Download as pdf or txt
You might also like
- Mineral Oil Safety Regulations 1997Document34 pagesMineral Oil Safety Regulations 1997Otoloko OgheneroNo ratings yet
- HAZOP Case Study of BoilerDocument69 pagesHAZOP Case Study of BoilerChaitanya MyneniNo ratings yet
- JSA Blank FormDocument6 pagesJSA Blank FormRuppee EdwardNo ratings yet
- Fire Code 2013 PDFDocument1,033 pagesFire Code 2013 PDFKo PaukNo ratings yet
- Jsa Nitrogen Purging PDFDocument2 pagesJsa Nitrogen Purging PDFBISWA RANJAN SAHOONo ratings yet
- Title: Safe Work Procedure Template: No. DET ESWB-05-2-2 Authorised By: Manager ESWBDocument1 pageTitle: Safe Work Procedure Template: No. DET ESWB-05-2-2 Authorised By: Manager ESWBBharat Patil100% (1)
- Industrial SafetyDocument30 pagesIndustrial Safetywasi_bhutto94% (53)
- Gap Analysis ReportDocument2 pagesGap Analysis ReportBenoy Johnson JosephNo ratings yet
- Hazop StudyDocument7 pagesHazop StudyAnderson JoeNo ratings yet
- HazopDocument13 pagesHazopKinosraj KumaranNo ratings yet
- Working at Height ProcedureDocument11 pagesWorking at Height ProcedureAniekan AkpaidiokNo ratings yet
- Risk Ass - ProcessDocument4 pagesRisk Ass - ProcessBalakrishnan Sivagnanam SNo ratings yet
- Head, Process Safety - Job Description PDFDocument2 pagesHead, Process Safety - Job Description PDFMalik Riaz100% (1)
- Safe Process Piping, Equipment and Vessel Opening ProcedureDocument14 pagesSafe Process Piping, Equipment and Vessel Opening ProcedureDavid KahnNo ratings yet
- Contractor Selection at Prequalification Stage CurDocument10 pagesContractor Selection at Prequalification Stage CurShranik JainNo ratings yet
- Hazard & Incident Reporting Procedure - HS307Document8 pagesHazard & Incident Reporting Procedure - HS307Vertical CubeNo ratings yet
- Hazardous Liquid Pipelines: ABC Company ABC Chemical Complex Engineering SpecificationDocument47 pagesHazardous Liquid Pipelines: ABC Company ABC Chemical Complex Engineering Specificationanac_math100% (1)
- Work Method Statement For Structure ErectionDocument12 pagesWork Method Statement For Structure ErectionMuhammad TeguhNo ratings yet
- Santha Kumar M (Model Report)Document11 pagesSantha Kumar M (Model Report)sachinNo ratings yet
- Bestpractices RIL Jamnagar MR WaghuldeFILEminimizerDocument15 pagesBestpractices RIL Jamnagar MR WaghuldeFILEminimizerArun Kumar KarNo ratings yet
- JHA Vessel EntryDocument2 pagesJHA Vessel EntryRiyadh SalehNo ratings yet
- JSA Pile Concrete Works OkDocument9 pagesJSA Pile Concrete Works OkMon Trang NguyễnNo ratings yet
- HSE PLAN Generic RAaaaaaaaaaaDocument7 pagesHSE PLAN Generic RAaaaaaaaaaaテレブリコ ジェファーソンNo ratings yet
- Digital Manometer PM 9100HA (Lutron)Document2 pagesDigital Manometer PM 9100HA (Lutron)Sunil SainiNo ratings yet
- HSE Daily Insp Checklist (Format)Document1 pageHSE Daily Insp Checklist (Format)Mohammed YcfssNo ratings yet
- ZFaisalCV Experienced Facilities EngineerDocument7 pagesZFaisalCV Experienced Facilities EngineerlukmpiNo ratings yet
- SPV Contractor Prequalification Questionnaire - Safety AspectDocument3 pagesSPV Contractor Prequalification Questionnaire - Safety AspectdennisjuntakNo ratings yet
- SBS List of Training Courses020615Document14 pagesSBS List of Training Courses020615badar13No ratings yet
- Saline Water Conversion Corporation Kingdom of Saudi Arabia Projects Engineering DepartmentDocument12 pagesSaline Water Conversion Corporation Kingdom of Saudi Arabia Projects Engineering DepartmentBhavanishankar ShettyNo ratings yet
- 4 Quality in Facilities and ServicesDocument6 pages4 Quality in Facilities and ServicesyradwohcNo ratings yet
- First Aid Training 01Document17 pagesFirst Aid Training 01vikask435No ratings yet
- Cossh Risk Assessment - Austren GarnetDocument3 pagesCossh Risk Assessment - Austren GarnetKishor KoshyNo ratings yet
- 120021-Hse-003 - Waste Management PlanDocument21 pages120021-Hse-003 - Waste Management PlanMoaatazz NouisriNo ratings yet
- Project HSE PlanDocument4 pagesProject HSE Plangreekman72No ratings yet
- Decommissioning 12710Document14 pagesDecommissioning 12710xjaf01No ratings yet
- Proper Handling and Storage of Chemicals: December 2014Document54 pagesProper Handling and Storage of Chemicals: December 2014Qais AlzamelNo ratings yet
- Contractor Hse Audit Checklist PDF FreeDocument7 pagesContractor Hse Audit Checklist PDF FreeHidayat TullahNo ratings yet
- Health & Safety: Confined Space Identification and Risk Assessment FormDocument3 pagesHealth & Safety: Confined Space Identification and Risk Assessment FormshaukatNo ratings yet
- Annex 17 - Induction Nawara ProjDocument18 pagesAnnex 17 - Induction Nawara ProjMajdiSahnounNo ratings yet
- NCR Action PlanDocument5 pagesNCR Action PlandasNo ratings yet
- HSE Practice No 5 - Personal Protective Equipment (PPE)Document21 pagesHSE Practice No 5 - Personal Protective Equipment (PPE)Leda DaleNo ratings yet
- 11-2.3.05 Powered Work Equipment ProcedureDocument15 pages11-2.3.05 Powered Work Equipment ProcedureFrancisco M. RamosNo ratings yet
- Plantsafety EL4 of 5Document10 pagesPlantsafety EL4 of 5api-26142417No ratings yet
- Hazard Identification and Risk AssessmentDocument7 pagesHazard Identification and Risk Assessmentprojit basuNo ratings yet
- Ayc Ic & Itp SealerDocument6 pagesAyc Ic & Itp Sealermoytabura96No ratings yet
- Hot Work ProcedureDocument6 pagesHot Work ProcedureSCOTTNo ratings yet
- MethodeDocument24 pagesMethodemuhamadrafie1975No ratings yet
- Health and SafetyDocument5 pagesHealth and SafetyAnand Sai KingNo ratings yet
- MS Boiler & CalorifierDocument14 pagesMS Boiler & CalorifierSanto ENo ratings yet
- Safety, Health & EnvironmentDocument60 pagesSafety, Health & EnvironmentGopalakrishnanNo ratings yet
- Objectives: CareerDocument14 pagesObjectives: CareerHedi Ben MohamedNo ratings yet
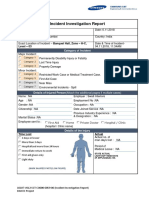
- Incident Investigation Report - Fire Incedent - 04-11-2018 Swati InteriorsDocument4 pagesIncident Investigation Report - Fire Incedent - 04-11-2018 Swati InteriorsMobin Thomas AbrahamNo ratings yet
- SDS - Jotun Thinner No. 02 - Marine - Protective - English (Uk) - SingaporeDocument10 pagesSDS - Jotun Thinner No. 02 - Marine - Protective - English (Uk) - SingaporeAmi Terecef Gamboa MirandaNo ratings yet
- Incident Management Plan: Summary & Reporting RequirementsDocument6 pagesIncident Management Plan: Summary & Reporting RequirementsLinda BooysenNo ratings yet
- Page 1 of 7 1.0 Title: Method Statement For Water Chlorination TestDocument7 pagesPage 1 of 7 1.0 Title: Method Statement For Water Chlorination Testarshad iqbal100% (1)
- Materials Handling Chapter 1 and 2Document9 pagesMaterials Handling Chapter 1 and 2Edel Quinn Madali100% (1)
- Applications of Lockout 1Document23 pagesApplications of Lockout 1sivakumarNo ratings yet
- Saransh Chemical Engineer ResumeDocument3 pagesSaransh Chemical Engineer ResumeprashantsahNo ratings yet
- Fire WatchDocument7 pagesFire WatchMateo RosasNo ratings yet
- Confined Space Entry: Safety Manual: 5.2.1Document19 pagesConfined Space Entry: Safety Manual: 5.2.1mangesh.narkar638No ratings yet
- WWW - Mgli.gujarat - Gov.in: (An Autonomous Institute of The Govt. of Gujarat)Document1 pageWWW - Mgli.gujarat - Gov.in: (An Autonomous Institute of The Govt. of Gujarat)feafvaevsNo ratings yet
- JSA - Winstar Pipeline CrossingDocument6 pagesJSA - Winstar Pipeline CrossingRidha Bennasr100% (1)
- Manual: Procedure Titel: HSE-ManualDocument11 pagesManual: Procedure Titel: HSE-ManualGeetha_jagadish30No ratings yet
- HSE Anual ReportDocument2 pagesHSE Anual Reportsudeesh kumarNo ratings yet
- Evaluate Plant-Wide Safety of Your Interlock SystemDocument14 pagesEvaluate Plant-Wide Safety of Your Interlock SystemnavedscribdNo ratings yet
- PrintedManual RGowland OMV PDFDocument633 pagesPrintedManual RGowland OMV PDFAndrei HorhoianuNo ratings yet
- 2014 Aviation Fuel Storage and Distribution Capability StatementDocument16 pages2014 Aviation Fuel Storage and Distribution Capability StatementKenaia AdeleyeNo ratings yet
- CN4121 Ay13-14Document8 pagesCN4121 Ay13-14Siswand BIn Mohd AliNo ratings yet
- Hazop Close Out ReportDocument6 pagesHazop Close Out ReportKailash PandeyNo ratings yet
- Limitation and Misuse LOPADocument4 pagesLimitation and Misuse LOPARoslinormansyah RidwanNo ratings yet
- Process Hazards Analysis (PHA) - HAZOP, FMEA, FTA, JSA, EtcDocument2 pagesProcess Hazards Analysis (PHA) - HAZOP, FMEA, FTA, JSA, EtcCristian Pardo BaezaNo ratings yet
- A Goal Based HAZOP Assistant PDFDocument9 pagesA Goal Based HAZOP Assistant PDFArun KumarNo ratings yet
- Basics of HAZOPDocument26 pagesBasics of HAZOPNg JoshuaNo ratings yet
- Verification of Subsea Facilities: Offshore Service Specification DNV-OSS-306Document48 pagesVerification of Subsea Facilities: Offshore Service Specification DNV-OSS-306learsipi061No ratings yet
- Hazop Training Intermediate CourseDocument63 pagesHazop Training Intermediate CoursePravin GowardunNo ratings yet
- SA JER CNAAA TPIT 500016 - Rev00Document45 pagesSA JER CNAAA TPIT 500016 - Rev00Amar DhasNo ratings yet
- TUV - FS ENgr-PHRA-DubaiDocument5 pagesTUV - FS ENgr-PHRA-DubaiAna MarksNo ratings yet
- LOPA Tutorial: Figure 1. Layers of Protection Example VisualDocument11 pagesLOPA Tutorial: Figure 1. Layers of Protection Example VisualAbdelsalam ShihaNo ratings yet
- Hazop Study PrintDocument11 pagesHazop Study PrintKetan PatelNo ratings yet
- INDG254 CHEMICAL REACTION HAZARDS and The Risk of THERMAL Runaway PDFDocument9 pagesINDG254 CHEMICAL REACTION HAZARDS and The Risk of THERMAL Runaway PDFJayaprakasan Koyadan KorothNo ratings yet
- Integrating Hazop and Sil/Lopa Analysis: Best Practice RecommendationsDocument10 pagesIntegrating Hazop and Sil/Lopa Analysis: Best Practice Recommendationsavinash_mokashi7073100% (1)
- This Tool Is Not Supported in A Non PNID Drawing FileDocument3 pagesThis Tool Is Not Supported in A Non PNID Drawing FileZHACKOZONo ratings yet
- CCPS - PHA For Combustible Dusts - FinalDocument29 pagesCCPS - PHA For Combustible Dusts - FinalHemendra Jani100% (2)
- Advanced Process HAZOPDocument30 pagesAdvanced Process HAZOPM Saif UllahNo ratings yet
- FYDP Part 2 Course InformationDocument4 pagesFYDP Part 2 Course InformationWeimingTanNo ratings yet
- DuPont Methodology For Risk Assessment and Process Hazard AnalysisDocument65 pagesDuPont Methodology For Risk Assessment and Process Hazard Analysisfahadullah100% (2)
- ACS Offshore Upstream Construction CoP SoW CoADocument32 pagesACS Offshore Upstream Construction CoP SoW CoAsaeed ghafooriNo ratings yet
- CHAPTER 2 - Risk Management and AssessmentDocument77 pagesCHAPTER 2 - Risk Management and Assessmentanis abdNo ratings yet
- Saep 16 PDFDocument19 pagesSaep 16 PDFbrecht1980No ratings yet