Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Biomedical Engg Project SolveDocument10 pagesBiomedical Engg Project Solveasif0% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- A Guide To Skin Material With ZBrush and Single Pass BPR PabloMunozGDocument29 pagesA Guide To Skin Material With ZBrush and Single Pass BPR PabloMunozGJackes David Lemos Lemos100% (3)
- Datasheet SaphirAF 2016 EN v1Document2 pagesDatasheet SaphirAF 2016 EN v1André CardosoNo ratings yet
- Datasheet SaphirAS 2016 EN v1Document2 pagesDatasheet SaphirAS 2016 EN v1André CardosoNo ratings yet
- Datasheet Saphir Flex 2016 EN v1Document2 pagesDatasheet Saphir Flex 2016 EN v1André CardosoNo ratings yet
- Datasheet Saphir HCE 2021 EN v1Document2 pagesDatasheet Saphir HCE 2021 EN v1André CardosoNo ratings yet
- Error Codes Bizhub250Document4 pagesError Codes Bizhub250Андрей ХарченкоNo ratings yet
- Chemy Kapee Lab Resdfsdfport 2Document5 pagesChemy Kapee Lab Resdfsdfport 2rizzrappNo ratings yet
- Physics of The Atom 3Document83 pagesPhysics of The Atom 3Peter-John HydeNo ratings yet
- Liquefaction of SoilDocument18 pagesLiquefaction of SoilPrabha KaranNo ratings yet
- International Food Research Journal 25Document11 pagesInternational Food Research Journal 25Alexandru GribinceaNo ratings yet
- Papel Mo Uling KoDocument19 pagesPapel Mo Uling KoPrecious B. BesoniaNo ratings yet
- DiffeqDocument126 pagesDiffeqRaghavendra GondabalNo ratings yet
- Sterilization Examples and ProblemsDocument4 pagesSterilization Examples and ProblemsRooth AdajetNo ratings yet
- MIP S4 Section BDocument3 pagesMIP S4 Section Bkabli ilyassNo ratings yet
- Product Description TFT-LCD Panel: Date DateDocument29 pagesProduct Description TFT-LCD Panel: Date DateVenkatesh SubramanyaNo ratings yet
- Q2 Mathematics 7 AS - Week 1Document13 pagesQ2 Mathematics 7 AS - Week 1Emerald Jane FielNo ratings yet
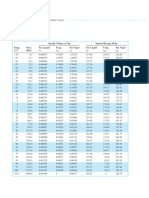
- Thermodynamic Properties of R-134a Saturated R-134aDocument6 pagesThermodynamic Properties of R-134a Saturated R-134aGvbo rA9No ratings yet
- SWBAT Determine The X-Intercept and The Y-Intercept of A Straight LineDocument5 pagesSWBAT Determine The X-Intercept and The Y-Intercept of A Straight LineNazhif Wan YusoffNo ratings yet
- Topic 10.3 2009 Structural Elucidation Prelim Soln PDFDocument21 pagesTopic 10.3 2009 Structural Elucidation Prelim Soln PDFJustt MeeNo ratings yet
- Geometric MeanDocument14 pagesGeometric Meanjyotsna340100% (1)
- What Is Biomechanics?: Basic Biomechanics, 6 Edition by Susan J. Hall, PH.DDocument19 pagesWhat Is Biomechanics?: Basic Biomechanics, 6 Edition by Susan J. Hall, PH.DMandar patil100% (1)
- Shel-Life and Mechanisms of Destabilitation in Dilute Beverage EmulsionsDocument6 pagesShel-Life and Mechanisms of Destabilitation in Dilute Beverage EmulsionsRayito HernándezNo ratings yet
- Bridgman's Thermodynamic Equations: From Wikipedia, The Free EncyclopediaDocument4 pagesBridgman's Thermodynamic Equations: From Wikipedia, The Free EncyclopedialotannaNo ratings yet
- Ding D 2019 PHD ThesisDocument235 pagesDing D 2019 PHD ThesisGag PafNo ratings yet
- Lecture 3Document7 pagesLecture 3Shailendra SinghNo ratings yet
- Sanyo MDF - U443 FreezerDocument43 pagesSanyo MDF - U443 FreezerDiggy2100% (1)
- 5b. Mixed Exam-Style Questions On Coordinate Geometry - AnswersDocument2 pages5b. Mixed Exam-Style Questions On Coordinate Geometry - AnswerscindyNo ratings yet
- Demagnetization and Fault Simulations of Permanent Magnet GeneratorsDocument60 pagesDemagnetization and Fault Simulations of Permanent Magnet GeneratorsrekhajayarajanNo ratings yet
- P6 Home AssignmentDocument5 pagesP6 Home AssignmentMemoona GullNo ratings yet
- Deep FoundationsDocument23 pagesDeep FoundationsMushaid Ali SyedNo ratings yet
- Mechanical Engineering: Introduction To Info. Resources and Reference IIDocument24 pagesMechanical Engineering: Introduction To Info. Resources and Reference IIralph anthony macahiligNo ratings yet
- Problem Set 2: More On The Heat Problem: 18.303 Linear Partial Differential Equations Matthew J. HancockDocument4 pagesProblem Set 2: More On The Heat Problem: 18.303 Linear Partial Differential Equations Matthew J. HancockNamit VigNo ratings yet
- CH 7 Chemical Equilibirum-1Document68 pagesCH 7 Chemical Equilibirum-1Amiteshwar Singh100% (1)