Download as pdf or txt
You might also like
- Hecho Del PíncipeDocument11 pagesHecho Del PíncipeEdisson MoralesNo ratings yet
- ElvisDocument1 pageElvismaui3No ratings yet
- Si Tu Supieras - Trumpet 1Document3 pagesSi Tu Supieras - Trumpet 1Jose Boggiano AudiovisualesNo ratings yet
- Escort 18 16 ZetecDocument2 pagesEscort 18 16 ZetecOsvaldo LópezNo ratings yet
- PDF_KruegerS0131242Document2 pagesPDF_KruegerS0131242kristinabatistNo ratings yet
- Indian Express 19 AugustDocument20 pagesIndian Express 19 AugustTension Dene kaNo ratings yet
- b12r SpecificationsDocument2 pagesb12r SpecificationsPaul TemboNo ratings yet
- El Pastor - VihuelaDocument1 pageEl Pastor - VihuelaDamian Guardia SalazarNo ratings yet
- Ampacidad AlimentacionDocument1 pageAmpacidad Alimentacionluis miguel sanchez estrellaNo ratings yet
- 0002 CHAPTER 21 GENERAL ANESTHETICS Goodman and Gilman The Pharmacological 13th - 4Document18 pages0002 CHAPTER 21 GENERAL ANESTHETICS Goodman and Gilman The Pharmacological 13th - 4Emanuela PereiraNo ratings yet
- Los Mareados Arreglo Hernan PossettiDocument2 pagesLos Mareados Arreglo Hernan PossettiteomondejarmusicaNo ratings yet
- GM Inyección Electrónica S10 Blazer 2.2 Efi Delphi Multec emDocument2 pagesGM Inyección Electrónica S10 Blazer 2.2 Efi Delphi Multec emyayixdfuego131No ratings yet
- Greenwashing Nas EmpresasDocument37 pagesGreenwashing Nas EmpresasLara GagoNo ratings yet
- Excercise in FDocument2 pagesExcercise in FPaz Villahoz100% (2)
- All The Things You AreDocument1 pageAll The Things You ArePeppe LiottaNo ratings yet
- Tema 6. CULTURADocument7 pagesTema 6. CULTURAMarinaNo ratings yet
- Business Startup Guides-Preparing Yourself Ver 2Document4 pagesBusiness Startup Guides-Preparing Yourself Ver 2Minh Huỳnh100% (1)
- Taita Salasaca - Conga Drums 2Document2 pagesTaita Salasaca - Conga Drums 2Carlos XavierNo ratings yet
- Installation Fitting 2Document10 pagesInstallation Fitting 2solasi.palastikNo ratings yet
- 2020Document14 pages2020mintrikpalougoudjoNo ratings yet
- 388 1006 1 PBDocument20 pages388 1006 1 PBGabriel Evangelista dos SantosNo ratings yet
- UTS ELT MDE S1 Coursebook Evaluation ChecklistDocument3 pagesUTS ELT MDE S1 Coursebook Evaluation ChecklistHanin Khalishah WaqqasNo ratings yet
- Building ActDocument136 pagesBuilding ActVeronika RaušováNo ratings yet
- Quiero Quedarme en Tí (Bone 1 - C)Document1 pageQuiero Quedarme en Tí (Bone 1 - C)avalenciavalderramaNo ratings yet
- Trompeta 1Document2 pagesTrompeta 1Mauricio TorresNo ratings yet
- Calculus Cheat Sheet DerivativesDocument4 pagesCalculus Cheat Sheet DerivativesRajatNo ratings yet
- Aural RitmoDocument1 pageAural RitmofabioNo ratings yet
- Charles D Ghilani - Paul R Wolf - Elementary Surveying - An Introduction To Geomatics-Pearson Prentice Hall (2012) - ExtractoDocument19 pagesCharles D Ghilani - Paul R Wolf - Elementary Surveying - An Introduction To Geomatics-Pearson Prentice Hall (2012) - ExtractoRodrigo DelBarrioNo ratings yet
- Extracto Destinos-Elementos-para-la-gestión-de-destinos-turisticosDocument76 pagesExtracto Destinos-Elementos-para-la-gestión-de-destinos-turisticosEnzo Navarrete UlloaNo ratings yet
- Lagenda Violin PDFDocument2 pagesLagenda Violin PDFMarvin Jong0% (1)
- Fiat CoupeDocument1 pageFiat CoupeJulio FaninNo ratings yet
- Ibfc 142 Engenheiro MecanicoDocument16 pagesIbfc 142 Engenheiro MecanicoJosé Maria junior100% (2)
- Lo Siento Por Ti - Trumpet in BB 2Document2 pagesLo Siento Por Ti - Trumpet in BB 2Erick Francisco Bances ChozoNo ratings yet
- Examen Audi 1-1Document4 pagesExamen Audi 1-1Rolan AdhemarNo ratings yet
- 101 Problems in AlgebraDocument160 pages101 Problems in AlgebraTrishaii Cuaresma97% (29)
- Affirmation - Acoustic GuitarDocument2 pagesAffirmation - Acoustic Guitarparzival D100% (1)
- La Boda de Belen-Muevete - Percussion-1Document3 pagesLa Boda de Belen-Muevete - Percussion-1Bryan DelgadoNo ratings yet
- Cicuta Tibia - TubaDocument2 pagesCicuta Tibia - TubaYohan Octavio Vera DelgadoNo ratings yet
- Paradise Violín IIDocument2 pagesParadise Violín IIJavier Rubio PérezNo ratings yet
- Mix Serpiente - BandaDocument53 pagesMix Serpiente - BandaJohn Carlos Vilca VelizNo ratings yet
- PDF Parts Catalog Tvs Rockz - CompressDocument104 pagesPDF Parts Catalog Tvs Rockz - CompressaspareteNo ratings yet
- 01 - Lista de Parametros SimplificadaDocument8 pages01 - Lista de Parametros SimplificadaLuis Felipe VidigalNo ratings yet
- Trompeta 2Document2 pagesTrompeta 2Mauricio TorresNo ratings yet
- LA LOBA - Trumpet in Bb 1Document2 pagesLA LOBA - Trumpet in Bb 1Carlos PeredoNo ratings yet
- Manmohan Ispat ProileDocument1 pageManmohan Ispat ProileasijitengineeringNo ratings yet
- Renault Inyección Electrónica Kangoo RL-RN 1.6 1999 Siemens Sirius 32b PDFDocument2 pagesRenault Inyección Electrónica Kangoo RL-RN 1.6 1999 Siemens Sirius 32b PDFOsvaldo LópezNo ratings yet
- Canon in D 2Document2 pagesCanon in D 2Kevin ClarkNo ratings yet
- Economía Michael Parkin 8e Cap 1Document16 pagesEconomía Michael Parkin 8e Cap 1lismaryNo ratings yet
- Mix Trompeta ChilombianoDocument1 pageMix Trompeta ChilombianoDenise AlvaradoNo ratings yet
- Como Quien Pierde Una Estrella VozDocument2 pagesComo Quien Pierde Una Estrella VozGerardo100% (2)
- Flow Design Formulas For Calculation - Exported From (HTM - 02 - 01 - Part - A)Document8 pagesFlow Design Formulas For Calculation - Exported From (HTM - 02 - 01 - Part - A)wesam allabadi50% (2)
- Elec 4 BlackDocument1 pageElec 4 Blackyudo08No ratings yet
- 09 - Chapter 1Document20 pages09 - Chapter 1Dr. POONAM KAUSHALNo ratings yet
- பொது அறிவு உலகம் ஏப்ரல்2018Document100 pagesபொது அறிவு உலகம் ஏப்ரல்2018oomoomNo ratings yet
- KGP-Repair Welding Proc For BEI 221016Document5 pagesKGP-Repair Welding Proc For BEI 221016oomoomNo ratings yet
- Dillidur Technical Information 2007 PDFDocument56 pagesDillidur Technical Information 2007 PDFoomoomNo ratings yet
- KGP Flamme Stright For BEI 221016Document4 pagesKGP Flamme Stright For BEI 221016oomoomNo ratings yet
- KGP-Flamme Cutting Proce For BEI PDFDocument4 pagesKGP-Flamme Cutting Proce For BEI PDFoomoomNo ratings yet
- Datasheet For Steel Grades Structure Steel 15MnvDocument2 pagesDatasheet For Steel Grades Structure Steel 15MnvoomoomNo ratings yet
- Wear Resistant Steel: Product DescriptionDocument6 pagesWear Resistant Steel: Product DescriptionoomoomNo ratings yet
- O-Rings: Your Advantages at A GlanceDocument2 pagesO-Rings: Your Advantages at A GlanceoomoomNo ratings yet
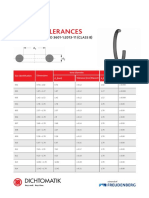
- O-Ring Tolerances: ACCORDING TO DIN ISO 3601-1:2013-11 (CLASS B)Document19 pagesO-Ring Tolerances: ACCORDING TO DIN ISO 3601-1:2013-11 (CLASS B)oomoomNo ratings yet
- UNI 9200 - Break Mandrel Blind Rivets: Current Norm: DIN EN ISO 14589 Equivalent Norms: DIN 7337 ISO 15983 CSN 022391Document5 pagesUNI 9200 - Break Mandrel Blind Rivets: Current Norm: DIN EN ISO 14589 Equivalent Norms: DIN 7337 ISO 15983 CSN 022391oomoomNo ratings yet
- DIN 910 - Screw Plugs With Collar and Outer Hexagon, Cylindrical ThreadDocument6 pagesDIN 910 - Screw Plugs With Collar and Outer Hexagon, Cylindrical ThreadoomoomNo ratings yet
- Plant Laboratory Test Requisition Form For Sub Contractors: (Please Tick ( ) Mark Which Ever Applicable)Document2 pagesPlant Laboratory Test Requisition Form For Sub Contractors: (Please Tick ( ) Mark Which Ever Applicable)oomoomNo ratings yet
- Welding PositionsDocument116 pagesWelding PositionsASAPASAPASAPNo ratings yet
- Shot LetterDocument2 pagesShot Letteroomoom100% (1)
- Pipes and CisternsDocument32 pagesPipes and CisternsoomoomNo ratings yet
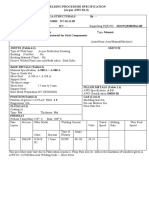
- Welding Procedure Specification (As Per AWS D1.3) : With Preheat & PWHT (Auto/Semi-Auto/Manual/Machine) SketchDocument1 pageWelding Procedure Specification (As Per AWS D1.3) : With Preheat & PWHT (Auto/Semi-Auto/Manual/Machine) Sketchoomoom0% (1)