
MFJO597-RTP-0001 Rev.0
MFJO597-RTP-0001 Rev.0
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Method Statements For Eskom Substations - Stringing, Erection, Earthing and Cabling PDFDocument27 pagesMethod Statements For Eskom Substations - Stringing, Erection, Earthing and Cabling PDFTreenel TradingNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- BioconstructivismsDocument12 pagesBioconstructivismsweareyoung5833No ratings yet
- RADIONIC ASSOC - Base 10 Patologie ConditionsDocument44 pagesRADIONIC ASSOC - Base 10 Patologie Conditionscorrado9freddiNo ratings yet
- List Shell Dep Amp Mesc Spe PDFDocument9 pagesList Shell Dep Amp Mesc Spe PDFAzhar Ahmad100% (1)
- Rtfi Notes 1Document27 pagesRtfi Notes 1Azhar AhmadNo ratings yet
- Rtfi Questions 6Document6 pagesRtfi Questions 6Azhar AhmadNo ratings yet
- 3.2.2 RI Sup. - Training Booklet 011221 (Answers)Document2 pages3.2.2 RI Sup. - Training Booklet 011221 (Answers)Azhar AhmadNo ratings yet
- Rtfi Questions 4Document5 pagesRtfi Questions 4Azhar AhmadNo ratings yet
- ISO 11126 (Painting)Document6 pagesISO 11126 (Painting)Azhar AhmadNo ratings yet
- Product Description: Repair System For Damaged Mill-Applied PE CoatingDocument2 pagesProduct Description: Repair System For Damaged Mill-Applied PE CoatingAzhar AhmadNo ratings yet
- HTLP 80: Installation InstructionsDocument3 pagesHTLP 80: Installation InstructionsAzhar AhmadNo ratings yet
- API 571 Damage Mechanisms Affecting Fixed Equipment in The Refining and Petrochemical Industries PDFDocument1 pageAPI 571 Damage Mechanisms Affecting Fixed Equipment in The Refining and Petrochemical Industries PDFAzhar Ahmad100% (1)
- Welder Performance Report PDFDocument1 pageWelder Performance Report PDFAzhar AhmadNo ratings yet
- Welding Coordinator WeldMap Weld Data Sheet PDFDocument1 pageWelding Coordinator WeldMap Weld Data Sheet PDFAzhar AhmadNo ratings yet
- S28BW 414011410020 PDFDocument41 pagesS28BW 414011410020 PDFAzhar AhmadNo ratings yet
- API 510 Study QuestionsDocument49 pagesAPI 510 Study QuestionsDavid Drolet Tremblay100% (1)
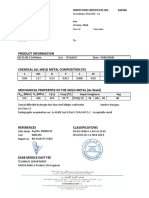
- Product Information: Inspection Certificate No. 160296Document1 pageProduct Information: Inspection Certificate No. 160296Azhar AhmadNo ratings yet
- Magnetic Examination Report: International Inspection Services L.L.CDocument1 pageMagnetic Examination Report: International Inspection Services L.L.CAzhar AhmadNo ratings yet
- List of Consultancies UAEDocument12 pagesList of Consultancies UAEAzhar AhmadNo ratings yet
- Counter Fort Retaining WallDocument3 pagesCounter Fort Retaining WalljosefNo ratings yet
- Huong Dan Su Dung Tieng VietDocument1 pageHuong Dan Su Dung Tieng VietĐình ThôngNo ratings yet
- LORESCA - Rationalization Hematology 1Document29 pagesLORESCA - Rationalization Hematology 1Kaycee Gretz LorescaNo ratings yet
- Winchester Model 70 Bolt Action Rifle Owner's Manual: LicenseeDocument0 pagesWinchester Model 70 Bolt Action Rifle Owner's Manual: Licenseecarlosfanjul1No ratings yet
- Earth and Life Science ADM 21-30 ReviewerDocument10 pagesEarth and Life Science ADM 21-30 ReviewerABEGAEL ARINDAENGNo ratings yet
- Critical RatioDocument13 pagesCritical RatioFatiima Tuz ZahraNo ratings yet
- TechnicalProposal 20130710B Rev0Document3 pagesTechnicalProposal 20130710B Rev0JomaargNo ratings yet
- Energy Snapshot: American SamoaDocument4 pagesEnergy Snapshot: American SamoaSr. RZNo ratings yet
- Shri Vishnu Panjar StotramDocument7 pagesShri Vishnu Panjar Stotramvicky168No ratings yet
- Production of Ceramic Foam Filters For Molten MetaDocument5 pagesProduction of Ceramic Foam Filters For Molten MetaVBCRC LABNo ratings yet
- Pending Help Desk Sticker PastingDocument144 pagesPending Help Desk Sticker PastingnavavadhuvuNo ratings yet
- Ad 822Document28 pagesAd 822Cesar Herrera González100% (1)
- HLS-220 D 750.23.5.028 (031033036043) - EnglischDocument13 pagesHLS-220 D 750.23.5.028 (031033036043) - EnglischRainNo ratings yet
- Taste of Home - AugustSeptember 2021Document84 pagesTaste of Home - AugustSeptember 2021Girish Singh100% (2)
- ALDEN, Dauril. The Significance of Cacao Production PDFDocument34 pagesALDEN, Dauril. The Significance of Cacao Production PDFMarcia MelloNo ratings yet
- Question Bank-Unit 2: MATH 2300Document8 pagesQuestion Bank-Unit 2: MATH 2300ROHAN TRIVEDI 20SCSE1180013No ratings yet
- Makalah Conditional SentencesDocument14 pagesMakalah Conditional SentencesNanda Dwi FitriyaniNo ratings yet
- Histochemistry ReportDocument7 pagesHistochemistry ReportThanashree ThanuNo ratings yet
- Beirut Madinati Full Program enDocument32 pagesBeirut Madinati Full Program endevonchildNo ratings yet
- WSET Systematic Approack To Tasting Wine & Spirits - XLSX - WINEDocument1 pageWSET Systematic Approack To Tasting Wine & Spirits - XLSX - WINEIl MulinaioNo ratings yet
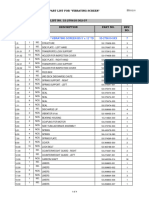
- 0 1 NO. Ga. of Vibrating Screen Bs 5' X 12' TD 53-270610-5XX 7Document4 pages0 1 NO. Ga. of Vibrating Screen Bs 5' X 12' TD 53-270610-5XX 7Benjamin MurphyNo ratings yet
- The AlchemistDocument57 pagesThe Alchemistok100% (1)
- P e - First-Quarter-Exams 1st-SemDocument7 pagesP e - First-Quarter-Exams 1st-SemJieann BalicocoNo ratings yet
- Prinsipal Kode Produk Nama ProdukDocument40 pagesPrinsipal Kode Produk Nama ProdukjihanvrpNo ratings yet
- E E E E: For Installation/s IndustrialDocument1 pageE E E E: For Installation/s IndustrialRJ Padilla0% (1)
- Aic1084-33ce Regulador 3.3Document7 pagesAic1084-33ce Regulador 3.3VictorManuelBernalBlancoNo ratings yet
- Fastener Technical ManualDocument70 pagesFastener Technical ManualGANESH G100% (1)





















































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Method Statements For Eskom Substations - Stringing, Erection, Earthing and Cabling PDFDocument27 pagesMethod Statements For Eskom Substations - Stringing, Erection, Earthing and Cabling PDFTreenel TradingNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- BioconstructivismsDocument12 pagesBioconstructivismsweareyoung5833No ratings yet
- RADIONIC ASSOC - Base 10 Patologie ConditionsDocument44 pagesRADIONIC ASSOC - Base 10 Patologie Conditionscorrado9freddiNo ratings yet
- List Shell Dep Amp Mesc Spe PDFDocument9 pagesList Shell Dep Amp Mesc Spe PDFAzhar Ahmad100% (1)
- Rtfi Notes 1Document27 pagesRtfi Notes 1Azhar AhmadNo ratings yet
- Rtfi Questions 6Document6 pagesRtfi Questions 6Azhar AhmadNo ratings yet
- 3.2.2 RI Sup. - Training Booklet 011221 (Answers)Document2 pages3.2.2 RI Sup. - Training Booklet 011221 (Answers)Azhar AhmadNo ratings yet
- Rtfi Questions 4Document5 pagesRtfi Questions 4Azhar AhmadNo ratings yet
- ISO 11126 (Painting)Document6 pagesISO 11126 (Painting)Azhar AhmadNo ratings yet
- Product Description: Repair System For Damaged Mill-Applied PE CoatingDocument2 pagesProduct Description: Repair System For Damaged Mill-Applied PE CoatingAzhar AhmadNo ratings yet
- HTLP 80: Installation InstructionsDocument3 pagesHTLP 80: Installation InstructionsAzhar AhmadNo ratings yet
- API 571 Damage Mechanisms Affecting Fixed Equipment in The Refining and Petrochemical Industries PDFDocument1 pageAPI 571 Damage Mechanisms Affecting Fixed Equipment in The Refining and Petrochemical Industries PDFAzhar Ahmad100% (1)
- Welder Performance Report PDFDocument1 pageWelder Performance Report PDFAzhar AhmadNo ratings yet
- Welding Coordinator WeldMap Weld Data Sheet PDFDocument1 pageWelding Coordinator WeldMap Weld Data Sheet PDFAzhar AhmadNo ratings yet
- S28BW 414011410020 PDFDocument41 pagesS28BW 414011410020 PDFAzhar AhmadNo ratings yet
- API 510 Study QuestionsDocument49 pagesAPI 510 Study QuestionsDavid Drolet Tremblay100% (1)
- Product Information: Inspection Certificate No. 160296Document1 pageProduct Information: Inspection Certificate No. 160296Azhar AhmadNo ratings yet
- Magnetic Examination Report: International Inspection Services L.L.CDocument1 pageMagnetic Examination Report: International Inspection Services L.L.CAzhar AhmadNo ratings yet
- List of Consultancies UAEDocument12 pagesList of Consultancies UAEAzhar AhmadNo ratings yet
- Counter Fort Retaining WallDocument3 pagesCounter Fort Retaining WalljosefNo ratings yet
- Huong Dan Su Dung Tieng VietDocument1 pageHuong Dan Su Dung Tieng VietĐình ThôngNo ratings yet
- LORESCA - Rationalization Hematology 1Document29 pagesLORESCA - Rationalization Hematology 1Kaycee Gretz LorescaNo ratings yet
- Winchester Model 70 Bolt Action Rifle Owner's Manual: LicenseeDocument0 pagesWinchester Model 70 Bolt Action Rifle Owner's Manual: Licenseecarlosfanjul1No ratings yet
- Earth and Life Science ADM 21-30 ReviewerDocument10 pagesEarth and Life Science ADM 21-30 ReviewerABEGAEL ARINDAENGNo ratings yet
- Critical RatioDocument13 pagesCritical RatioFatiima Tuz ZahraNo ratings yet
- TechnicalProposal 20130710B Rev0Document3 pagesTechnicalProposal 20130710B Rev0JomaargNo ratings yet
- Energy Snapshot: American SamoaDocument4 pagesEnergy Snapshot: American SamoaSr. RZNo ratings yet
- Shri Vishnu Panjar StotramDocument7 pagesShri Vishnu Panjar Stotramvicky168No ratings yet
- Production of Ceramic Foam Filters For Molten MetaDocument5 pagesProduction of Ceramic Foam Filters For Molten MetaVBCRC LABNo ratings yet
- Pending Help Desk Sticker PastingDocument144 pagesPending Help Desk Sticker PastingnavavadhuvuNo ratings yet
- Ad 822Document28 pagesAd 822Cesar Herrera González100% (1)
- HLS-220 D 750.23.5.028 (031033036043) - EnglischDocument13 pagesHLS-220 D 750.23.5.028 (031033036043) - EnglischRainNo ratings yet
- Taste of Home - AugustSeptember 2021Document84 pagesTaste of Home - AugustSeptember 2021Girish Singh100% (2)
- ALDEN, Dauril. The Significance of Cacao Production PDFDocument34 pagesALDEN, Dauril. The Significance of Cacao Production PDFMarcia MelloNo ratings yet
- Question Bank-Unit 2: MATH 2300Document8 pagesQuestion Bank-Unit 2: MATH 2300ROHAN TRIVEDI 20SCSE1180013No ratings yet
- Makalah Conditional SentencesDocument14 pagesMakalah Conditional SentencesNanda Dwi FitriyaniNo ratings yet
- Histochemistry ReportDocument7 pagesHistochemistry ReportThanashree ThanuNo ratings yet
- Beirut Madinati Full Program enDocument32 pagesBeirut Madinati Full Program endevonchildNo ratings yet
- WSET Systematic Approack To Tasting Wine & Spirits - XLSX - WINEDocument1 pageWSET Systematic Approack To Tasting Wine & Spirits - XLSX - WINEIl MulinaioNo ratings yet
- 0 1 NO. Ga. of Vibrating Screen Bs 5' X 12' TD 53-270610-5XX 7Document4 pages0 1 NO. Ga. of Vibrating Screen Bs 5' X 12' TD 53-270610-5XX 7Benjamin MurphyNo ratings yet
- The AlchemistDocument57 pagesThe Alchemistok100% (1)
- P e - First-Quarter-Exams 1st-SemDocument7 pagesP e - First-Quarter-Exams 1st-SemJieann BalicocoNo ratings yet
- Prinsipal Kode Produk Nama ProdukDocument40 pagesPrinsipal Kode Produk Nama ProdukjihanvrpNo ratings yet
- E E E E: For Installation/s IndustrialDocument1 pageE E E E: For Installation/s IndustrialRJ Padilla0% (1)
- Aic1084-33ce Regulador 3.3Document7 pagesAic1084-33ce Regulador 3.3VictorManuelBernalBlancoNo ratings yet
- Fastener Technical ManualDocument70 pagesFastener Technical ManualGANESH G100% (1)