Download as pdf or txt
You might also like
- CAPA For The FDA-Regulated Industry (PDFDrive) PDFDocument167 pagesCAPA For The FDA-Regulated Industry (PDFDrive) PDFselmaNo ratings yet
- FMEA Facilitator Thought-Starter QuestionsDocument5 pagesFMEA Facilitator Thought-Starter QuestionsvikeshmNo ratings yet
- Heizer Om12 Ch014 FinalDocument81 pagesHeizer Om12 Ch014 FinalEvita Lim100% (1)
- MBA Program Handbook 2018-2019Document31 pagesMBA Program Handbook 2018-2019roshanfonseka62980% (1)
- Free AWS Solutions Architect Practice Test Questions - Exam Prep - SimplilearnDocument24 pagesFree AWS Solutions Architect Practice Test Questions - Exam Prep - SimplilearnRajaKumarNo ratings yet
- Jidoka 1Document38 pagesJidoka 1Lander Aspajo100% (1)
- Nissan's Global Strategy: March 1, 2007 Tadao Takahashi Executive Vice President Nissan Motor Co., LTDDocument16 pagesNissan's Global Strategy: March 1, 2007 Tadao Takahashi Executive Vice President Nissan Motor Co., LTDazriffarisNo ratings yet
- Why Scale AgileDocument11 pagesWhy Scale AgileSreeanand ChandranNo ratings yet
- Presentation SkillsDocument23 pagesPresentation SkillsAditya RautNo ratings yet
- Process Capability TrainingDocument54 pagesProcess Capability TrainingAperez_1990No ratings yet
- Systems and Quality Day2Document86 pagesSystems and Quality Day2Prof Daniel KitawNo ratings yet
- Systems and Quality ElectromechanicalRDocument69 pagesSystems and Quality ElectromechanicalRProf Daniel KitawNo ratings yet
- Traditional Training MethodsDocument57 pagesTraditional Training Methodsmohit_roy_8No ratings yet
- Pull Manufacturing: Kanban, Just in Time, Demand FlowDocument54 pagesPull Manufacturing: Kanban, Just in Time, Demand FlowR.BALASUBRAMANINo ratings yet
- Toyota Way Supply ChainDocument29 pagesToyota Way Supply ChainTan Beng Choo100% (1)
- World Class Manufacturing ManagementDocument2 pagesWorld Class Manufacturing ManagementShashank BurdeNo ratings yet
- Lean Conference 2014 - Bill Costantino - Toyota Kata (PDF) (PDFDrive) PDFDocument52 pagesLean Conference 2014 - Bill Costantino - Toyota Kata (PDF) (PDFDrive) PDFcheri kokNo ratings yet
- Work Study (Method Study)Document87 pagesWork Study (Method Study)Preetam BezbaruaNo ratings yet
- Presentation Total Productive Maintenance (TPM)Document14 pagesPresentation Total Productive Maintenance (TPM)jaanus143No ratings yet
- Six SigmaTraining OfferingDocument16 pagesSix SigmaTraining OfferingAshitosh BabarNo ratings yet
- Traditipn Production Planning and ControlDocument16 pagesTraditipn Production Planning and ControlpaulineNo ratings yet
- 2011 Design of Lean Manufacturing Systems Using Value Stream Mapping With Simulation A Case Study PDFDocument30 pages2011 Design of Lean Manufacturing Systems Using Value Stream Mapping With Simulation A Case Study PDFpaniago44No ratings yet
- SBS 11 0 Visual ManagementDocument57 pagesSBS 11 0 Visual ManagementJose-Pepe SVNo ratings yet
- Part Ii Automation and Control TechnologiesDocument20 pagesPart Ii Automation and Control TechnologiesRameshkumar KandaswamyNo ratings yet
- World Class ManufacturingDocument36 pagesWorld Class ManufacturingDilfaraz KalawatNo ratings yet
- Workshop On Application of Lean Management: Gen-PromDocument102 pagesWorkshop On Application of Lean Management: Gen-PromMudassar NawazNo ratings yet
- VSM 3 ToolsDocument102 pagesVSM 3 ToolsElena Montero CarrascoNo ratings yet
- E - III.3. Kanban Parameters CalculationDocument37 pagesE - III.3. Kanban Parameters CalculationMohamed Emam MohamedNo ratings yet
- 7 JitDocument36 pages7 JitFatima AsadNo ratings yet
- Agile & Lean ManufacturingDocument39 pagesAgile & Lean ManufacturingHassan Aziz100% (1)
- Lecture 5 - FMSnota FMSDocument44 pagesLecture 5 - FMSnota FMSInvictus SevenfoldNo ratings yet
- Chapter 6 Material HandlingDocument18 pagesChapter 6 Material HandlingRamadan DestaNo ratings yet
- Lean Manufacturing PrinciplesDocument14 pagesLean Manufacturing PrinciplesPavithraNo ratings yet
- Making Materials Flow ForewordDocument6 pagesMaking Materials Flow ForewordZeeshanSajidNo ratings yet
- Quality Circle SGADocument10 pagesQuality Circle SGASunilNo ratings yet
- TPM Implementation in Small Scale Agriculture Industry A Case Study IJERTV2IS50600Document14 pagesTPM Implementation in Small Scale Agriculture Industry A Case Study IJERTV2IS50600ravikantNo ratings yet
- Intro To Six SigmaDocument97 pagesIntro To Six Sigmaapi-3855990100% (1)
- Lean Six SigmaDocument84 pagesLean Six Sigmashamim hossainNo ratings yet
- World Class Manufacturing: Mac Bering MEIE-2Document8 pagesWorld Class Manufacturing: Mac Bering MEIE-2Mac BeringNo ratings yet
- Advanced Process CapabilityDocument11 pagesAdvanced Process Capabilityjaskaran singhNo ratings yet
- 0-3-2 E-KanbanDocument33 pages0-3-2 E-Kanbanprasetyo ilhamNo ratings yet
- SWOT Analysis Operational DefinitionsDocument10 pagesSWOT Analysis Operational DefinitionsSteven Bonacorsi100% (4)
- W3-1 Introduction Week Three - 2014-03Document62 pagesW3-1 Introduction Week Three - 2014-03NicolaNo ratings yet
- Customer Delight 2Document69 pagesCustomer Delight 2ravikumarreddytNo ratings yet
- Pazek K. Lean Manufacturing 2021Document223 pagesPazek K. Lean Manufacturing 2021Mourad Ben OthmaneNo ratings yet
- Capacity PlanningDocument40 pagesCapacity PlanningNguyen LinhNo ratings yet
- 5S - An Essential Lean ToolDocument4 pages5S - An Essential Lean ToolAkintunde BanjokoNo ratings yet
- Statistical Process Control: Metallized Ceramics DivisionDocument67 pagesStatistical Process Control: Metallized Ceramics DivisionAhamed Shareef S ANo ratings yet
- Lean Supply ChainDocument45 pagesLean Supply ChainHenra HalimNo ratings yet
- Training 1Document15 pagesTraining 1Himanshu PainulyNo ratings yet
- SPCDocument49 pagesSPCJosephi_abbasNo ratings yet
- TQM - Continuous Process ImprovementDocument23 pagesTQM - Continuous Process ImprovementRandeep SinghNo ratings yet
- Strategic Alliance in SCMDocument31 pagesStrategic Alliance in SCMRajeev RanjanNo ratings yet
- Question BankDocument16 pagesQuestion BankAman SinghNo ratings yet
- Just-in-Time and Lean OperationsDocument90 pagesJust-in-Time and Lean OperationsSaad PirzadaNo ratings yet
- DFSSDocument4 pagesDFSSankitrathod87No ratings yet
- TQM 4th ChapterDocument31 pagesTQM 4th ChapterWaleed Tahir ChNo ratings yet
- Lean Manufacturing and It's Implementation in Automotive IndustryDocument48 pagesLean Manufacturing and It's Implementation in Automotive IndustryshenoyniteshNo ratings yet
- CH11Document41 pagesCH11Mahmadah KhuryatiningsihNo ratings yet
- Poka Yoke and BrainstormingDocument18 pagesPoka Yoke and Brainstormingananda wahyuNo ratings yet
- 20040616-Zero Human Errors (112pag)Document112 pages20040616-Zero Human Errors (112pag)gonzaloNo ratings yet
- EMProofingDocument13 pagesEMProofingSMAKNo ratings yet
- Laporan Self Esteem-1Document16 pagesLaporan Self Esteem-1Yohana SibaraniNo ratings yet
- Module 1 - Introduction To Quality Control PDFDocument40 pagesModule 1 - Introduction To Quality Control PDFEa Capili Dixon100% (1)
- Pharmacist Exam PaperDocument87 pagesPharmacist Exam PaperKeshavVashisthaNo ratings yet
- Week 1 Assignment 1 & AnswersDocument3 pagesWeek 1 Assignment 1 & AnswersDharvesh100% (1)
- Bme 3 and 4Document11 pagesBme 3 and 4Unnecessary BuyingNo ratings yet
- Bab 10 Total Quality ManagementDocument46 pagesBab 10 Total Quality ManagementChristya MahardikaNo ratings yet
- Guide To Risk ManagementDocument9 pagesGuide To Risk ManagementelevendotNo ratings yet
- Training Attendence SheetDocument34 pagesTraining Attendence SheetPrakash kumarTripathiNo ratings yet
- CAPA Best PracticeDocument37 pagesCAPA Best PracticePutra Wijaya100% (1)
- SQA-ppt II UnitDocument54 pagesSQA-ppt II Unitkalpana24No ratings yet
- Template Validation Plan For Equipment or ProcessDocument14 pagesTemplate Validation Plan For Equipment or Processkhilifi chaouki100% (1)
- Guidelines On The Regulation of Clinical Trials in The PhilippinesDocument41 pagesGuidelines On The Regulation of Clinical Trials in The Philippinesmrk_rlndNo ratings yet
- Clinical Guidelines LowerbackDocument38 pagesClinical Guidelines LowerbackDavid Mor-YosefNo ratings yet
- Jurnal Kepuasan PasienDocument7 pagesJurnal Kepuasan Pasienivo ompusungguNo ratings yet
- Process Capability: Chapter OutlineDocument5 pagesProcess Capability: Chapter OutlineFernandoNo ratings yet
- Total Quality Management: Wiley Education Canada To Support The Textbook Chosen in This CourseDocument40 pagesTotal Quality Management: Wiley Education Canada To Support The Textbook Chosen in This CourseAmir HossainNo ratings yet
- Internal Audit QMS 2015 - V4.new PDFDocument102 pagesInternal Audit QMS 2015 - V4.new PDFTiodora SiregarNo ratings yet
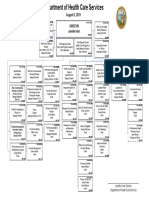
- DH Cs Exec Staff Org ChartDocument1 pageDH Cs Exec Staff Org Chartpedro perezNo ratings yet
- Software Testing Automation - Question BankDocument6 pagesSoftware Testing Automation - Question BankPrema Ganesh100% (1)
- Process Validation FDADocument12 pagesProcess Validation FDAkamran alamNo ratings yet
- Course 1 2019.07.02 v00Document16 pagesCourse 1 2019.07.02 v00Taucean IlieNo ratings yet
- White and Red Label - PharmacyDocument3 pagesWhite and Red Label - Pharmacysheryl GuillermoNo ratings yet
- Responsibility Matrix APQPDocument4 pagesResponsibility Matrix APQPKhushbu IndreshNo ratings yet
- 2551f316ff92d749a985f2a2cbc04adfDocument5 pages2551f316ff92d749a985f2a2cbc04adfDubey DeepakNo ratings yet
- Solution Manual An Introducing To Reliability and EngineeringDocument64 pagesSolution Manual An Introducing To Reliability and EngineeringGidion SaputraNo ratings yet
- Report Feb 7 - 11Document15 pagesReport Feb 7 - 11birhane gebreegziabiherNo ratings yet
- Process Improvement Acronym DecoderDocument2 pagesProcess Improvement Acronym Decoderpremsagar_bNo ratings yet
- Sampling AtributDocument68 pagesSampling AtributEko PujiyantoNo ratings yet