Download as docx, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5824)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Non-Ferrous Metal SmeltingDocument47 pagesNon-Ferrous Metal SmeltinggtdomboNo ratings yet
- Copper and Copper Alloys PDFDocument31 pagesCopper and Copper Alloys PDFShaikh Mohd Qaisar100% (2)
- Production Planning and ControlDocument30 pagesProduction Planning and Controlsachinlomte8614No ratings yet
- Presented By, Riya Sunny S2, Mba Roll:36Document10 pagesPresented By, Riya Sunny S2, Mba Roll:36sachinlomte8614No ratings yet
- Smart Manufacturing1Document21 pagesSmart Manufacturing1sachinlomte8614No ratings yet
- Machinability Data SystemsDocument7 pagesMachinability Data Systemssachinlomte8614No ratings yet
- Development of Skills-III S.Y. (Mech) : Sachin LomteDocument48 pagesDevelopment of Skills-III S.Y. (Mech) : Sachin Lomtesachinlomte8614No ratings yet
- Module No. 9: Advanced Metal Casting ProcessesDocument3 pagesModule No. 9: Advanced Metal Casting Processessachinlomte8614No ratings yet
- Lawofthe SeedDocument36 pagesLawofthe Seedsachinlomte8614No ratings yet
- Aluminium 1100Document2 pagesAluminium 1100Anup DalalNo ratings yet
- Hot CrackingDocument3 pagesHot CrackingFsNo ratings yet
- The Sintering Process of Iron Ore FinesDocument5 pagesThe Sintering Process of Iron Ore FinesRanggaa RamandanaNo ratings yet
- Especificaciones de Tuberias - Parametros Mas ComunesDocument4 pagesEspecificaciones de Tuberias - Parametros Mas ComunesHumberto ValdezNo ratings yet
- Alloy904L SpecSheet PDFDocument2 pagesAlloy904L SpecSheet PDFPieter BrodeouxNo ratings yet
- 8150 Goldich&Bond Streng 06 LSDocument1 page8150 Goldich&Bond Streng 06 LSBagus Rachmad IrwansyahNo ratings yet
- Extractive Metallurgy PDFDocument2 pagesExtractive Metallurgy PDFKimberlyNo ratings yet
- 4 Quality in WeldingDocument7 pages4 Quality in WeldingAlaaNo ratings yet
- Dissimilar Metal WeldsDocument15 pagesDissimilar Metal WeldsOsvaldo Ulises Lopez BaltazarNo ratings yet
- Material Inconel 600Document16 pagesMaterial Inconel 600arvindgupta_2005100% (2)
- Dental Casting Alloys: A Seminar by Nikhil.JDocument77 pagesDental Casting Alloys: A Seminar by Nikhil.Jhotbuddy723No ratings yet
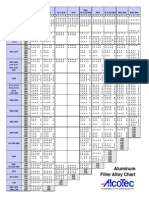
- Aluminum Filler Alloy Selection ChartDocument2 pagesAluminum Filler Alloy Selection Chartbtgottlieb100% (2)
- Rock and Mineral Identification For Engineer PDFDocument57 pagesRock and Mineral Identification For Engineer PDFAwang ❾❾ Putra100% (2)
- GraphitizationDocument9 pagesGraphitizationpouya_ms100% (2)
- Periodic Electron ConfigurationDocument1 pagePeriodic Electron ConfigurationLuis Francisco Pérez De Luna100% (1)
- Course Objective... You Will Learn About:: Chapter 1-ADocument19 pagesCourse Objective... You Will Learn About:: Chapter 1-AJames WilliamNo ratings yet
- Mineral Resources in AlbaniaDocument13 pagesMineral Resources in AlbaniaAlexander Robert JennerNo ratings yet
- An Overview of Vis-Nir-Swir Field Spectroscopy As Applied To Precious Metals ExplorationDocument71 pagesAn Overview of Vis-Nir-Swir Field Spectroscopy As Applied To Precious Metals ExplorationRavi KiranNo ratings yet
- WHO - EU Drinking Water Standards Comparative Table PDFDocument3 pagesWHO - EU Drinking Water Standards Comparative Table PDFGopalaKrishnan SivaramanNo ratings yet
- Engineering MaterialsDocument29 pagesEngineering MaterialsSyed Waqar AhmedNo ratings yet
- Cd4mcu Corrosion BehaviorDocument9 pagesCd4mcu Corrosion BehaviorAnanda KumarNo ratings yet
- Corus Freecutting SteelsDocument3 pagesCorus Freecutting SteelsFarzad ValamaghamNo ratings yet
- Worldwide Guide To Equivalent Irons and SteelsDocument10 pagesWorldwide Guide To Equivalent Irons and Steelssivamett100% (2)
- CatalogDocument18 pagesCataloglangtu2011No ratings yet
- Exothermic Welconnection Rod To RebarDocument7 pagesExothermic Welconnection Rod To RebarBenny HillNo ratings yet
- IV.G.4 High Temperature Heat Exchanger Project IV.G.4 High Temperature Heat Exchanger ProjectDocument7 pagesIV.G.4 High Temperature Heat Exchanger Project IV.G.4 High Temperature Heat Exchanger Projectfaisal_ahsan7919No ratings yet
- Cored Wires - ESAB - OK TubrodDocument87 pagesCored Wires - ESAB - OK TubrodElias KapaNo ratings yet
- Udimet Alloy 720Document2 pagesUdimet Alloy 720AnishNairNo ratings yet