Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Pipe Chart Table: OD Inch Schedule Wall ID Weight/FtDocument7 pagesPipe Chart Table: OD Inch Schedule Wall ID Weight/Ftyananto76No ratings yet
- HMA Mixture Design: SuperpaveDocument30 pagesHMA Mixture Design: Superpavevinay rodeNo ratings yet
- 20 Termografía Fluke PDFDocument6 pages20 Termografía Fluke PDFOscar ChilcaNo ratings yet
- Araldite Casting Resin SystemDocument6 pagesAraldite Casting Resin SystemyasrrchemistNo ratings yet
- 3-12-8 Pressure Vessels Low Alloy SteelDocument34 pages3-12-8 Pressure Vessels Low Alloy SteelJaime Castillo0% (1)
- Chapter 1 - Structures of Self-Sensing ConcreteDocument11 pagesChapter 1 - Structures of Self-Sensing Concretefa_fa67100% (1)
- Box Culvert - ISDocument14 pagesBox Culvert - ISShyamontika Choudhury ChakrabartiNo ratings yet
- r050210801 Fluid Mechanics For Chemical EngineeringDocument7 pagesr050210801 Fluid Mechanics For Chemical EngineeringSrinivasa Rao GNo ratings yet
- MOTS-12 Welding and NDE of WeldsDocument1 pageMOTS-12 Welding and NDE of Weldsryan.sNo ratings yet
- VRF DBP Price List - 16th July 2021Document5 pagesVRF DBP Price List - 16th July 2021Tirumala KagithaNo ratings yet
- Analisa Harga Satuan (Student Version)Document115 pagesAnalisa Harga Satuan (Student Version)endi_putra_1No ratings yet
- 4 - AGOM V-Max Bearings PotDocument42 pages4 - AGOM V-Max Bearings PotSantiago Posada GilNo ratings yet
- Final ProjectDocument120 pagesFinal ProjectMurtada mujahid100% (1)
- Gear ToothDocument13 pagesGear ToothDipakNo ratings yet
- Service ManualDocument130 pagesService ManualMauro GonçalvesNo ratings yet
- BT 03Document66 pagesBT 03VINCE NIETONo ratings yet
- Guide For The Mechanistic-Empirical Design of New and Rehabilitated Pavement Structures Materials Characterization Is Your Agency Ready?Document13 pagesGuide For The Mechanistic-Empirical Design of New and Rehabilitated Pavement Structures Materials Characterization Is Your Agency Ready?Tomas Santiago Hanccoccallo PauccaraNo ratings yet
- Goldmix Iwa TdsDocument1 pageGoldmix Iwa TdsRafael Obusan IINo ratings yet
- IBR Thickness CalculationDocument21 pagesIBR Thickness CalculationAmit BansalNo ratings yet
- Sika Cracksil AcrylicpasteDocument2 pagesSika Cracksil AcrylicpasteprchnandagawaliNo ratings yet
- Tempco Thermocouple PI 171 MI-TC - PrintDocument12 pagesTempco Thermocouple PI 171 MI-TC - PrintsrikannthNo ratings yet
- Piping Design Criteria PDFDocument34 pagesPiping Design Criteria PDFsintoyibi kennurfathani100% (1)
- Terrain FUZE Tech ManualDocument53 pagesTerrain FUZE Tech ManualhilmiNo ratings yet
- Mason: SL# Vehicle/Equipment Act - No Commodities UOM Norm / M.day Remarks 1Document1 pageMason: SL# Vehicle/Equipment Act - No Commodities UOM Norm / M.day Remarks 1John Mark EvangelistaNo ratings yet
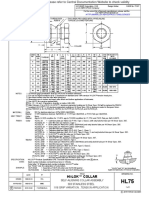
- Hi-Lok™ Collar: 303 Stainless Steel 1/16 Grip Variation, Tension Application Self-Aligning Collar AssemblyDocument1 pageHi-Lok™ Collar: 303 Stainless Steel 1/16 Grip Variation, Tension Application Self-Aligning Collar AssemblyRenato WatanabeNo ratings yet
- 1 WB-0673 - FinalDocument4 pages1 WB-0673 - FinalSrikanth SikhaNo ratings yet
- Demolitionofbuilding AyDocument22 pagesDemolitionofbuilding Ay1DS19CV043 Kajal Godbole100% (1)
- Department of Public Works and Highways: Summary of Minimum Test RequirementsDocument3 pagesDepartment of Public Works and Highways: Summary of Minimum Test Requirementsengr rangNo ratings yet
- Question BankDocument5 pagesQuestion BankVishnu GuptaNo ratings yet
- Air Con DataDocument14 pagesAir Con Datazx10ninjaNo ratings yet