Download as docx, pdf, or txt
You might also like
- Project Proposal FOR Car Assembly & Parts Manufacturing PlantDocument40 pagesProject Proposal FOR Car Assembly & Parts Manufacturing PlantTesfaye Degefa100% (1)
- Material Submittal of Robson PaintDocument147 pagesMaterial Submittal of Robson PaintJason RazatlabNo ratings yet
- SOP FOR Bored Cast in Situ Pile WorkDocument13 pagesSOP FOR Bored Cast in Situ Pile Workom prakashNo ratings yet
- Al-Jazeera Epo-Rich Primer12 PDFDocument2 pagesAl-Jazeera Epo-Rich Primer12 PDFAmer Y K100% (1)
- 3.14 Ready Mix Design TemplateDocument7 pages3.14 Ready Mix Design Templateعصام السامرائيNo ratings yet
- MONUSCO Part 2 Schedules Final (To Be Taken Printout As Is Where Is)Document39 pagesMONUSCO Part 2 Schedules Final (To Be Taken Printout As Is Where Is)Uppiliappan GopalanNo ratings yet
- Typical Project Quality Plan & ITP CPCDocument15 pagesTypical Project Quality Plan & ITP CPCnice guy100% (1)
- XT6 XT7 SP V3.0 enDocument56 pagesXT6 XT7 SP V3.0 enJulio Cesar Duque100% (1)
- DBM 507Document7 pagesDBM 507Mark Moni Mary ManoNo ratings yet
- MCQ TestDocument4 pagesMCQ TestPrabhakar Kumar Barnwal0% (1)
- Lab Tests On AggregatesDocument15 pagesLab Tests On AggregatesYohan NyirendaNo ratings yet
- MasterSeal 550Document38 pagesMasterSeal 550Ahmad ElghazolyNo ratings yet
- Concrete 70TMSS03R1Document38 pagesConcrete 70TMSS03R1azeemmet9924No ratings yet
- Mixing and Compaction Temp of Modified BindersDocument9 pagesMixing and Compaction Temp of Modified BindersreashmapsNo ratings yet
- Proofex GPXDocument2 pagesProofex GPXVenkata RaoNo ratings yet
- Concrete Mixed Design MethodDocument11 pagesConcrete Mixed Design Methodabdicasis rashidNo ratings yet
- Mix Design SubmittalDocument140 pagesMix Design SubmittalWaleedMareyNo ratings yet
- Cover Block Method StaDocument1 pageCover Block Method StaRavi kumarNo ratings yet
- Concrete Mix DesignDocument3 pagesConcrete Mix DesignSheik Mohamed LiakathNo ratings yet
- 05-16 QCS 2014Document10 pages05-16 QCS 2014Raja Ahmed HassanNo ratings yet
- Method Statement Concrete Coring (ASTM C 142)Document2 pagesMethod Statement Concrete Coring (ASTM C 142)Twin Bulls100% (1)
- Concrete Durability Requirement Based On ACI-318-19Document14 pagesConcrete Durability Requirement Based On ACI-318-19MIL RABNo ratings yet
- Field Compaction Methods For SoilDocument3 pagesField Compaction Methods For Soilsha_cadNo ratings yet
- Method Statement FOR RCC Slab: Project Name: Logix Blossom County, Sec 137, NoidaDocument4 pagesMethod Statement FOR RCC Slab: Project Name: Logix Blossom County, Sec 137, NoidaCMM INFRAPROJECTS LTDNo ratings yet
- Mix Design M40Document3 pagesMix Design M40D21No ratings yet
- Backfilling PDFDocument4 pagesBackfilling PDFAdjei BaldanNo ratings yet
- Cold Weather Concrete PDFDocument4 pagesCold Weather Concrete PDFyanickdouce1206No ratings yet
- Method Statement For Laying of ACWC 20Document3 pagesMethod Statement For Laying of ACWC 20Fa DylaNo ratings yet
- MoyaProof CWPDocument4 pagesMoyaProof CWPcmtheboss100% (1)
- Concrete Mix DesignDocument7 pagesConcrete Mix DesignNathan AsinasNo ratings yet
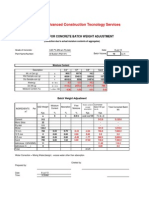
- Concrete Batch AdjustmentDocument2 pagesConcrete Batch AdjustmentLloyd R. PonceNo ratings yet
- Masteremaco S 422Document3 pagesMasteremaco S 422shahidNo ratings yet
- Concrete Placement (Spec)Document18 pagesConcrete Placement (Spec)Vetrivel MuruganNo ratings yet
- Design of Cement Concrete Mix For M30 Grade ConcreteDocument8 pagesDesign of Cement Concrete Mix For M30 Grade ConcreteNarendra BokreNo ratings yet
- Civil Test: NameDocument6 pagesCivil Test: NamePrince JoseNo ratings yet
- Hot Weather ConcretingDocument10 pagesHot Weather ConcretingIm ChinithNo ratings yet
- SOR Road Works1!4!10Document95 pagesSOR Road Works1!4!10gagajainNo ratings yet
- High Slump Concrete Mix Design 2 PDFDocument68 pagesHigh Slump Concrete Mix Design 2 PDFBernie QuepNo ratings yet
- Testing of Concrete Cores For StrengthDocument3 pagesTesting of Concrete Cores For StrengthAshraf0% (1)
- Design Mix Concrete/ RMC Proportioning - M 40: Annex ADocument9 pagesDesign Mix Concrete/ RMC Proportioning - M 40: Annex AWilliam ReedNo ratings yet
- Concrete Mix DesignDocument27 pagesConcrete Mix DesignMahadi HasanNo ratings yet
- Sec 400 MORTH Orange Book Fifth Edition Searchable 2013Document9 pagesSec 400 MORTH Orange Book Fifth Edition Searchable 2013tally3tallyNo ratings yet
- C - 1 Hydrography Manual M-13Document46 pagesC - 1 Hydrography Manual M-13Zannatul NayemaNo ratings yet
- 01-Battery Room Ceramic Floor TilesDocument1 page01-Battery Room Ceramic Floor TilesJoey RomeroNo ratings yet
- IRC Draft Specification For Cold Milling 14 April 2011Document3 pagesIRC Draft Specification For Cold Milling 14 April 2011Sunil BoseNo ratings yet
- M55 With GGBS and MicrosilicaDocument1 pageM55 With GGBS and MicrosilicaLegendary GamingNo ratings yet
- Anti TermiteDocument19 pagesAnti TermiteAjoy McNo ratings yet
- Guide To Spec 2015Document34 pagesGuide To Spec 2015Indrawan Soleh PutraNo ratings yet
- CSR-2014-Sindh NHA PDFDocument262 pagesCSR-2014-Sindh NHA PDFSohail Ahmed Khilji100% (1)
- Standard DeviationDocument8 pagesStandard DeviationArunKumar ChandrasekarNo ratings yet
- A105 - Slurry SealDocument16 pagesA105 - Slurry SealRaAl GaRuNo ratings yet
- BS 812-109 1990 (Moisture Content)Document12 pagesBS 812-109 1990 (Moisture Content)Kartika Setia RiniNo ratings yet
- Road Pav LayerwDocument10 pagesRoad Pav LayerwAurelius GoraNo ratings yet
- Quality Control For PrecastDocument7 pagesQuality Control For PrecastvirajcsNo ratings yet
- Field Inspection of PCCDocument55 pagesField Inspection of PCCGilbert chuksNo ratings yet
- M30 With GGBS Self Compacting ConcreteDocument1 pageM30 With GGBS Self Compacting ConcretePritha Das100% (1)
- POW AS ON 01 April 2021Document177 pagesPOW AS ON 01 April 2021harish choudharyNo ratings yet
- Projectmodified Mix Design For ConcreteDocument32 pagesProjectmodified Mix Design For ConcreteSagarNo ratings yet
- Setseal 22 - TDS PDFDocument2 pagesSetseal 22 - TDS PDFSamet CelıkNo ratings yet
- Comparison Between Marshall MethodDocument57 pagesComparison Between Marshall MethodAbdullah100% (1)
- King Salman Airbase Project Royal Saudi Air Force: Page ofDocument2 pagesKing Salman Airbase Project Royal Saudi Air Force: Page ofAnonymous NR3qZ30No ratings yet
- Rolling Shutter Technical Compliance SheetDocument1 pageRolling Shutter Technical Compliance SheetCarlosSánchezNo ratings yet
- Jms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013Document11 pagesJms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013amir hakimNo ratings yet
- Work Procedure FOR ConcretingDocument6 pagesWork Procedure FOR ConcretingRamanathan GnanasambandamNo ratings yet
- BS 2562 Cable Boxes For Transformers and ReactorsDocument70 pagesBS 2562 Cable Boxes For Transformers and Reactorssomachander100% (1)
- Paper Airplane Building Machine Paper Airplane LauncherDocument49 pagesPaper Airplane Building Machine Paper Airplane LauncherozarNo ratings yet
- Physics 11 Solution ManualDocument168 pagesPhysics 11 Solution Manualtendya50% (2)
- Setting Up Cost Accounting in Fusion: Source SystemsDocument35 pagesSetting Up Cost Accounting in Fusion: Source SystemsShiva KumarNo ratings yet
- Suspension OverhaulDocument37 pagesSuspension OverhaulMiloradMenjicNo ratings yet
- Sae j700 2020 King Pin Servicio RegularDocument3 pagesSae j700 2020 King Pin Servicio RegularCristian GordilloNo ratings yet
- Chapter 7 - NT PWC SDM Current Transformer Rev 2 - 20-12-2012Document11 pagesChapter 7 - NT PWC SDM Current Transformer Rev 2 - 20-12-2012Ahmad AshrafNo ratings yet
- Vanraj Mini-Tractors: Is Small Beautiful?: Mentored By: Prof Joffi Thomas Kaustubh Ghanekar EPGP11-052 - Section ADocument4 pagesVanraj Mini-Tractors: Is Small Beautiful?: Mentored By: Prof Joffi Thomas Kaustubh Ghanekar EPGP11-052 - Section AKaustubh GhanekarNo ratings yet
- HPPSC RecruitmentDocument13 pagesHPPSC RecruitmentNDTVNo ratings yet
- 20414B ENG TrainerHandbookDocument640 pages20414B ENG TrainerHandbookGautam100% (1)
- Architectural Dissertation: Study of An Urban District - Case of Connaught Place, New DelhiDocument60 pagesArchitectural Dissertation: Study of An Urban District - Case of Connaught Place, New DelhiAyoosh KathuriaNo ratings yet
- Module - 2 Lecture Notes - 1: Remote Sensing-Remote Sensing Systems Satellites and OrbitsDocument9 pagesModule - 2 Lecture Notes - 1: Remote Sensing-Remote Sensing Systems Satellites and OrbitsYogesh SharmaNo ratings yet
- Diagram of ISO 17025:2017 Implementation ProcessDocument1 pageDiagram of ISO 17025:2017 Implementation ProcessraquelNo ratings yet
- Topec User Guide en 2020-10Document116 pagesTopec User Guide en 2020-10toth_danielNo ratings yet
- TLP251 Datasheet en 20071001 PDFDocument7 pagesTLP251 Datasheet en 20071001 PDFИван АлексиевNo ratings yet
- FM-C0801-S02!01!05 - Control Plan For Mass ProductionDocument2 pagesFM-C0801-S02!01!05 - Control Plan For Mass ProductionDiego Fernando Vázquez BravoNo ratings yet
- Food Supply Chain TextbookDocument329 pagesFood Supply Chain TextbookInsan Prabowo Tuflihuun100% (3)
- Niger Delta Development Commission Tel - 2348059020663Document3 pagesNiger Delta Development Commission Tel - 2348059020663NIGER DELTA DEVELOPMENT COMMISSION100% (1)
- Config MDG Co 70 01Document37 pagesConfig MDG Co 70 01Rakindra NathNo ratings yet
- TORQUES Actuator For Ball Valve PDFDocument12 pagesTORQUES Actuator For Ball Valve PDFChaerul AnwarNo ratings yet
- WF-T953A Service ManualDocument65 pagesWF-T953A Service ManualDavid LovatoNo ratings yet
- GS36J04A10-01E - 020 (Exaquantum)Document10 pagesGS36J04A10-01E - 020 (Exaquantum)Tran DinhNo ratings yet
- Jeans Cluster of BellaryDocument19 pagesJeans Cluster of BellarySeher KhanNo ratings yet
- Concrete Mixer Am7 Shc2 RH-80106103: Spare Parts ManualDocument74 pagesConcrete Mixer Am7 Shc2 RH-80106103: Spare Parts Manualkomalinternational5No ratings yet
- Swot Analysis MitDocument5 pagesSwot Analysis MitChantal Neryett Cordoba Delisser0% (1)
- Seat-Antisubmarine Performance SeatDocument5 pagesSeat-Antisubmarine Performance SeatKarthik IyerNo ratings yet