daktronics Lean ManagementDocument6 pagesDaktronics Lean ManagementKrutarthVashiNo ratings yet
- Chapter Five Apparel Manufacturing StrategiesDocument12 pagesChapter Five Apparel Manufacturing StrategiesEndashaw YohannesNo ratings yet
- Assembly Vs Modular ManufacturingDocument9 pagesAssembly Vs Modular ManufacturingManoj TiwariNo ratings yet
- ABC Analysis Behind Casing BrochureDocument8 pagesABC Analysis Behind Casing BrochureAuliaNo ratings yet
- Comparison of Seismic Behavior of Building With Fixed Base, Base Isolator and Shear WallDocument5 pagesComparison of Seismic Behavior of Building With Fixed Base, Base Isolator and Shear WallPremalatha JeyaramNo ratings yet
- Image Processing On System On Chip FPGA Devices Using LabVIEWDocument86 pagesImage Processing On System On Chip FPGA Devices Using LabVIEWPapp-Szentannai Gergő100% (1)
- Chap2 - Product Development ProcessDocument37 pagesChap2 - Product Development ProcessSeng SoonNo ratings yet
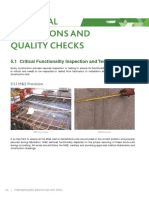
- Critical Inspections and Quality ChecksDocument8 pagesCritical Inspections and Quality ChecksalfieNo ratings yet
- BSA Bantam D1 125 D3 150 D5 175 Instruction Manual 1967 CCDocument32 pagesBSA Bantam D1 125 D3 150 D5 175 Instruction Manual 1967 CCUmar Shamsudin100% (1)
- Seismic Issues in Architectural Design: by Christopher ArnoldDocument54 pagesSeismic Issues in Architectural Design: by Christopher ArnoldM Refaat FathNo ratings yet
- COMPLETE SET Preview GATE 2019 PDFDocument161 pagesCOMPLETE SET Preview GATE 2019 PDFmonsNo ratings yet
- Industrial Automation Assignment 1Document5 pagesIndustrial Automation Assignment 1nik ariffNo ratings yet
- Rectangular TankDocument21 pagesRectangular TankNaveen Kumar100% (2)
- Mint-Made Errors - WikipediaDocument67 pagesMint-Made Errors - WikipediaHeather Stephanie SchweitzerNo ratings yet
- Question PapersDocument11 pagesQuestion Papersbharath devasothNo ratings yet
- What Is G652DDocument4 pagesWhat Is G652DahmadramahyNo ratings yet
- Alpha Vci.10 System Details - Placare HPLDocument14 pagesAlpha Vci.10 System Details - Placare HPLMaria ArionNo ratings yet
- Folding Shutters - Space-Saving Diversity: 000 TitelseitekennungDocument17 pagesFolding Shutters - Space-Saving Diversity: 000 TitelseitekennungAleksandar StosicNo ratings yet
- 1.1 - Sampling HandbookDocument28 pages1.1 - Sampling HandbookAndrés Castillo NavarroNo ratings yet
- Lessons PracticesDocument12 pagesLessons PracticesyrperdanaNo ratings yet
- Dodge Sleevoil Series)Document17 pagesDodge Sleevoil Series)spadafora77No ratings yet
- CPCI Floor & Roof Systems Guide Jan 2019Document24 pagesCPCI Floor & Roof Systems Guide Jan 2019Prakash Er100% (1)
- Pile IS2911-R2321Document55 pagesPile IS2911-R2321Sathish KumarNo ratings yet
- Cache Memory MappingDocument53 pagesCache Memory MappingloffycrazeNo ratings yet
- Lecture 2 - Introduction To Tool DesignDocument18 pagesLecture 2 - Introduction To Tool DesignPratik PatelNo ratings yet
- Construction of Fills 2nd EditionDocument288 pagesConstruction of Fills 2nd EditionAnonymous tmnNFeA2Kb100% (1)
- Full Flanged Expansion Joint Torque Values 150 # DrillingDocument1 pageFull Flanged Expansion Joint Torque Values 150 # DrillingChandravadanNo ratings yet
- Serial NosDocument39 pagesSerial Nosskoty123No ratings yet
- Chapter 1 - Electrical BasicsDocument47 pagesChapter 1 - Electrical BasicsGopinath SubramaniNo ratings yet
- 0512 - D - 020 - ANA PeabodyDocument1 page0512 - D - 020 - ANA PeabodyJustin W. ThomasNo ratings yet
- BIM ThesisDocument102 pagesBIM ThesisSahil KaushikNo ratings yet