
Ammonia Plant Capacity Increase Paper
Ammonia Plant Capacity Increase Paper
You might also like
- Applied Optimization With MatlabDocument208 pagesApplied Optimization With MatlabIvan StojanovNo ratings yet
- A Case Study Turner Construction CompanyDocument19 pagesA Case Study Turner Construction CompanyMRizalAkbar50% (2)
- Ammonia-Haldor Topsoe PDFDocument6 pagesAmmonia-Haldor Topsoe PDFShubham BansalNo ratings yet
- Airless Tyres / Non Pneumatic TyresDocument20 pagesAirless Tyres / Non Pneumatic TyresAbhijith.T.A100% (1)
- Name: Imran Tahir Reg: 17pwche1209 Sec: B: Presentation Title: Blue Ammonia Plants WorldwideDocument6 pagesName: Imran Tahir Reg: 17pwche1209 Sec: B: Presentation Title: Blue Ammonia Plants WorldwideImran TahirNo ratings yet
- ATR Haldor TopsoeDocument12 pagesATR Haldor Topsoepraveenk_13100% (1)
- Process Simulation of Ammonia PlantDocument9 pagesProcess Simulation of Ammonia Planthamidrezaee008No ratings yet
- CDU Basic Engineering Design BasisDocument12 pagesCDU Basic Engineering Design BasisSampat100% (2)
- Revisiting Some Rules of ThumbDocument6 pagesRevisiting Some Rules of Thumbhamidrezaee008100% (1)
- Process Simulation of Ammonia PlantDocument9 pagesProcess Simulation of Ammonia Planthamidrezaee008No ratings yet
- Explicit Dynamics With LS-DYNADocument159 pagesExplicit Dynamics With LS-DYNACarlos Américo100% (6)
- Proven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFDocument12 pagesProven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFAngeloNo ratings yet
- Capacity Increase of Ammonia PlantDocument10 pagesCapacity Increase of Ammonia PlantJak AshishNo ratings yet
- Reformer Technology For HydrogenDocument6 pagesReformer Technology For Hydrogensaleh4060No ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesFrom EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesRating: 1 out of 5 stars1/5 (2)
- Ammonia Plant Material BalanceDocument66 pagesAmmonia Plant Material Balancesagar dasgupta100% (1)
- 4000 MTPD Ammonia Plant PaperDocument8 pages4000 MTPD Ammonia Plant PaperJose DenizNo ratings yet
- Ammonia ProductionDocument28 pagesAmmonia ProductionMuhammad Ali HashmiNo ratings yet
- Ammonia PDFDocument49 pagesAmmonia PDFmfruge7No ratings yet
- Electric Heaters For Safe Startup ofDocument9 pagesElectric Heaters For Safe Startup ofSteve WanNo ratings yet
- Conversion of SulfinolSM To BASF's aMDEADocument12 pagesConversion of SulfinolSM To BASF's aMDEAAna Carolina AbrantesNo ratings yet
- Ammonia and UreaDocument33 pagesAmmonia and UreaPRAJWAL RASTOGINo ratings yet
- Ammonia Energy - EfficiencyDocument4 pagesAmmonia Energy - Efficiencyanupam01013787No ratings yet
- Revamp of Liaohes Ammonia Plant With KRES Technology To Reduce Natural Gas UsageDocument10 pagesRevamp of Liaohes Ammonia Plant With KRES Technology To Reduce Natural Gas UsageHussain FakhruddinNo ratings yet
- Introduction To AmmoniaDocument15 pagesIntroduction To AmmoniaHameed Akhtar100% (1)
- Workshop On Energy Efficiency and CO2 ReductionDocument124 pagesWorkshop On Energy Efficiency and CO2 ReductionvirginiaucvNo ratings yet
- CO2 Recovery MHIDocument44 pagesCO2 Recovery MHIAl HattanNo ratings yet
- Italy Hydrogen Production SteamDocument10 pagesItaly Hydrogen Production Steamsorincarmen88No ratings yet
- Hydrogen Production by Steam Reforming of HC by TopsoeDocument2 pagesHydrogen Production by Steam Reforming of HC by TopsoeMainak Sarkar100% (1)
- Successful Installation and Startup of An S-300 Ammonia Converter BasketDocument12 pagesSuccessful Installation and Startup of An S-300 Ammonia Converter Basketgharibi.ali98486No ratings yet
- Ammonia Process For FutureDocument5 pagesAmmonia Process For FutureSARFRAZ ALINo ratings yet
- Low Energy Consumption Ammonia Production 2011 Paper PDFDocument14 pagesLow Energy Consumption Ammonia Production 2011 Paper PDFKailash NarainNo ratings yet
- Energy Efficiency of Hydrogen As A Fuel (2016)Document17 pagesEnergy Efficiency of Hydrogen As A Fuel (2016)Marie StorvikNo ratings yet
- Uop Benfield DatasheetDocument2 pagesUop Benfield DatasheetSusan Monteza GrandezNo ratings yet
- Ammonia Plant Fundamentals PDFDocument27 pagesAmmonia Plant Fundamentals PDFMubarik Ali100% (1)
- 100 Years of Ammonia Synthesis Technology: Ib DybkjærDocument10 pages100 Years of Ammonia Synthesis Technology: Ib DybkjærGrootNo ratings yet
- Impact of Feed Properties and Operating Parameters On Delayed Coker Petcoke Quality Clarke Foster Wheeler DCU Fort McMurray 2012Document26 pagesImpact of Feed Properties and Operating Parameters On Delayed Coker Petcoke Quality Clarke Foster Wheeler DCU Fort McMurray 2012Matheus RodriguesNo ratings yet
- Ammonia AspenDocument24 pagesAmmonia AspenMohammadAlAmeenNo ratings yet
- Ammonia Plant 2520Location&LayoutDocument4 pagesAmmonia Plant 2520Location&Layoutapi-3714811100% (1)
- Ammonia Cracking With Heat Transfer Improvement TechnologyDocument199 pagesAmmonia Cracking With Heat Transfer Improvement Technologyumesh2329No ratings yet
- By Product in Ammonia Plant PDFDocument12 pagesBy Product in Ammonia Plant PDFMd. Imran HossainNo ratings yet
- Casale Advanced Ammonia TechnologiesDocument35 pagesCasale Advanced Ammonia TechnologiesMaribel ParragaNo ratings yet
- Ammonia Synthesis ReactorsDocument4 pagesAmmonia Synthesis ReactorsShivangi PancholiNo ratings yet
- KSFL ReportDocument56 pagesKSFL ReportAbhishek KumarNo ratings yet
- Feasibilty For The ProjectDocument18 pagesFeasibilty For The ProjectRana UzairNo ratings yet
- Simulation of Ammonia Production From Synthesis GaDocument12 pagesSimulation of Ammonia Production From Synthesis Gasagar dasguptaNo ratings yet
- Ammonia Technology TodayDocument22 pagesAmmonia Technology Todayrvnesari100% (3)
- Description of Ammonia Manufacturing ProcessesDocument4 pagesDescription of Ammonia Manufacturing ProcessesSameer PandeyNo ratings yet
- Hydrogen 14 Session 19 - MNMDocument95 pagesHydrogen 14 Session 19 - MNMChakravarthy BharathNo ratings yet
- Water Hammer in Condensate LinesDocument5 pagesWater Hammer in Condensate LinesAatish Chandrawar100% (1)
- Ammonia Plant DescriptionDocument41 pagesAmmonia Plant Descriptionhussainbeds75% (4)
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDocument13 pagesTopsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantSyariful Maliki NejstaršíNo ratings yet
- NH3 Syn FlowsheetDocument56 pagesNH3 Syn Flowsheetpepepopooo100% (1)
- AmoniaDocument35 pagesAmonianoelia cossio0% (1)
- 3.1 - Process and Technologies For Grass-Root Ammonia Plants - EnGDocument21 pages3.1 - Process and Technologies For Grass-Root Ammonia Plants - EnGHendriyana St0% (1)
- 06 Ammonia Synthesis Catalyst in Action - March 2015Document49 pages06 Ammonia Synthesis Catalyst in Action - March 2015Kvspavan KumarNo ratings yet
- Ammonia Traniee Manual (General Theory)Document22 pagesAmmonia Traniee Manual (General Theory)Kvspavan Kumar100% (1)
- Clean Fuel TechnologyDocument52 pagesClean Fuel TechnologyGarry DavidNo ratings yet
- Autothermal Reforming Syngas 2010 PaperDocument20 pagesAutothermal Reforming Syngas 2010 PaperAkmal_Fuadi100% (1)
- Technical Evalution of SruDocument22 pagesTechnical Evalution of SrumvdeoleNo ratings yet
- RTI's Carbon Capture ExperienceDocument33 pagesRTI's Carbon Capture Experiencerecsco2No ratings yet
- PROJECT STANDARDS and SPECIFICATIONS Hydrogen and Crude Distillation System Rev01Document14 pagesPROJECT STANDARDS and SPECIFICATIONS Hydrogen and Crude Distillation System Rev01krishnaNo ratings yet
- GNFC ITB Ammonia-Urea Part-1 of 6Document250 pagesGNFC ITB Ammonia-Urea Part-1 of 6keyur1109100% (1)
- ISPT Public Report Gigawatt Green Hydrogen PlantDocument24 pagesISPT Public Report Gigawatt Green Hydrogen Plantamsukd100% (1)
- Plantwide Control-A Review and A New Design Procedure: Challenge ProcessDocument32 pagesPlantwide Control-A Review and A New Design Procedure: Challenge Processhamidrezaee008No ratings yet
- An Overview On Controllability Analysis of Chemical ProcessesDocument17 pagesAn Overview On Controllability Analysis of Chemical Processeshamidrezaee008No ratings yet
- App3Document2 pagesApp3hamidrezaee008No ratings yet
- VC-7 Vent Condenser: The ConceptDocument2 pagesVC-7 Vent Condenser: The Concepthamidrezaee008No ratings yet
- Boilermate Boiler BookDocument6 pagesBoilermate Boiler Bookhamidrezaee008No ratings yet
- Practical Application of Coefficient of VariationDocument8 pagesPractical Application of Coefficient of Variationhamidrezaee008No ratings yet
- 1801 07114 PDFDocument39 pages1801 07114 PDFhamidrezaee008No ratings yet
- Command Area Development by Using FAO Cropwat 8.0 Model and Impact of Climate Change On Crop Water Requirement-A Case Study On Araniar Reservoir Basin (Pichatur Dam)Document14 pagesCommand Area Development by Using FAO Cropwat 8.0 Model and Impact of Climate Change On Crop Water Requirement-A Case Study On Araniar Reservoir Basin (Pichatur Dam)Jonathan QuirozNo ratings yet
- Emerging Trends in Sales ManagementDocument14 pagesEmerging Trends in Sales ManagementAbdul Quadir100% (7)
- Collection Receipt Cum Adjustment Voucher: The New India Assurance Co. Ltd. (Government of India Undertaking)Document2 pagesCollection Receipt Cum Adjustment Voucher: The New India Assurance Co. Ltd. (Government of India Undertaking)fio communicationNo ratings yet
- Session #9 SAS - Nutrition (Lecture)Document9 pagesSession #9 SAS - Nutrition (Lecture)Mariel Gwen RetorcaNo ratings yet
- Cost Volume Profit AnalysisDocument12 pagesCost Volume Profit Analysisganeshiyer1467% (3)
- Immunology Spe Dual Marker: 10553470 Mrs - Ananya MishraDocument3 pagesImmunology Spe Dual Marker: 10553470 Mrs - Ananya MishraÑîrañjañ JhåNo ratings yet
- FS 1 Activity 3Document6 pagesFS 1 Activity 3Nilda EStradaNo ratings yet
- Nahar MotivationDocument117 pagesNahar MotivationLovely SainiNo ratings yet
- News Writing ExercisesDocument2 pagesNews Writing ExercisesZanthea Dela Pena YanuarioNo ratings yet
- Basics of Capital BudgetingDocument26 pagesBasics of Capital BudgetingChaitanya JagarlapudiNo ratings yet
- Principles and Practice in Second Language AcquisitionDocument9 pagesPrinciples and Practice in Second Language AcquisitionÁlvaro Pérez OsánNo ratings yet
- Digital Scent TechnologyDocument25 pagesDigital Scent TechnologyAnang Sunny0% (1)
- Thesis SampleDocument90 pagesThesis Samplerylemaglalang28No ratings yet
- Centre Province Relations Pakistan 1973Document27 pagesCentre Province Relations Pakistan 1973Ehtasham KhanNo ratings yet
- Infant BathingDocument2 pagesInfant BathingAira SantosNo ratings yet
- Explain FOUR Measures Which Governments Can Use To Encourage Entrepreneurial Activities in The Caribbean Region.Document2 pagesExplain FOUR Measures Which Governments Can Use To Encourage Entrepreneurial Activities in The Caribbean Region.Bridget SequeaNo ratings yet
- Applications of Rational ExpressionsDocument3 pagesApplications of Rational ExpressionslzttimNo ratings yet
- Music Link Investigation 1 & 2 Chhairatanak Huy PDFDocument27 pagesMusic Link Investigation 1 & 2 Chhairatanak Huy PDFChay HuyNo ratings yet
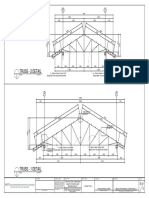
- Truss - 2 Detail: Scale 1: 50 MTRSDocument1 pageTruss - 2 Detail: Scale 1: 50 MTRSGerald MasangayNo ratings yet
- Technical Data Sheet Street Light - 120W: Description: Product Code VH04120010401Document1 pageTechnical Data Sheet Street Light - 120W: Description: Product Code VH04120010401Martin Takudzwa Chakadona100% (1)
- High Yield Topics MCATDocument5 pagesHigh Yield Topics MCATkarijaniNo ratings yet
- (Number) (Case Title) Docket No. - Date - Topic - Ponente - Digest Maker Petitioner: Respondents: Case Doctrine: FactsDocument72 pages(Number) (Case Title) Docket No. - Date - Topic - Ponente - Digest Maker Petitioner: Respondents: Case Doctrine: FactsJohn Rey FerarenNo ratings yet
- Enhancing Efficiency and Reliability: Automation of Oil Desalination and Dehydration ProcessDocument14 pagesEnhancing Efficiency and Reliability: Automation of Oil Desalination and Dehydration ProcessYunusov ZiyodulloNo ratings yet
- Nvod Na Pouitvirtuoso II LINET EN Id192pdfDocument35 pagesNvod Na Pouitvirtuoso II LINET EN Id192pdfrobertoNo ratings yet
- CS 20Document208 pagesCS 20Ilarion CiobanuNo ratings yet
- Experimental Investigation On Solar Absorption Refrigeration System in Malaysia PDFDocument5 pagesExperimental Investigation On Solar Absorption Refrigeration System in Malaysia PDFRana Abdul RehmanNo ratings yet
- Session 6 Dar5Document36 pagesSession 6 Dar5Jas CariñoNo ratings yet
































































































Download as pdf or txt
You might also like
- Applied Optimization With MatlabDocument208 pagesApplied Optimization With MatlabIvan StojanovNo ratings yet
- A Case Study Turner Construction CompanyDocument19 pagesA Case Study Turner Construction CompanyMRizalAkbar50% (2)
- Ammonia-Haldor Topsoe PDFDocument6 pagesAmmonia-Haldor Topsoe PDFShubham BansalNo ratings yet
- Airless Tyres / Non Pneumatic TyresDocument20 pagesAirless Tyres / Non Pneumatic TyresAbhijith.T.A100% (1)
- Name: Imran Tahir Reg: 17pwche1209 Sec: B: Presentation Title: Blue Ammonia Plants WorldwideDocument6 pagesName: Imran Tahir Reg: 17pwche1209 Sec: B: Presentation Title: Blue Ammonia Plants WorldwideImran TahirNo ratings yet
- ATR Haldor TopsoeDocument12 pagesATR Haldor Topsoepraveenk_13100% (1)
- Process Simulation of Ammonia PlantDocument9 pagesProcess Simulation of Ammonia Planthamidrezaee008No ratings yet
- CDU Basic Engineering Design BasisDocument12 pagesCDU Basic Engineering Design BasisSampat100% (2)
- Revisiting Some Rules of ThumbDocument6 pagesRevisiting Some Rules of Thumbhamidrezaee008100% (1)
- Process Simulation of Ammonia PlantDocument9 pagesProcess Simulation of Ammonia Planthamidrezaee008No ratings yet
- Explicit Dynamics With LS-DYNADocument159 pagesExplicit Dynamics With LS-DYNACarlos Américo100% (6)
- Proven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFDocument12 pagesProven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFAngeloNo ratings yet
- Capacity Increase of Ammonia PlantDocument10 pagesCapacity Increase of Ammonia PlantJak AshishNo ratings yet
- Reformer Technology For HydrogenDocument6 pagesReformer Technology For Hydrogensaleh4060No ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesFrom EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesRating: 1 out of 5 stars1/5 (2)
- Ammonia Plant Material BalanceDocument66 pagesAmmonia Plant Material Balancesagar dasgupta100% (1)
- 4000 MTPD Ammonia Plant PaperDocument8 pages4000 MTPD Ammonia Plant PaperJose DenizNo ratings yet
- Ammonia ProductionDocument28 pagesAmmonia ProductionMuhammad Ali HashmiNo ratings yet
- Ammonia PDFDocument49 pagesAmmonia PDFmfruge7No ratings yet
- Electric Heaters For Safe Startup ofDocument9 pagesElectric Heaters For Safe Startup ofSteve WanNo ratings yet
- Conversion of SulfinolSM To BASF's aMDEADocument12 pagesConversion of SulfinolSM To BASF's aMDEAAna Carolina AbrantesNo ratings yet
- Ammonia and UreaDocument33 pagesAmmonia and UreaPRAJWAL RASTOGINo ratings yet
- Ammonia Energy - EfficiencyDocument4 pagesAmmonia Energy - Efficiencyanupam01013787No ratings yet
- Revamp of Liaohes Ammonia Plant With KRES Technology To Reduce Natural Gas UsageDocument10 pagesRevamp of Liaohes Ammonia Plant With KRES Technology To Reduce Natural Gas UsageHussain FakhruddinNo ratings yet
- Introduction To AmmoniaDocument15 pagesIntroduction To AmmoniaHameed Akhtar100% (1)
- Workshop On Energy Efficiency and CO2 ReductionDocument124 pagesWorkshop On Energy Efficiency and CO2 ReductionvirginiaucvNo ratings yet
- CO2 Recovery MHIDocument44 pagesCO2 Recovery MHIAl HattanNo ratings yet
- Italy Hydrogen Production SteamDocument10 pagesItaly Hydrogen Production Steamsorincarmen88No ratings yet
- Hydrogen Production by Steam Reforming of HC by TopsoeDocument2 pagesHydrogen Production by Steam Reforming of HC by TopsoeMainak Sarkar100% (1)
- Successful Installation and Startup of An S-300 Ammonia Converter BasketDocument12 pagesSuccessful Installation and Startup of An S-300 Ammonia Converter Basketgharibi.ali98486No ratings yet
- Ammonia Process For FutureDocument5 pagesAmmonia Process For FutureSARFRAZ ALINo ratings yet
- Low Energy Consumption Ammonia Production 2011 Paper PDFDocument14 pagesLow Energy Consumption Ammonia Production 2011 Paper PDFKailash NarainNo ratings yet
- Energy Efficiency of Hydrogen As A Fuel (2016)Document17 pagesEnergy Efficiency of Hydrogen As A Fuel (2016)Marie StorvikNo ratings yet
- Uop Benfield DatasheetDocument2 pagesUop Benfield DatasheetSusan Monteza GrandezNo ratings yet
- Ammonia Plant Fundamentals PDFDocument27 pagesAmmonia Plant Fundamentals PDFMubarik Ali100% (1)
- 100 Years of Ammonia Synthesis Technology: Ib DybkjærDocument10 pages100 Years of Ammonia Synthesis Technology: Ib DybkjærGrootNo ratings yet
- Impact of Feed Properties and Operating Parameters On Delayed Coker Petcoke Quality Clarke Foster Wheeler DCU Fort McMurray 2012Document26 pagesImpact of Feed Properties and Operating Parameters On Delayed Coker Petcoke Quality Clarke Foster Wheeler DCU Fort McMurray 2012Matheus RodriguesNo ratings yet
- Ammonia AspenDocument24 pagesAmmonia AspenMohammadAlAmeenNo ratings yet
- Ammonia Plant 2520Location&LayoutDocument4 pagesAmmonia Plant 2520Location&Layoutapi-3714811100% (1)
- Ammonia Cracking With Heat Transfer Improvement TechnologyDocument199 pagesAmmonia Cracking With Heat Transfer Improvement Technologyumesh2329No ratings yet
- By Product in Ammonia Plant PDFDocument12 pagesBy Product in Ammonia Plant PDFMd. Imran HossainNo ratings yet
- Casale Advanced Ammonia TechnologiesDocument35 pagesCasale Advanced Ammonia TechnologiesMaribel ParragaNo ratings yet
- Ammonia Synthesis ReactorsDocument4 pagesAmmonia Synthesis ReactorsShivangi PancholiNo ratings yet
- KSFL ReportDocument56 pagesKSFL ReportAbhishek KumarNo ratings yet
- Feasibilty For The ProjectDocument18 pagesFeasibilty For The ProjectRana UzairNo ratings yet
- Simulation of Ammonia Production From Synthesis GaDocument12 pagesSimulation of Ammonia Production From Synthesis Gasagar dasguptaNo ratings yet
- Ammonia Technology TodayDocument22 pagesAmmonia Technology Todayrvnesari100% (3)
- Description of Ammonia Manufacturing ProcessesDocument4 pagesDescription of Ammonia Manufacturing ProcessesSameer PandeyNo ratings yet
- Hydrogen 14 Session 19 - MNMDocument95 pagesHydrogen 14 Session 19 - MNMChakravarthy BharathNo ratings yet
- Water Hammer in Condensate LinesDocument5 pagesWater Hammer in Condensate LinesAatish Chandrawar100% (1)
- Ammonia Plant DescriptionDocument41 pagesAmmonia Plant Descriptionhussainbeds75% (4)
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDocument13 pagesTopsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantSyariful Maliki NejstaršíNo ratings yet
- NH3 Syn FlowsheetDocument56 pagesNH3 Syn Flowsheetpepepopooo100% (1)
- AmoniaDocument35 pagesAmonianoelia cossio0% (1)
- 3.1 - Process and Technologies For Grass-Root Ammonia Plants - EnGDocument21 pages3.1 - Process and Technologies For Grass-Root Ammonia Plants - EnGHendriyana St0% (1)
- 06 Ammonia Synthesis Catalyst in Action - March 2015Document49 pages06 Ammonia Synthesis Catalyst in Action - March 2015Kvspavan KumarNo ratings yet
- Ammonia Traniee Manual (General Theory)Document22 pagesAmmonia Traniee Manual (General Theory)Kvspavan Kumar100% (1)
- Clean Fuel TechnologyDocument52 pagesClean Fuel TechnologyGarry DavidNo ratings yet
- Autothermal Reforming Syngas 2010 PaperDocument20 pagesAutothermal Reforming Syngas 2010 PaperAkmal_Fuadi100% (1)
- Technical Evalution of SruDocument22 pagesTechnical Evalution of SrumvdeoleNo ratings yet
- RTI's Carbon Capture ExperienceDocument33 pagesRTI's Carbon Capture Experiencerecsco2No ratings yet
- PROJECT STANDARDS and SPECIFICATIONS Hydrogen and Crude Distillation System Rev01Document14 pagesPROJECT STANDARDS and SPECIFICATIONS Hydrogen and Crude Distillation System Rev01krishnaNo ratings yet
- GNFC ITB Ammonia-Urea Part-1 of 6Document250 pagesGNFC ITB Ammonia-Urea Part-1 of 6keyur1109100% (1)
- ISPT Public Report Gigawatt Green Hydrogen PlantDocument24 pagesISPT Public Report Gigawatt Green Hydrogen Plantamsukd100% (1)
- Plantwide Control-A Review and A New Design Procedure: Challenge ProcessDocument32 pagesPlantwide Control-A Review and A New Design Procedure: Challenge Processhamidrezaee008No ratings yet
- An Overview On Controllability Analysis of Chemical ProcessesDocument17 pagesAn Overview On Controllability Analysis of Chemical Processeshamidrezaee008No ratings yet
- App3Document2 pagesApp3hamidrezaee008No ratings yet
- VC-7 Vent Condenser: The ConceptDocument2 pagesVC-7 Vent Condenser: The Concepthamidrezaee008No ratings yet
- Boilermate Boiler BookDocument6 pagesBoilermate Boiler Bookhamidrezaee008No ratings yet
- Practical Application of Coefficient of VariationDocument8 pagesPractical Application of Coefficient of Variationhamidrezaee008No ratings yet
- 1801 07114 PDFDocument39 pages1801 07114 PDFhamidrezaee008No ratings yet
- Command Area Development by Using FAO Cropwat 8.0 Model and Impact of Climate Change On Crop Water Requirement-A Case Study On Araniar Reservoir Basin (Pichatur Dam)Document14 pagesCommand Area Development by Using FAO Cropwat 8.0 Model and Impact of Climate Change On Crop Water Requirement-A Case Study On Araniar Reservoir Basin (Pichatur Dam)Jonathan QuirozNo ratings yet
- Emerging Trends in Sales ManagementDocument14 pagesEmerging Trends in Sales ManagementAbdul Quadir100% (7)
- Collection Receipt Cum Adjustment Voucher: The New India Assurance Co. Ltd. (Government of India Undertaking)Document2 pagesCollection Receipt Cum Adjustment Voucher: The New India Assurance Co. Ltd. (Government of India Undertaking)fio communicationNo ratings yet
- Session #9 SAS - Nutrition (Lecture)Document9 pagesSession #9 SAS - Nutrition (Lecture)Mariel Gwen RetorcaNo ratings yet
- Cost Volume Profit AnalysisDocument12 pagesCost Volume Profit Analysisganeshiyer1467% (3)
- Immunology Spe Dual Marker: 10553470 Mrs - Ananya MishraDocument3 pagesImmunology Spe Dual Marker: 10553470 Mrs - Ananya MishraÑîrañjañ JhåNo ratings yet
- FS 1 Activity 3Document6 pagesFS 1 Activity 3Nilda EStradaNo ratings yet
- Nahar MotivationDocument117 pagesNahar MotivationLovely SainiNo ratings yet
- News Writing ExercisesDocument2 pagesNews Writing ExercisesZanthea Dela Pena YanuarioNo ratings yet
- Basics of Capital BudgetingDocument26 pagesBasics of Capital BudgetingChaitanya JagarlapudiNo ratings yet
- Principles and Practice in Second Language AcquisitionDocument9 pagesPrinciples and Practice in Second Language AcquisitionÁlvaro Pérez OsánNo ratings yet
- Digital Scent TechnologyDocument25 pagesDigital Scent TechnologyAnang Sunny0% (1)
- Thesis SampleDocument90 pagesThesis Samplerylemaglalang28No ratings yet
- Centre Province Relations Pakistan 1973Document27 pagesCentre Province Relations Pakistan 1973Ehtasham KhanNo ratings yet
- Infant BathingDocument2 pagesInfant BathingAira SantosNo ratings yet
- Explain FOUR Measures Which Governments Can Use To Encourage Entrepreneurial Activities in The Caribbean Region.Document2 pagesExplain FOUR Measures Which Governments Can Use To Encourage Entrepreneurial Activities in The Caribbean Region.Bridget SequeaNo ratings yet
- Applications of Rational ExpressionsDocument3 pagesApplications of Rational ExpressionslzttimNo ratings yet
- Music Link Investigation 1 & 2 Chhairatanak Huy PDFDocument27 pagesMusic Link Investigation 1 & 2 Chhairatanak Huy PDFChay HuyNo ratings yet
- Truss - 2 Detail: Scale 1: 50 MTRSDocument1 pageTruss - 2 Detail: Scale 1: 50 MTRSGerald MasangayNo ratings yet
- Technical Data Sheet Street Light - 120W: Description: Product Code VH04120010401Document1 pageTechnical Data Sheet Street Light - 120W: Description: Product Code VH04120010401Martin Takudzwa Chakadona100% (1)
- High Yield Topics MCATDocument5 pagesHigh Yield Topics MCATkarijaniNo ratings yet
- (Number) (Case Title) Docket No. - Date - Topic - Ponente - Digest Maker Petitioner: Respondents: Case Doctrine: FactsDocument72 pages(Number) (Case Title) Docket No. - Date - Topic - Ponente - Digest Maker Petitioner: Respondents: Case Doctrine: FactsJohn Rey FerarenNo ratings yet
- Enhancing Efficiency and Reliability: Automation of Oil Desalination and Dehydration ProcessDocument14 pagesEnhancing Efficiency and Reliability: Automation of Oil Desalination and Dehydration ProcessYunusov ZiyodulloNo ratings yet
- Nvod Na Pouitvirtuoso II LINET EN Id192pdfDocument35 pagesNvod Na Pouitvirtuoso II LINET EN Id192pdfrobertoNo ratings yet
- CS 20Document208 pagesCS 20Ilarion CiobanuNo ratings yet
- Experimental Investigation On Solar Absorption Refrigeration System in Malaysia PDFDocument5 pagesExperimental Investigation On Solar Absorption Refrigeration System in Malaysia PDFRana Abdul RehmanNo ratings yet
- Session 6 Dar5Document36 pagesSession 6 Dar5Jas CariñoNo ratings yet