Download as docx, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- SalvageDocument16 pagesSalvageseaguyinNo ratings yet
- Fender Rumble 75Document2 pagesFender Rumble 75GustavoTfLaNo ratings yet
- MAN Instructions For Using Wiring DiagramsDocument5 pagesMAN Instructions For Using Wiring DiagramsMircea GilcaNo ratings yet
- PHA1BW Hygiene Promotion of All Program Areas in AbraDocument6 pagesPHA1BW Hygiene Promotion of All Program Areas in AbraEngel De VillaNo ratings yet
- Leave FormDocument1 pageLeave FormEngel De VillaNo ratings yet
- Training Workshop Evaluation Form v2Document4 pagesTraining Workshop Evaluation Form v2Engel De VillaNo ratings yet
- PHA1BW Training of Shelter Roving Team ReportDocument7 pagesPHA1BW Training of Shelter Roving Team ReportEngel De VillaNo ratings yet
- AdshfadscanlcsDocument9 pagesAdshfadscanlcsEngel De VillaNo ratings yet
- Whether Designing A Building or Developing SoftwareDocument7 pagesWhether Designing A Building or Developing SoftwareEngel De VillaNo ratings yet
- 00page BreakerDocument12 pages00page BreakerEngel De VillaNo ratings yet
- Bidding ProcessDocument15 pagesBidding ProcessEngel De Villa100% (1)
- CMT Lab Report 8 FinalDocument5 pagesCMT Lab Report 8 FinalEngel De VillaNo ratings yet
- 968 Fuse Box LidDocument1 page968 Fuse Box Liddamon wNo ratings yet
- Installation, Operation, Maintenance Manual: NBC™ BeltDocument129 pagesInstallation, Operation, Maintenance Manual: NBC™ BeltAlfred Tsui100% (1)
- Datasheet Ark XH Battery System EngDocument2 pagesDatasheet Ark XH Battery System EngLisa CowenNo ratings yet
- Discretion Guidance Sutton CouncilDocument39 pagesDiscretion Guidance Sutton CouncilMisterMustardNo ratings yet
- MFR Nara - t8 - Faa - Dion Richard - 9-22-03 - 01151Document2 pagesMFR Nara - t8 - Faa - Dion Richard - 9-22-03 - 011519/11 Document ArchiveNo ratings yet
- Mobile Crane Product Advantages: Max. Lifting Capacity: 250 T Max. Height Under Hook: 108 M Max. Radius: 92 MDocument12 pagesMobile Crane Product Advantages: Max. Lifting Capacity: 250 T Max. Height Under Hook: 108 M Max. Radius: 92 MRegina Miller100% (1)
- Tender Documents VLTDocument191 pagesTender Documents VLTAbhimanyu SinghNo ratings yet
- HSE 038 Vessel Internal Audit ChecklistDocument18 pagesHSE 038 Vessel Internal Audit ChecklistKevin FernandesNo ratings yet
- Highway 2 AssDocument8 pagesHighway 2 AssSura tubeNo ratings yet
- CSV File Format of J Epstein's Flight LogsDocument48 pagesCSV File Format of J Epstein's Flight LogsOpDeathEatersUS83% (6)
- Heater, Air Conditioning and Ventilation: Group 55Document12 pagesHeater, Air Conditioning and Ventilation: Group 55ziko23No ratings yet
- Public Service Act (Republic Act 11659)Document3 pagesPublic Service Act (Republic Act 11659)Denver OliverosNo ratings yet
- Part - B Traffic Flow CharacteristicsDocument9 pagesPart - B Traffic Flow CharacteristicsHrishikesh RNo ratings yet
- MachineDocument6 pagesMachineChetan SohalNo ratings yet
- Ashok LeylandDocument78 pagesAshok LeylandKajal Kaundal33% (3)
- IWLADirectory2017 LR Final 1.12.17Document44 pagesIWLADirectory2017 LR Final 1.12.17anil sNo ratings yet
- Reasoning Solved Paper 1Document14 pagesReasoning Solved Paper 1SHEKHARNo ratings yet
- Master of Technology ThesisDocument134 pagesMaster of Technology ThesisParth Doshi0% (1)
- Engl Athlete Guide Frankfurt 2019Document53 pagesEngl Athlete Guide Frankfurt 2019BibiNo ratings yet
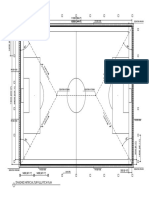
- SLOPE 0.5%: Standard Artificial Turf Full Pitch PlanDocument4 pagesSLOPE 0.5%: Standard Artificial Turf Full Pitch PlanAd ArceiphNo ratings yet
- Online Check-In Confirmation (1843810227) : Reservation Number: 1843810227 Your Information Rental Rate (Shown in USD)Document2 pagesOnline Check-In Confirmation (1843810227) : Reservation Number: 1843810227 Your Information Rental Rate (Shown in USD)Rusking PimentelNo ratings yet
- Eticket 3Document1 pageEticket 3KeironNo ratings yet
- 01 30 00 A3 Sheet 05Document1 page01 30 00 A3 Sheet 05JoehNo ratings yet
- NAVA 2 Ebook - SampleDocument15 pagesNAVA 2 Ebook - SampleRodrigoNo ratings yet
- Saudia AirlinesDocument3 pagesSaudia Airlinesjunaiddhillon107No ratings yet
- Irctcs E Ticketing Service Electronic Reservation Slip (Personal User)Document2 pagesIrctcs E Ticketing Service Electronic Reservation Slip (Personal User)ansarvaliNo ratings yet
- 2020 Global Automotive Consumer StudyDocument28 pages2020 Global Automotive Consumer StudyAakash MalhotraNo ratings yet