Download as pdf or txt
You might also like
- Transpo Compilation HeyDocument52 pagesTranspo Compilation HeyAna Lorraine Dalilis60% (5)
- Lug AnalysisDocument4 pagesLug AnalysisKuldeep BhattacharjeeNo ratings yet
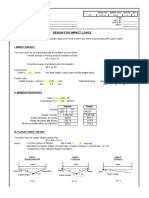
- Drop Object-Plastic HingeDocument8 pagesDrop Object-Plastic HingeBolarinwaNo ratings yet
- Staad Pro - Mat FoundationDocument16 pagesStaad Pro - Mat FoundationV.m. Rajan100% (1)
- ASM - Tensile TestingDocument283 pagesASM - Tensile TestingSanthosh Nair83% (6)
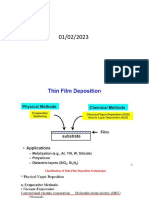
- Thin Film DepositionDocument42 pagesThin Film DepositionNguyên Đỗ DuyNo ratings yet
- Observation of An Anode Spot Shell at The High-Current Vacuum ArcDocument4 pagesObservation of An Anode Spot Shell at The High-Current Vacuum Arcahmedmagdy161992No ratings yet
- Chapter 9 Thin Film Deposition - IDocument42 pagesChapter 9 Thin Film Deposition - IQuốc ThắngNo ratings yet
- 4th Lecture Second SemesterDocument77 pages4th Lecture Second Semesterwatersoul.nNo ratings yet
- CAF Article PDFDocument4 pagesCAF Article PDFZetocha MilanNo ratings yet
- Zhu 2007Document7 pagesZhu 2007ramezaniriziNo ratings yet
- Thermal Evaporation Sputtering Ion-PlatingDocument34 pagesThermal Evaporation Sputtering Ion-PlatingRupesh KannanNo ratings yet
- Organic Photovoltaic DevicesDocument19 pagesOrganic Photovoltaic DevicesSamarth AgarwalNo ratings yet
- Rene 80 Casting DefectsDocument9 pagesRene 80 Casting Defectsatfrost4638100% (1)
- Chapter 9 Thin Film Deposition - I - Karthik CVDDocument29 pagesChapter 9 Thin Film Deposition - I - Karthik CVDSanthosh ManoharanNo ratings yet
- Lecture 18-19Document25 pagesLecture 18-19Ahmed SFNo ratings yet
- Cathodic Arc DepositionDocument3 pagesCathodic Arc DepositionBrandon DavisNo ratings yet
- Ebw LBWDocument58 pagesEbw LBWAnish AmanNo ratings yet
- 1 s2.0 S0042207X20303316 MainDocument8 pages1 s2.0 S0042207X20303316 MaintangertolsNo ratings yet
- Electron Beam Welding: Submitted byDocument13 pagesElectron Beam Welding: Submitted byTanmay WalkeNo ratings yet
- EBWDocument21 pagesEBWbathinsreenivasNo ratings yet
- Fundamentals of Electronic Device Fabrication - Week 2Document12 pagesFundamentals of Electronic Device Fabrication - Week 2sisir.pynda2018No ratings yet
- 2019 - Meng LiDocument7 pages2019 - Meng Lithong.dataphdNo ratings yet
- Assignment (1) :-Part (1) - : Epitaxial Deposition:-: Name: Ziad Hosni Mohammed Hassan Section: 5 Number: 157Document10 pagesAssignment (1) :-Part (1) - : Epitaxial Deposition:-: Name: Ziad Hosni Mohammed Hassan Section: 5 Number: 157Mohamed El BazNo ratings yet
- Magnetronsputtering PDFDocument10 pagesMagnetronsputtering PDFPatar PoshakNo ratings yet
- Chapter 8 Ion Implantation - IDocument40 pagesChapter 8 Ion Implantation - IKarajá PtahNo ratings yet
- Ion Implantation: P.A.GovindacharyuluDocument28 pagesIon Implantation: P.A.GovindacharyuluLakshmi meghanaNo ratings yet
- 반도체 용어사전Document23 pages반도체 용어사전하종인(korean)No ratings yet
- Chit SheetDocument16 pagesChit SheetJoydeep SahaNo ratings yet
- 简答Document10 pages简答张旭No ratings yet
- Groovy ICP ETCHER SST G Vinogradov - Apr05Document7 pagesGroovy ICP ETCHER SST G Vinogradov - Apr05Peter-sagami100% (1)
- Maz Umder 1982Document9 pagesMaz Umder 1982Alejandra PradoNo ratings yet
- Current Microfabrication and Nanofabrication TechnologiesDocument40 pagesCurrent Microfabrication and Nanofabrication TechnologiesCarlos Alberto López MedinaNo ratings yet
- SaaDocument41 pagesSaaAbdur RahmanNo ratings yet
- Chapter 2: Thin Film Deposition: 2.4.1 Base VacuumDocument20 pagesChapter 2: Thin Film Deposition: 2.4.1 Base VacuumpalakshiNo ratings yet
- Nano Layer NotesDocument23 pagesNano Layer NotesDileep KumarNo ratings yet
- 26 Giochi A2Document7 pages26 Giochi A2Rabah AZZOUGNo ratings yet
- 10 PDFDocument38 pages10 PDFTejinder SinghNo ratings yet
- Multiscale Modeling of Thin-Film Deposition: Applications To Si Device ProcessingDocument8 pagesMultiscale Modeling of Thin-Film Deposition: Applications To Si Device ProcessingZhou JiaoNo ratings yet
- Nanolithography TypesDocument42 pagesNanolithography TypesAtul DwivediNo ratings yet
- Dr. Kim Rensing's Presentation SlidesDocument50 pagesDr. Kim Rensing's Presentation SlidesauliahalidarNo ratings yet
- Digital Integrated Circuits: Week 3 Melik YAZICIDocument44 pagesDigital Integrated Circuits: Week 3 Melik YAZICIboubiidNo ratings yet
- Fabrication of A Silicon-Pyrex-Silicon Stack by A.C. Anodic BondingDocument6 pagesFabrication of A Silicon-Pyrex-Silicon Stack by A.C. Anodic BondingPuneet ChaudharyNo ratings yet
- Assignment A1 001 A GIT0723Document14 pagesAssignment A1 001 A GIT0723Shafiq PanicKingNo ratings yet
- RTD TalkDocument32 pagesRTD Talkpeter19960124No ratings yet
- Cathodic Protection System in BriefDocument9 pagesCathodic Protection System in BriefBikas SahaNo ratings yet
- PVD CVD WNP PDFDocument71 pagesPVD CVD WNP PDFApresiasi teknik 2018No ratings yet
- Nature and Properties of MaterialsDocument22 pagesNature and Properties of MaterialsAvi AlokNo ratings yet
- 08 - Chapter 2Document37 pages08 - Chapter 2Patar PoshakNo ratings yet
- Compare of Destructive Testing On Nab Welding ProcessDocument9 pagesCompare of Destructive Testing On Nab Welding Processrams519No ratings yet
- Fabrication of A Laser-Based Microstructure For Particle AccelerationDocument3 pagesFabrication of A Laser-Based Microstructure For Particle AccelerationParticle Beam Physics LabNo ratings yet
- Stealth Coating For AerospaceDocument25 pagesStealth Coating For Aerospacerohankumar.6143No ratings yet
- 2mrad RobAppleby EPAC06Document1 page2mrad RobAppleby EPAC06api-19741990No ratings yet
- Tensile Strengths and Young'S Modulus of Thin Copper and Copper-Nickel (Cuni44) SubstratesDocument7 pagesTensile Strengths and Young'S Modulus of Thin Copper and Copper-Nickel (Cuni44) Substratesjustme22021No ratings yet
- Near Threshold Capacitance Matching in A Negative Capacitance FET With 1 NM Effective Oxide Thickness Gate StackDocument4 pagesNear Threshold Capacitance Matching in A Negative Capacitance FET With 1 NM Effective Oxide Thickness Gate Stackwhdrhks7907No ratings yet
- STNM 4Document33 pagesSTNM 4BME62Thejeswar SeggamNo ratings yet
- 2014-02 TestingCathodicProtectionSystems Slides 508Document49 pages2014-02 TestingCathodicProtectionSystems Slides 508shejin R.SNo ratings yet
- DeGaussing Vallon Energy (EM-Degaussing-brochure - EN)Document10 pagesDeGaussing Vallon Energy (EM-Degaussing-brochure - EN)Mustafa AkyolNo ratings yet
- Manufacturing Processes (ME 361) Lecture-18: Instructor: Shantanu BhattacharyaDocument35 pagesManufacturing Processes (ME 361) Lecture-18: Instructor: Shantanu BhattacharyaSahil SundaNo ratings yet
- Role of The Cesium Antimonide Layer in The Na 2 Ksb/Cs 3 SB PhotocathodeDocument7 pagesRole of The Cesium Antimonide Layer in The Na 2 Ksb/Cs 3 SB PhotocathodeDayti JuniorNo ratings yet
- Ultrathin Hfalo Ferroelectrics Enhancing Electron Transport and Perovskite Solar Cell PerformanceDocument11 pagesUltrathin Hfalo Ferroelectrics Enhancing Electron Transport and Perovskite Solar Cell Performancewhdrhks7907No ratings yet
- 10.1103 PhysRevAccelBeams.20.033502Document7 pages10.1103 PhysRevAccelBeams.20.033502Bilal AhmedNo ratings yet
- Semiconductors Basics1 2013Document30 pagesSemiconductors Basics1 2013SriHariKalyanBNo ratings yet
- Dasar Design CMOS TransistorDocument49 pagesDasar Design CMOS Transistormaqbulloh darojatiNo ratings yet
- Overview PUR Casting Resins 171005Document3 pagesOverview PUR Casting Resins 171005Ivan MarijanovićNo ratings yet
- 2 - Application of GasLiqd Contact PDFDocument7 pages2 - Application of GasLiqd Contact PDFAriana ReligiosoNo ratings yet
- SX2 Series Resistance Furnace Brochure PDFDocument1 pageSX2 Series Resistance Furnace Brochure PDFwai myoNo ratings yet
- Catalyst Characterization: Characterization Techniques: ElsevierDocument21 pagesCatalyst Characterization: Characterization Techniques: ElsevierThemba MasukuNo ratings yet
- Fluidyn MP MultiphysicsDocument2 pagesFluidyn MP MultiphysicsArun MurthyNo ratings yet
- Smart Color-Changing Textile With High Contrast Based On Single-Sided Conductive FabricDocument7 pagesSmart Color-Changing Textile With High Contrast Based On Single-Sided Conductive FabricAlex FariaNo ratings yet
- Acsr Panther Conductor Sizing Xls 0 PDFDocument6 pagesAcsr Panther Conductor Sizing Xls 0 PDFRavindra GoyalNo ratings yet
- JI VE320 MidExam#1Document4 pagesJI VE320 MidExam#1Enji HuNo ratings yet
- Note Chapt IIDocument27 pagesNote Chapt IIRitesh KishoreNo ratings yet
- EP610 Power ElectronicsDocument2 pagesEP610 Power ElectronicsYahiaEl-obidyNo ratings yet
- Ab Initio Hydrogen-Vacancy FormaionDocument10 pagesAb Initio Hydrogen-Vacancy FormaionWang ShuaiNo ratings yet
- Theories of FailureDocument16 pagesTheories of FailureChaudhari SanketNo ratings yet
- Ma8b02196 Si 001Document11 pagesMa8b02196 Si 001mehabaw2015No ratings yet
- Set01 Lec EE2103 IntroDocument20 pagesSet01 Lec EE2103 Introharshagarwal2813No ratings yet
- Materi 4 - Flow of Fluid Through Fluidised BedsDocument27 pagesMateri 4 - Flow of Fluid Through Fluidised BedsAndersen YunanNo ratings yet
- Magnesium HydrideDocument16 pagesMagnesium Hydridefraniq2007No ratings yet
- List of VTU JournalsDocument5 pagesList of VTU JournalsSyedZameerNo ratings yet
- Functional Materials For Sustainable Energy TechnologiesDocument15 pagesFunctional Materials For Sustainable Energy TechnologiesChristhy Vanessa Ruiz MadroñeroNo ratings yet
- Effect of OH On Morphology of Cu O Particles Prepared Through Reduction of Cu (II) by GlucoseDocument5 pagesEffect of OH On Morphology of Cu O Particles Prepared Through Reduction of Cu (II) by GlucoseNILTHON FRANCO POMA HUARINGANo ratings yet
- Multiple Choice QuestionsDocument5 pagesMultiple Choice QuestionsFuck uNo ratings yet
- Development of Cotton Straw Reinforced TPU Composite and Investigation of Its Mechanical PropertiesDocument11 pagesDevelopment of Cotton Straw Reinforced TPU Composite and Investigation of Its Mechanical PropertiesIJRASETPublicationsNo ratings yet
- Prediction of Steam Condensation in The Presence of Noncondensable Gases Using A CFD-based ApproachDocument12 pagesPrediction of Steam Condensation in The Presence of Noncondensable Gases Using A CFD-based ApproachAndreaNo ratings yet
- Atomic Structure - DPP-01 II NEET Ultimate CC 2023Document3 pagesAtomic Structure - DPP-01 II NEET Ultimate CC 2023vijaylakshmi0727No ratings yet
- ASTM G35 - 98 (Reapproved 2010)Document3 pagesASTM G35 - 98 (Reapproved 2010)Ali Ali Asjari100% (1)
- Mathcad - PART II Ceiling (ICU) 20200602 (Update) - 2Document418 pagesMathcad - PART II Ceiling (ICU) 20200602 (Update) - 2BQ HeNo ratings yet