Download as docx, pdf, or txt
You might also like
- JHS 182 Service ManualDocument168 pagesJHS 182 Service Manualbg2tt100% (5)
- 1 2-ProblemSetSolutionsDocument4 pages1 2-ProblemSetSolutionsbobnh100% (3)
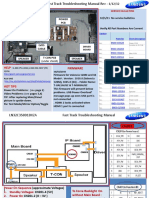
- Samsung LN55C610N1FXZA Fast Track Guide (SM)Document4 pagesSamsung LN55C610N1FXZA Fast Track Guide (SM)Carlos OdilonNo ratings yet
- Heideinhain MC420Document52 pagesHeideinhain MC420Roger RochaNo ratings yet
- Agma CatalogDocument64 pagesAgma CatalogTrung Thanh100% (1)
- PVP2016 Final ProgramDocument76 pagesPVP2016 Final Programthaivinhtuy100% (1)
- DIN-58405-3-1972 Spur Gear Drives For Fine Mechanics - Indication in Drawings, Examples For Calculation PDFDocument20 pagesDIN-58405-3-1972 Spur Gear Drives For Fine Mechanics - Indication in Drawings, Examples For Calculation PDFthaivinhtuyNo ratings yet
- BOP Test Procedure PDFDocument2 pagesBOP Test Procedure PDFAhmed100% (2)
- РЛЭ Дьюк 60Document170 pagesРЛЭ Дьюк 60valentine_avia100% (4)
- Aida-StandardsDocument14 pagesAida-StandardsthaivinhtuyNo ratings yet
- Cj1W-Nc: High-Speed, High-Precision Positioning With 1, 2, or 4 AxesDocument11 pagesCj1W-Nc: High-Speed, High-Precision Positioning With 1, 2, or 4 AxesnguyenquocNo ratings yet
- User Manual Tsi Bravo 120vac v3 4Document37 pagesUser Manual Tsi Bravo 120vac v3 4core boguraNo ratings yet
- 840d DiagnosisDocument486 pages840d DiagnosisarashNo ratings yet
- Diesel Generator Set 4BT3.9 Series Engine: Description FeaturesDocument4 pagesDiesel Generator Set 4BT3.9 Series Engine: Description FeaturesDiana RosadoNo ratings yet
- Purpose: Monochrome LCD Retrofit Kits For The Advantage Series January 2010Document26 pagesPurpose: Monochrome LCD Retrofit Kits For The Advantage Series January 2010Daniel LeonNo ratings yet
- AIDA StandardsDocument10 pagesAIDA StandardsJoice_JohnNo ratings yet
- Data Sheet: Genset Controller, GC-1FDocument20 pagesData Sheet: Genset Controller, GC-1FLei LiNo ratings yet
- SN74LVC1G79 Single Positive-Edge-Triggered D-Type Flip-Flop: 1 Features 3 DescriptionDocument31 pagesSN74LVC1G79 Single Positive-Edge-Triggered D-Type Flip-Flop: 1 Features 3 DescriptionAleksandr MakushinNo ratings yet
- Con Trol Unit: Manual DV 60511.03 Issue1 July 1997Document30 pagesCon Trol Unit: Manual DV 60511.03 Issue1 July 1997Brasin rifaNo ratings yet
- Kda03 PRJ11Document32 pagesKda03 PRJ11milanlapovo100% (1)
- Manual de DeckDocument98 pagesManual de DeckDadolar SilvaNo ratings yet
- Panasonic CQ c3305nDocument32 pagesPanasonic CQ c3305nprofessor0003673299No ratings yet
- Maintenance Guide: Samsung Smart Digital Radiography SolutionDocument8 pagesMaintenance Guide: Samsung Smart Digital Radiography SolutionЮрий ОгаревNo ratings yet
- Spark-Ignited Generator Set ESG-642 Series: Description FeaturesDocument4 pagesSpark-Ignited Generator Set ESG-642 Series: Description FeaturesWilson JustinoNo ratings yet
- Spark-Ignited Generator Set WSG-1068 Series: Description FeaturesDocument4 pagesSpark-Ignited Generator Set WSG-1068 Series: Description FeaturesWilson JustinoNo ratings yet
- CFD 980 - Ver 1.2Document49 pagesCFD 980 - Ver 1.2Salomón A. Rodríguez G.No ratings yet
- CS 2053 PDFDocument2 pagesCS 2053 PDFcarlos yepezNo ratings yet
- DCU SeriesDocument4 pagesDCU SeriesSupakanit LimsowanNo ratings yet
- Combination Control Module Models 170, 210Document37 pagesCombination Control Module Models 170, 210Vu HoiNo ratings yet
- Onan DKAF Spec PDFDocument8 pagesOnan DKAF Spec PDFKen MccoyNo ratings yet
- Cummins DGFB Spec SheetDocument4 pagesCummins DGFB Spec SheetRoremNo ratings yet
- 7.1 - HandwheelDocument19 pages7.1 - HandwheelMariosNo ratings yet
- Spark-Ignited Generator Set GM8.1 Series Engine: Description FeaturesDocument4 pagesSpark-Ignited Generator Set GM8.1 Series Engine: Description FeaturesWilson JustinoNo ratings yet
- en de 220128Document84 pagesen de 220128MisaelNo ratings yet
- FRENIC-Ace Instruction ManualDocument36 pagesFRENIC-Ace Instruction ManualFlorin Tarziu100% (1)
- LT-514 FA102T Installation and Operation ManualDocument24 pagesLT-514 FA102T Installation and Operation ManualjukatakbkNo ratings yet
- Fire Alarm SystemDocument10 pagesFire Alarm SystempawanNo ratings yet
- 1 - Compact Plasma User ManuelDocument38 pages1 - Compact Plasma User Manueltammam shamiNo ratings yet
- Spark-Ignited Generator Set GG3.0L Series: Description FeaturesDocument4 pagesSpark-Ignited Generator Set GG3.0L Series: Description FeaturesWilson JustinoNo ratings yet
- Terrier Series: Swing Gate OpenerDocument8 pagesTerrier Series: Swing Gate OpeneriokuNo ratings yet
- 1 - Compact Plasma User ManuelDocument39 pages1 - Compact Plasma User Manueltammam shamiNo ratings yet
- 6BT5.9 Engien Cummins 85-100KwDocument4 pages6BT5.9 Engien Cummins 85-100KwLuis DerasNo ratings yet
- Sony Dsc-h10 Service Manual LeDocument69 pagesSony Dsc-h10 Service Manual LeJonathan Pardo JtechSolutionsNo ratings yet
- Ignition System - Inspection Check PDFDocument4 pagesIgnition System - Inspection Check PDFMark Evan SalutinNo ratings yet
- Ignition System - Inspection Check PDFDocument4 pagesIgnition System - Inspection Check PDFMark Evan SalutinNo ratings yet
- SONY HCD-ZUX999 Service ManualDocument122 pagesSONY HCD-ZUX999 Service Manualpandorabox20120% (1)
- CF CardDocument10 pagesCF CardHùng ThanhNo ratings yet
- WAU 100 Data Sheet 4921250080 UKDocument6 pagesWAU 100 Data Sheet 4921250080 UKЮрий ЛобановNo ratings yet
- Spark-Ignited Generator Set 60 - 75 KW Standby EPA EmissionsDocument4 pagesSpark-Ignited Generator Set 60 - 75 KW Standby EPA Emissionsivan morelNo ratings yet
- T1201 Operation ManualDocument4 pagesT1201 Operation ManualTestor Nestor BNo ratings yet
- Frequency InverterDocument84 pagesFrequency InverterCélio Ricci de FreitasNo ratings yet
- S 1634Document2 pagesS 1634jhon fredy gonzalez oNo ratings yet
- Klixon 1 NTDocument6 pagesKlixon 1 NTGermán PreiszNo ratings yet
- Servicemanual Panasonic kv-s2048c s2Document10 pagesServicemanual Panasonic kv-s2048c s2Ralf KöhlerNo ratings yet
- Technical SpecificationsDocument30 pagesTechnical SpecificationsFerdinand Descalzo100% (1)
- ALDEC G2-95 - Manual - 2010Document104 pagesALDEC G2-95 - Manual - 2010Centrifugal SeparatorNo ratings yet
- Sony HCD-H7 - H1500Document54 pagesSony HCD-H7 - H1500aubaisienNo ratings yet
- Rosemount 1199 Mount Seal SystemsDocument90 pagesRosemount 1199 Mount Seal Systemssyahril boonieNo ratings yet
- X193hq-Service Manual 115Document66 pagesX193hq-Service Manual 115James BrianNo ratings yet
- Samsung LN37C550J1FXZA - Fast - Track - Troubleshooting ManualDocument4 pagesSamsung LN37C550J1FXZA - Fast - Track - Troubleshooting ManualArieskaNo ratings yet
- Kenwood - NX 800 (E) - B51 8861 00Document115 pagesKenwood - NX 800 (E) - B51 8861 00satfalconradioNo ratings yet
- DOC152986481219Document4 pagesDOC152986481219Calvin JonkerNo ratings yet
- Mitsubishi Manuals 217Document69 pagesMitsubishi Manuals 217Pham LongNo ratings yet
- DS5 enDocument14 pagesDS5 enthaivinhtuyNo ratings yet
- Solid-State Recycling of Aluminium Alloy Swarf Through Cold Profile Extrusion and Cold RollingDocument42 pagesSolid-State Recycling of Aluminium Alloy Swarf Through Cold Profile Extrusion and Cold RollingthaivinhtuyNo ratings yet
- Aida-StandardsDocument14 pagesAida-StandardsthaivinhtuyNo ratings yet
- Stamtec PressComparison WP v6Document3 pagesStamtec PressComparison WP v6thaivinhtuyNo ratings yet
- Crankshaft Deflection Analysis PDFDocument55 pagesCrankshaft Deflection Analysis PDFthaivinhtuyNo ratings yet
- S.No Topic Link: Ilogic - Content CentreDocument21 pagesS.No Topic Link: Ilogic - Content CentrethaivinhtuyNo ratings yet
- Mechanical Power PressDocument157 pagesMechanical Power PressthaivinhtuyNo ratings yet
- File 54Document492 pagesFile 54Daniel DiasNo ratings yet
- Durma Hydraulic 4 Roll PDFDocument5 pagesDurma Hydraulic 4 Roll PDFthaivinhtuyNo ratings yet
- Top Roll GroupDocument1 pageTop Roll GroupthaivinhtuyNo ratings yet
- GearDocument30 pagesGearthaivinhtuyNo ratings yet
- Cavity Plugs: Standard Hydraforce Cavity Plugs Seal All Access To A CavityDocument1 pageCavity Plugs: Standard Hydraforce Cavity Plugs Seal All Access To A CavitythaivinhtuyNo ratings yet
- Cavity Plugs: Standard Hydraforce Cavity Plugs Seal All Access To A CavityDocument1 pageCavity Plugs: Standard Hydraforce Cavity Plugs Seal All Access To A CavitythaivinhtuyNo ratings yet
- 2015 Catalog 4400 LinkedDocument442 pages2015 Catalog 4400 LinkedthaivinhtuyNo ratings yet
- JMT Plate Roll CatalogDocument28 pagesJMT Plate Roll CatalogthaivinhtuyNo ratings yet
- Phương Pháp Tính Toán Mathematics: We Have: (1) Triangle 0ra0sDocument3 pagesPhương Pháp Tính Toán Mathematics: We Have: (1) Triangle 0ra0sthaivinhtuyNo ratings yet
- LED Fittings - Iguzzini - EnglishDocument252 pagesLED Fittings - Iguzzini - EnglishiGuzzini illuminazione SpANo ratings yet
- BS - enDocument14 pagesBS - enTAHER AMMARNo ratings yet
- GPRS & MMS Settings: IndosatDocument6 pagesGPRS & MMS Settings: IndosatTaufik Acau NovaNo ratings yet
- Ectd GuidanceDocument37 pagesEctd Guidancenetelsrt1298No ratings yet
- Chilled Water Cooling Plant Quarterly Insepction ReportDocument1 pageChilled Water Cooling Plant Quarterly Insepction ReportFaisal MuneerNo ratings yet
- Dversary Ower Evels: Table 1-1: Characteristic BonusDocument1 pageDversary Ower Evels: Table 1-1: Characteristic BonusAsenNo ratings yet
- 1911 Troubleshooting GuideDocument9 pages1911 Troubleshooting Guidebmurrell8065704No ratings yet
- Partner Country Italy Magazine Hannover Messe 2010Document29 pagesPartner Country Italy Magazine Hannover Messe 2010localglobalNo ratings yet
- Manual Detector de Gas Fixo (AG210-AG211)Document14 pagesManual Detector de Gas Fixo (AG210-AG211)Lucas BritoNo ratings yet
- Λέβητες πετρελαίουDocument66 pagesΛέβητες πετρελαίουaenaos sa100% (1)
- Pengaruh Laju Erosi Terhadap Umur PipaDocument6 pagesPengaruh Laju Erosi Terhadap Umur PipaDede Si Engghe SurenggheNo ratings yet
- DTD154RFEDocument3 pagesDTD154RFEsivachariNo ratings yet
- Design of Hydraulic Door Open/Close System in Reheating FuranceDocument5 pagesDesign of Hydraulic Door Open/Close System in Reheating FuranceAnkur GujrathiNo ratings yet
- Fiche Technique Chevrolet SailDocument210 pagesFiche Technique Chevrolet Sailmohamed mezaniNo ratings yet
- Fs800 HPL Ficha TecnicaDocument7 pagesFs800 HPL Ficha TecnicaBull433No ratings yet
- Guide For The Application of Rogowski Coils Used For Protective Relaying Purposes - SanDiego2005Document26 pagesGuide For The Application of Rogowski Coils Used For Protective Relaying Purposes - SanDiego2005banua luhuNo ratings yet
- Praj and Dedini Join Hands in BrazilDocument2 pagesPraj and Dedini Join Hands in BrazilindtnNo ratings yet
- TRW HW OverviewDocument8 pagesTRW HW OverviewnagasankarNo ratings yet
- Is 11218 1984Document5 pagesIs 11218 1984Ahmed HossamNo ratings yet
- Risk Management LifeDocument7 pagesRisk Management LifeNitin PatelNo ratings yet
- Chilwee 6 EVF 45 VRLA GEL BATTERYDocument2 pagesChilwee 6 EVF 45 VRLA GEL BATTERYcesarNo ratings yet
- Google Code of Jam - Qualification RoundDocument10 pagesGoogle Code of Jam - Qualification RoundVivek ShahNo ratings yet
- Content For Auto Electrical WebsiteDocument3 pagesContent For Auto Electrical WebsiteshermanNo ratings yet
- AEE Applied Electricity and Electronics Lab Manual (Revised 2018)Document146 pagesAEE Applied Electricity and Electronics Lab Manual (Revised 2018)hassan100% (1)
- Astrophysics XIS 6545Document2 pagesAstrophysics XIS 6545Linchys_880% (1)
- PHA Training PresentationDocument32 pagesPHA Training Presentationoanzar100% (2)
- Televisión y VideograbadoraDocument71 pagesTelevisión y VideograbadoraMoyses MoyNo ratings yet