Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Oracle Siebel Application TestingDocument27 pagesOracle Siebel Application TestingaustinfruNo ratings yet
- LSMW Ca1 Zassd OrdchangeDocument34 pagesLSMW Ca1 Zassd OrdchangevijayjeoNo ratings yet
- Production Planning and ControlDocument12 pagesProduction Planning and Controlsai mohanNo ratings yet
- Fuji Frontier p1 Start Up Kit 600012445Document3 pagesFuji Frontier p1 Start Up Kit 600012445Bursa Foto StudioNo ratings yet
- User Manual Garmin g1000 King Air 200 - b200 eDocument27 pagesUser Manual Garmin g1000 King Air 200 - b200 eDendito PratamaNo ratings yet
- Service Manual: Dishwasher Integratable Adg 955 WHMDocument17 pagesService Manual: Dishwasher Integratable Adg 955 WHMfcudiaNo ratings yet
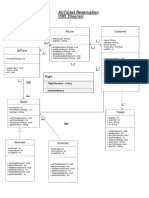
- Airticket Reservation Uml Diagram: FlightDocument1 pageAirticket Reservation Uml Diagram: Flightsalman mughalNo ratings yet
- Introduction To Tosca StructureDocument22 pagesIntroduction To Tosca StructurepuhumightNo ratings yet
- 161115-In-Depth Design and Analysis of PT - With ADAPTDocument2 pages161115-In-Depth Design and Analysis of PT - With ADAPTMohammed AshrafNo ratings yet
- Leadership ModelsDocument52 pagesLeadership ModelsMurali Prasad100% (1)
- TL 9000 Quality Management System Measurements Handbook SONE ExamplesDocument4 pagesTL 9000 Quality Management System Measurements Handbook SONE Examplesمحمود علي الخطيبNo ratings yet
- EIE Instruments PVT LTD: Product Manual TM - 049 - V-Funnel ApparatusDocument11 pagesEIE Instruments PVT LTD: Product Manual TM - 049 - V-Funnel ApparatusRavi ParikhNo ratings yet
- The TOWS Matrix - A Tool For Situational AnalysisDocument19 pagesThe TOWS Matrix - A Tool For Situational Analysismr.avdheshsharma100% (6)
- 09-Transportation SystemDocument56 pages09-Transportation SystemRavindra PujariNo ratings yet
- GRP Mammal LedgesDocument1 pageGRP Mammal LedgesTesteNo ratings yet
- 1907 Iron and SteelDocument679 pages1907 Iron and SteelCarlos BrownNo ratings yet
- RapidformXOR UserGuideDocument854 pagesRapidformXOR UserGuideArmin PalalicNo ratings yet
- Technical ScheduleDocument138 pagesTechnical Scheduleaakashgupta viaanshNo ratings yet
- Code of Practice For The Structural Use of Steel 2011Document388 pagesCode of Practice For The Structural Use of Steel 2011gamer9995126100% (1)
- Investigation and Repair of H (1) - E.R Flange LeakDocument19 pagesInvestigation and Repair of H (1) - E.R Flange LeakriysallNo ratings yet
- CSRM IT System and Services Acquisition Policy v1 0Document240 pagesCSRM IT System and Services Acquisition Policy v1 0sudhansuNo ratings yet
- Menu BarDocument60 pagesMenu BarjossjackNo ratings yet
- Certificate / Diploma: Singhania University (Fee Structure) SESSION: 2013-2014 W.E.F. 4th APRIL 2013Document6 pagesCertificate / Diploma: Singhania University (Fee Structure) SESSION: 2013-2014 W.E.F. 4th APRIL 2013asnigamlkoNo ratings yet
- Applying TechniquesDocument6 pagesApplying TechniquesjulianNo ratings yet
- Value Chain of E-CommerceDocument186 pagesValue Chain of E-CommercePiyush MalaniNo ratings yet
- 15 Training and Support enDocument9 pages15 Training and Support enIsmael GraciaNo ratings yet
- 18-Limit, Fit, ToleranceDocument15 pages18-Limit, Fit, ToleranceMitul75% (4)
- A90055-5 Frequently Asked Questions - 2017 Edition of CSA Z245.11, 12 and 15 Standard Compliance - A6C3A7Document2 pagesA90055-5 Frequently Asked Questions - 2017 Edition of CSA Z245.11, 12 and 15 Standard Compliance - A6C3A7Luis Barrios ArandaNo ratings yet
- Mohammed Zuber Sabir Shaikh: CurriculamvitaeDocument8 pagesMohammed Zuber Sabir Shaikh: Curriculamvitaezuber13No ratings yet
- TS GL 03 S 0034 - EN - 2020 12 - Standard For DrawingsDocument5 pagesTS GL 03 S 0034 - EN - 2020 12 - Standard For DrawingsGonzalo MazaNo ratings yet