Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- National 5 Revision Mindmaps 1Document30 pagesNational 5 Revision Mindmaps 1cherumaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Fuller 2006Document11 pagesFuller 2006Taguis VelascoNo ratings yet
- FATIGA BUENOsivaraj2014Document9 pagesFATIGA BUENOsivaraj2014Taguis VelascoNo ratings yet
- Guo 2016Document40 pagesGuo 2016Taguis VelascoNo ratings yet
- 10 1016@j Matchar 2017 01 039Document40 pages10 1016@j Matchar 2017 01 039Taguis VelascoNo ratings yet
- Yan 2016Document19 pagesYan 2016Taguis VelascoNo ratings yet
- LINGOTE Hasan2014Document12 pagesLINGOTE Hasan2014Taguis VelascoNo ratings yet
- Materials & Design: Chong Gao, Rongqiang Gao, Yue MaDocument9 pagesMaterials & Design: Chong Gao, Rongqiang Gao, Yue MaTaguis VelascoNo ratings yet
- LINGOTE 10.1016@j.ijthermalsci.2016.10.010Document11 pagesLINGOTE 10.1016@j.ijthermalsci.2016.10.010Taguis VelascoNo ratings yet
- Encapsulamiento PancriaticoDocument15 pagesEncapsulamiento PancriaticoTaguis VelascoNo ratings yet
- Liang 2015Document26 pagesLiang 2015Taguis VelascoNo ratings yet
- Coeficiente de Fricción LinealDocument9 pagesCoeficiente de Fricción LinealTaguis VelascoNo ratings yet
- Acknowledment 2 3: Topic Page NumberDocument31 pagesAcknowledment 2 3: Topic Page NumberDeepChacNo ratings yet
- Astm A692 PDFDocument2 pagesAstm A692 PDFgaminNo ratings yet
- Gas Cylinder RulesDocument24 pagesGas Cylinder RulesAnuj SinhaNo ratings yet
- STRING WOUND CPPW Cartridge ContinentalDocument1 pageSTRING WOUND CPPW Cartridge ContinentalIndoarthawa FilterNo ratings yet
- Jodhpur Vidyut Vitaran Nigam Limted (Material Management & Contract Circle) New Power House, Industrial Area, Jodhpur-03Document40 pagesJodhpur Vidyut Vitaran Nigam Limted (Material Management & Contract Circle) New Power House, Industrial Area, Jodhpur-03Santhosh V RaajendiranNo ratings yet
- Test Report of PVC Water Stop: Customer: Address: Batch No.: Na Description: Size & Quantity: StandardDocument1 pageTest Report of PVC Water Stop: Customer: Address: Batch No.: Na Description: Size & Quantity: StandardR.ThangarajNo ratings yet
- Question PaperDocument1 pageQuestion PaperSouvik PaulNo ratings yet
- Biruk AsnakeDocument25 pagesBiruk AsnakeBiruk AsnakeNo ratings yet
- Important Question ICSE 2010 Class 10th Hydrogen ChlorideDocument5 pagesImportant Question ICSE 2010 Class 10th Hydrogen ChlorideYash KapoorNo ratings yet
- Iesc 102Document17 pagesIesc 102ecdmrcNo ratings yet
- Iec PreviewDocument27 pagesIec PreviewDAVID CHAVEZNo ratings yet
- On PreheatingDocument22 pagesOn PreheatingYYNo ratings yet
- Filler SlabsDocument15 pagesFiller SlabsArathy RajendranNo ratings yet
- Dual LockDocument6 pagesDual Lockcvazquez999No ratings yet
- Zinc Ore - An Overview - ScienceDirect TopicsDocument19 pagesZinc Ore - An Overview - ScienceDirect Topicsvin237becNo ratings yet
- Id Number Title Year OrganizationDocument174 pagesId Number Title Year Organizationsaeedmahboob05No ratings yet
- Description of Work Unit Sl. No. SOR Reference No. No. or Qty. Estimated Rate (In. RS.) Amount Rs. PDocument6 pagesDescription of Work Unit Sl. No. SOR Reference No. No. or Qty. Estimated Rate (In. RS.) Amount Rs. PHoque joynulNo ratings yet
- Biogon N Liquid E941: Nitrogen For FoodstuffsDocument2 pagesBiogon N Liquid E941: Nitrogen For FoodstuffsTamar MakhviladzeNo ratings yet
- Astm A333Document7 pagesAstm A333TimNo ratings yet
- BCHEM102 Set 1Document2 pagesBCHEM102 Set 1geethamaligeethamali122No ratings yet
- 06 Delayed Coking PDFDocument34 pages06 Delayed Coking PDFsureshmechanical86No ratings yet
- Thermal Properties of WoodDocument11 pagesThermal Properties of Woodsnowari3szNo ratings yet
- Whatman Uniflo Syringe Filters: Consistent Performance. Maximum ValueDocument7 pagesWhatman Uniflo Syringe Filters: Consistent Performance. Maximum ValueKarinNo ratings yet
- 26 Dec 2015 1508303677RNVYPSJAnnexure-DocumentsofAttachmentDocument83 pages26 Dec 2015 1508303677RNVYPSJAnnexure-DocumentsofAttachmentProcess EngineeringNo ratings yet
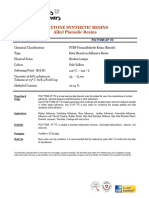
- Polytone AP 110Document1 pagePolytone AP 110Umer FarooqNo ratings yet
- K17 Fyp2 ReportDocument45 pagesK17 Fyp2 ReportF1023 AINUDDINNo ratings yet
- Form 2 Chapter 6 Acid and AlkaliDocument28 pagesForm 2 Chapter 6 Acid and AlkaliammyNo ratings yet
- Highwaymaintenance M KennyDocument28 pagesHighwaymaintenance M KennyEbsa KelifaNo ratings yet
- Asm-35-2000 Aluminum Sheet Metal Work in Building ConstructionDocument31 pagesAsm-35-2000 Aluminum Sheet Metal Work in Building ConstructionSamuel Yu LiuNo ratings yet