Download as pdf or txt
You might also like
- The Dark ManDocument2 pagesThe Dark ManHyemi Mimi100% (1)
- Textile Machinery Statistics - 2019Document76 pagesTextile Machinery Statistics - 2019yarnideasNo ratings yet
- Rieter - E 35 OMEGA Lap PDFDocument4 pagesRieter - E 35 OMEGA Lap PDFashar khanNo ratings yet
- Devlopments in Roving FramesDocument6 pagesDevlopments in Roving FramesSEEMA SHUKLANo ratings yet
- Instruction Manual For Novibra SpindlesDocument12 pagesInstruction Manual For Novibra SpindlesAdam SetyawanNo ratings yet
- Energy Efficiency in Textile Sector of PakistanDocument6 pagesEnergy Efficiency in Textile Sector of PakistanShazia ShabbirNo ratings yet
- PDF DocumentDocument14 pagesPDF DocumentVignesh MNo ratings yet
- Com-4 and Elite Yarns - Compact SpinningDocument10 pagesCom-4 and Elite Yarns - Compact SpinningParesh HadkarNo ratings yet
- Compact SpinnigDocument17 pagesCompact Spinnigshahadat hossainNo ratings yet
- Ri̇eter Tesi̇s PDFDocument2 pagesRi̇eter Tesi̇s PDFdipak kambleNo ratings yet
- En USTER SENTINEL Flyer Tablet PC Version 2015 11Document4 pagesEn USTER SENTINEL Flyer Tablet PC Version 2015 11drivetecNo ratings yet
- Unit 4 Notes - SpinningDocument44 pagesUnit 4 Notes - SpinningHappy BandaNo ratings yet
- Suessen Elitwist: Two-Ply Compact Yarn Directly From The Ring Spinning FrameDocument2 pagesSuessen Elitwist: Two-Ply Compact Yarn Directly From The Ring Spinning FrameSaurabh ShakyaNo ratings yet
- The Magazine For Spinning MillsDocument36 pagesThe Magazine For Spinning MillsahmetygtNo ratings yet
- By - Kamble Zunjarrao B. Final Year B.Textile (Textile Technology) Roll No. 14Document26 pagesBy - Kamble Zunjarrao B. Final Year B.Textile (Textile Technology) Roll No. 14Dyeing DyeingNo ratings yet
- Fitter Ring SpinningDocument54 pagesFitter Ring Spinninggizex2013No ratings yet
- BSL PrintDocument62 pagesBSL Printrishi100% (1)
- Sentinel: The Ring Spinning Optimization SystemDocument10 pagesSentinel: The Ring Spinning Optimization SystemJuan Francisco Rubio JovelNo ratings yet
- Machines ComparativeDocument4 pagesMachines ComparativePraveen SahniNo ratings yet
- Effect of Spindle Speed of Ring Frame On Yarn QualityDocument5 pagesEffect of Spindle Speed of Ring Frame On Yarn QualityVijay PandeyNo ratings yet
- Control Systemte of BlowroomDocument18 pagesControl Systemte of BlowroomNiveditaKumariNo ratings yet
- Spnning PDFDocument35 pagesSpnning PDFMahin AhmedNo ratings yet
- Yarn FaultDocument17 pagesYarn Faultalireza vahabiNo ratings yet
- Slub Effect of Reieter Yarn PDFDocument12 pagesSlub Effect of Reieter Yarn PDFashik1111007No ratings yet
- Lycra & Air Covered YarnDocument6 pagesLycra & Air Covered YarnDanish NawazNo ratings yet
- LMW Research PDFDocument30 pagesLMW Research PDFHimanshuNo ratings yet
- SHS 13 024 enDocument44 pagesSHS 13 024 enSantosh100% (1)
- Rieter g38 Brochure 3236 v1 89650 en PDFDocument28 pagesRieter g38 Brochure 3236 v1 89650 en PDFBabarKhanNo ratings yet
- Zinser Roving Frames.: Faster - Because We Know How.Document24 pagesZinser Roving Frames.: Faster - Because We Know How.Nahesh SDNo ratings yet
- Suessen New Elite Brochure enDocument20 pagesSuessen New Elite Brochure enmaintenance slm100% (1)
- Auto Coner 338 Engineer ReportDocument14 pagesAuto Coner 338 Engineer ReportSudhakar ReddyNo ratings yet
- Novibra Spindles Hps enDocument8 pagesNovibra Spindles Hps ensitra spinningNo ratings yet
- Rieter c70 Card Brochure 2810 v3 89526 enDocument32 pagesRieter c70 Card Brochure 2810 v3 89526 enzubairNo ratings yet
- Basic Course Workshop Dhaka 2007Document11 pagesBasic Course Workshop Dhaka 2007Shoreless ShaikatNo ratings yet
- Staple Broch Peass-PPWA Screen enDocument8 pagesStaple Broch Peass-PPWA Screen enAruna KumarasiriNo ratings yet
- Comparative Study On Ring, Rotor and Air-Jet Spun Yarn: Sharif AhmedDocument14 pagesComparative Study On Ring, Rotor and Air-Jet Spun Yarn: Sharif Ahmedgizex2013No ratings yet
- Novibra SpindlesDocument12 pagesNovibra SpindlesAbirami SpinnersNo ratings yet
- Bulletin Vol.17 ToyotaDocument8 pagesBulletin Vol.17 ToyotaRakeahkumarDabkeyaNo ratings yet
- Virendra Oberoi-Automation in Ring Spinning MachinesDocument28 pagesVirendra Oberoi-Automation in Ring Spinning MachinesDurai RajNo ratings yet
- Rieter Rotor Semi r36 Brochure 3101 v1 87068 enDocument28 pagesRieter Rotor Semi r36 Brochure 3101 v1 87068 enHai PhamNo ratings yet
- Loptex DechangDocument1 pageLoptex DechangZahid RahmanNo ratings yet
- Spinning Section Trutzschler: ITMA 2019 New Machinery / New Innovations DisplayedDocument8 pagesSpinning Section Trutzschler: ITMA 2019 New Machinery / New Innovations DisplayedPadmanaban PasuvalingamNo ratings yet
- Ring Spinning Vs All Technologies Part 2Document29 pagesRing Spinning Vs All Technologies Part 2SOhaib KazmeNo ratings yet
- Processing Indian Raw Cotton Special Print 2285-V1 en 31635Document19 pagesProcessing Indian Raw Cotton Special Print 2285-V1 en 31635Aqeel AhmedNo ratings yet
- Speed Frame MachineDocument20 pagesSpeed Frame MachineSudheer Singh chauhanNo ratings yet
- List of BooksDocument4 pagesList of BooksPrathmesh BharukaNo ratings yet
- Effect of Changing Arm Pressure of Draft PDFDocument11 pagesEffect of Changing Arm Pressure of Draft PDFNeelakandan DNo ratings yet
- Sulur Ranga TextilesDocument38 pagesSulur Ranga TextilesraviNo ratings yet
- Spin Plan - Synthetic YarnDocument1 pageSpin Plan - Synthetic Yarnardhendu1No ratings yet
- Spin Plan Bengal ThesisDocument149 pagesSpin Plan Bengal Thesisstylish eagleNo ratings yet
- COMBING Clothing PDFDocument32 pagesCOMBING Clothing PDFSanmedha AmbureNo ratings yet
- RX300 Installation Manual ENGDocument88 pagesRX300 Installation Manual ENGMuhammad AliNo ratings yet
- Spin Plan-Existing RFDocument1 pageSpin Plan-Existing RFardhendu1No ratings yet
- Classimat Yarn Faults: March 2015Document11 pagesClassimat Yarn Faults: March 2015ram lingamNo ratings yet
- Sitra Janfeb2015newsDocument22 pagesSitra Janfeb2015newsVenkat PrasannaNo ratings yet
- F CA-drawframes Combingsection Lowres MarzoliDocument32 pagesF CA-drawframes Combingsection Lowres MarzoliAshiqueNo ratings yet
- Rieter Roving Frame f19 f39 3265 v21 v21 enDocument2 pagesRieter Roving Frame f19 f39 3265 v21 v21 enSudheer Singh chauhanNo ratings yet
- COTTON USA Global Fax Update - November 2010Document2 pagesCOTTON USA Global Fax Update - November 2010mlganesh666No ratings yet
- Sussen CompactDocument8 pagesSussen CompactArumugham RMNo ratings yet
- Automation SpinningDocument12 pagesAutomation Spinningkathirvelus9408No ratings yet
- Impact of Carding Segments On Quality of Card Sliver: Practical HintsDocument1 pageImpact of Carding Segments On Quality of Card Sliver: Practical HintsAqeel AhmedNo ratings yet
- We Are The Leaders in Knitted Fabrics of All Kinds in The Sub ContinentDocument6 pagesWe Are The Leaders in Knitted Fabrics of All Kinds in The Sub ContinentMansoor KhanaliNo ratings yet
- Mansoor Ali Khan: Summary of QualificationsDocument6 pagesMansoor Ali Khan: Summary of QualificationsMansoor Khanali100% (1)
- Dail Visit Report: Discussion About ProporsalDocument3 pagesDail Visit Report: Discussion About ProporsalMansoor KhanaliNo ratings yet
- 1 No of Looms A.New Summum B.Omni Plus 585 90 465 89 3 2 Type 3 No Frames 4 Assign No of Looms To WeaverDocument3 pages1 No of Looms A.New Summum B.Omni Plus 585 90 465 89 3 2 Type 3 No Frames 4 Assign No of Looms To WeaverMansoor KhanaliNo ratings yet
- Illumination Conditions and Visual Comfort in Production Spaces of Ready-Made Garments Factories in DhakaDocument6 pagesIllumination Conditions and Visual Comfort in Production Spaces of Ready-Made Garments Factories in DhakaMansoor KhanaliNo ratings yet
- Count, Construction and Width of Common Cotton FabricsDocument3 pagesCount, Construction and Width of Common Cotton FabricsMansoor KhanaliNo ratings yet
- Commonwealth of Independent States )Document3 pagesCommonwealth of Independent States )Mansoor KhanaliNo ratings yet
- Quality Policy: Weinu Curtain Trading PLCDocument1 pageQuality Policy: Weinu Curtain Trading PLCMansoor KhanaliNo ratings yet
- Sample Resume - Executive CVDocument4 pagesSample Resume - Executive CVMansoor KhanaliNo ratings yet
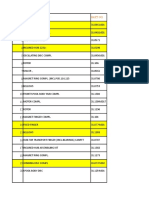
- Economizer 01 No. S. # Description SizeDocument1 pageEconomizer 01 No. S. # Description SizeMansoor KhanaliNo ratings yet
- Parts RequestDocument4 pagesParts RequestMansoor KhanaliNo ratings yet
- Pcs 45000 8203 36797 26th March 12000 Pcs 14400 6852 7548 7th MarchDocument2 pagesPcs 45000 8203 36797 26th March 12000 Pcs 14400 6852 7548 7th MarchMansoor KhanaliNo ratings yet
- Homeopathy in Intensive Care and Emergency Medicine Michael Frass Martin Buendner.14188 1Document10 pagesHomeopathy in Intensive Care and Emergency Medicine Michael Frass Martin Buendner.14188 1Mansoor Khanali100% (2)
- Developing An Incentive Scheme For A ProjectDocument14 pagesDeveloping An Incentive Scheme For A ProjectMansoor KhanaliNo ratings yet
- 11 - Chapter 6 PDFDocument14 pages11 - Chapter 6 PDFMansoor KhanaliNo ratings yet
- Stenter Exhaust Heat Recovery For Combustion Air PreheatingDocument17 pagesStenter Exhaust Heat Recovery For Combustion Air PreheatingMansoor Khanali100% (1)
- AESA Air Engineering ProjectsDocument2 pagesAESA Air Engineering ProjectsMansoor KhanaliNo ratings yet
- Hall Exb 4Document2 pagesHall Exb 4Mansoor KhanaliNo ratings yet
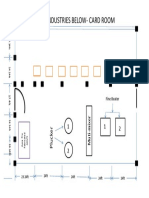
- Amna Below RoomDocument1 pageAmna Below RoomMansoor KhanaliNo ratings yet
- Mantex Carbon BobbinsDocument2 pagesMantex Carbon BobbinsMansoor KhanaliNo ratings yet
- YarnsDocument2 pagesYarnsvin_sinNo ratings yet
- Complex Plant For Denim Yarn Spinning, Fabric Weaving, Finishing and Garment ProductionDocument1 pageComplex Plant For Denim Yarn Spinning, Fabric Weaving, Finishing and Garment ProductionMansoor KhanaliNo ratings yet
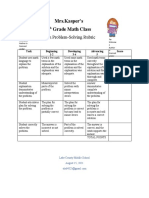
- Problemsolving RubricDocument1 pageProblemsolving Rubricapi-560491685No ratings yet
- Nissan Sentra ECMDocument11 pagesNissan Sentra ECMSalvador Manuel Rocha CastilloNo ratings yet
- VP3401 As04Document2 pagesVP3401 As04shivamtyagi68637No ratings yet
- Miller PreviewDocument252 pagesMiller PreviewcqpresscustomNo ratings yet
- Crossing The Bar Critique PaperDocument2 pagesCrossing The Bar Critique PapermaieuniceNo ratings yet
- Group 24 ReportDocument48 pagesGroup 24 ReportVishwanath GroupsNo ratings yet
- Eastron Electronic Co., LTDDocument2 pagesEastron Electronic Co., LTDasd qweNo ratings yet
- TakeawayDocument6 pagesTakeawayWilman VasquezNo ratings yet
- Digital Banking A Case Study of India: Solid State Technology December 2020Document10 pagesDigital Banking A Case Study of India: Solid State Technology December 2020Mohit PacharNo ratings yet
- Application of Buoyancy-Power Generator For Compressed Air Energy Storage Using A Fluid-Air Displacement System - ScienceDirectDocument7 pagesApplication of Buoyancy-Power Generator For Compressed Air Energy Storage Using A Fluid-Air Displacement System - ScienceDirectJoel Stanley TylerNo ratings yet
- Asmaa Mamdouh CVDocument1 pageAsmaa Mamdouh CVAsmaa MamdouhNo ratings yet
- Assignment 04 Solved (NAEEM HUSSAIN 18-CS-47)Document7 pagesAssignment 04 Solved (NAEEM HUSSAIN 18-CS-47)NAEEM HUSSAINNo ratings yet
- UntitledDocument2 pagesUntitledelleNo ratings yet
- Final Simple Research (BS CRIM. 1-ALPHA)Document5 pagesFinal Simple Research (BS CRIM. 1-ALPHA)Julius VeluntaNo ratings yet
- Catalog de Produse - BTRDocument62 pagesCatalog de Produse - BTRdaliproiectareNo ratings yet
- Hell by D.L. MoodyDocument7 pagesHell by D.L. MoodyLisaNo ratings yet
- 4 Thematic Analysis TemplateDocument19 pages4 Thematic Analysis Templateapi-591189885No ratings yet
- Drug Dosage and IV Rates Calculations PDFDocument6 pagesDrug Dosage and IV Rates Calculations PDFvarmaNo ratings yet
- Admin,+56 Ism.v11i1.557Document5 pagesAdmin,+56 Ism.v11i1.557Reni Tri AstutiNo ratings yet
- Arithmetic 1Document15 pagesArithmetic 1arman malikNo ratings yet
- Alarm Security Pic - Google ShoppingDocument1 pageAlarm Security Pic - Google Shoppingleeleeleebc123No ratings yet
- Exploring Music in ContextDocument3 pagesExploring Music in ContextpkutinNo ratings yet
- Object Oriented Programming (OOP) - CS304 Power Point Slides Lecture 21Document49 pagesObject Oriented Programming (OOP) - CS304 Power Point Slides Lecture 21Sameer HaneNo ratings yet
- DAPA Teams Spider DiagramDocument2 pagesDAPA Teams Spider DiagramEduardoJaimeNo ratings yet
- Teaching Language-Learning StrategiesDocument6 pagesTeaching Language-Learning StrategiesviviNo ratings yet
- Edmund Burke Maroon 2/4/18Document1 pageEdmund Burke Maroon 2/4/18Chicago MaroonNo ratings yet
- Rikki Tikki Tavi Story Lesson PlanDocument3 pagesRikki Tikki Tavi Story Lesson Planapi-248341220No ratings yet
- Informe Sobre El Manejo de CostasDocument88 pagesInforme Sobre El Manejo de CostasMetro Puerto RicoNo ratings yet
- ManualeDelphi IngleseDocument86 pagesManualeDelphi IngleseoxooxooxoNo ratings yet