Download as pdf or txt
You might also like
- ASME Sec V - 2019 - Article 5Document9 pagesASME Sec V - 2019 - Article 5Mohsin IamNo ratings yet
- PAUTDocument122 pagesPAUTMohsin IamNo ratings yet
- Underground Gravity Sewers Specification CVS02700 PDFDocument12 pagesUnderground Gravity Sewers Specification CVS02700 PDFNassim Sabri0% (1)
- Manichaean Psalms and Other WritingsDocument20 pagesManichaean Psalms and Other WritingsDaniMoldo100% (1)
- Study On Wear Mechanisms in Drilling of Inconel 718 SuperalloyDocument5 pagesStudy On Wear Mechanisms in Drilling of Inconel 718 SuperalloyPalash RoyChoudhuryNo ratings yet
- Metallography Bwelch11Document9 pagesMetallography Bwelch11Paviter SinghNo ratings yet
- Tensile Notch Inconel 625Document24 pagesTensile Notch Inconel 625多如No ratings yet
- Advpub 2017-443Document10 pagesAdvpub 2017-443Natalia Camila Rodríguez LatorreNo ratings yet
- Effect of Reinforcement of Zro2 On MechaDocument5 pagesEffect of Reinforcement of Zro2 On Mechaafifaruq etwinNo ratings yet
- The Jominy EndDocument11 pagesThe Jominy Endanne2003900% (1)
- Fundamentals of Materials Science & Engineering: Lab Report 1,2,3,4Document13 pagesFundamentals of Materials Science & Engineering: Lab Report 1,2,3,4MoeNo ratings yet
- Chip Evacuation of PCB Micro-Drilling and High-Speed PhotographyDocument7 pagesChip Evacuation of PCB Micro-Drilling and High-Speed PhotographyChethan GowdaNo ratings yet
- Title:: Introduction To Sample Preparation and Optical Microscope For Metallographic ObservationDocument19 pagesTitle:: Introduction To Sample Preparation and Optical Microscope For Metallographic ObservationAmirul Shahmin B. ZubirNo ratings yet
- IJERT Experimental Study of Behavior ofDocument4 pagesIJERT Experimental Study of Behavior ofAdnan NajemNo ratings yet
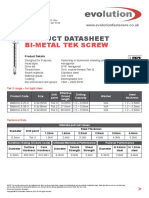
- Metal Tek ScrewDocument2 pagesMetal Tek ScrewAmin SalahNo ratings yet
- Exp 3 CompleteDocument19 pagesExp 3 CompleteEddie TangNo ratings yet
- Effect Analysis of An Arc-strike-Induced Defect On The Failure of A Post-Tensioned ThreadbarDocument9 pagesEffect Analysis of An Arc-strike-Induced Defect On The Failure of A Post-Tensioned ThreadbarnaderbahramiNo ratings yet
- Welding Pipeline HandbookDocument64 pagesWelding Pipeline HandbookJose Luis Roca Cordova100% (1)
- Lab 6Document20 pagesLab 6oliverparkudjaNo ratings yet
- Wear TestDocument10 pagesWear TestpawanrajNo ratings yet
- Paper Impact of Stencil Foil Type On Solder Paste Transfer EfficiencyDocument8 pagesPaper Impact of Stencil Foil Type On Solder Paste Transfer Efficiencybhf_86No ratings yet
- Multi-Axial Fatigue Life Prediction of Bellow Expansion JointDocument8 pagesMulti-Axial Fatigue Life Prediction of Bellow Expansion JointedmondNo ratings yet
- TCVN 4395-1986Document11 pagesTCVN 4395-1986huytai8613No ratings yet
- AC4CDocument6 pagesAC4CTay Chu YenNo ratings yet
- A Laser Beam Machining LBM Database For The CuttinDocument10 pagesA Laser Beam Machining LBM Database For The CuttinajaythermalNo ratings yet
- Operating Instructions For Eclipse Refractometer - 2013 - EnglishDocument16 pagesOperating Instructions For Eclipse Refractometer - 2013 - Englisharavindan100% (1)
- Analisis de Falla Por Fatiga Eje de Hiladora de FiqueDocument15 pagesAnalisis de Falla Por Fatiga Eje de Hiladora de FiqueAMERIKARNo ratings yet
- Design and Analysis of A Fork LiftDocument12 pagesDesign and Analysis of A Fork LiftPacy MugishoNo ratings yet
- Manual Ultrasonic Inspection of Thin Metal Welds: Capucine - Carpentier@twi - Co.ukDocument16 pagesManual Ultrasonic Inspection of Thin Metal Welds: Capucine - Carpentier@twi - Co.ukdarouichNo ratings yet
- PTE Catalogue 2020Document122 pagesPTE Catalogue 2020PP043No ratings yet
- Final MaterialDocument13 pagesFinal MaterialmahmoudNo ratings yet
- Tribological Studies of Shrinkage Defect and Effective Yield Upgrade of Grey Cast-Iron CastingsDocument11 pagesTribological Studies of Shrinkage Defect and Effective Yield Upgrade of Grey Cast-Iron CastingsIJRASETPublicationsNo ratings yet
- Cantilever Beam Bending TestDocument12 pagesCantilever Beam Bending TestLogan Dabuma100% (1)
- Bai Bao Nuoc Ngoai Sau TS 12Document8 pagesBai Bao Nuoc Ngoai Sau TS 12EL NeidNo ratings yet
- Open Book, Open Notes, Computers With Internet Off Time: 80 MinutesDocument15 pagesOpen Book, Open Notes, Computers With Internet Off Time: 80 MinutesNatanaelNo ratings yet
- Design and Manufacturing Simulation of PDocument9 pagesDesign and Manufacturing Simulation of PAnkit SahuNo ratings yet
- Final em Material ManualDocument43 pagesFinal em Material Manualprashant patilNo ratings yet
- Microcomputed Tomographic Evaluation of Techniques For Warm Gutta-Percha ObturationDocument5 pagesMicrocomputed Tomographic Evaluation of Techniques For Warm Gutta-Percha ObturationKhalid AhmedNo ratings yet
- Design and Analysis of Metal Composite Hybrid Wheel RimDocument8 pagesDesign and Analysis of Metal Composite Hybrid Wheel Rim16mariusNo ratings yet
- Analysis On Performance of Different Parameters During Abrasive Jet Machining by Taguchi MethodDocument7 pagesAnalysis On Performance of Different Parameters During Abrasive Jet Machining by Taguchi MethodAnuj TripathiNo ratings yet
- Final Examination SEMESTER I, SESSION2014/2015Document13 pagesFinal Examination SEMESTER I, SESSION2014/2015Mohamad Yusuf HelmiNo ratings yet
- Surface Abrasion of Glazed Ceramic Tiles: A New Investigation TechniqueDocument5 pagesSurface Abrasion of Glazed Ceramic Tiles: A New Investigation Techniquesarvan shivaNo ratings yet
- Rapid Fabrication of Nylon Surgical Sutures by 3D PrintingDocument5 pagesRapid Fabrication of Nylon Surgical Sutures by 3D PrintingjournalNo ratings yet
- Determination of The Maximum Forming Angle of Some Carbon Steel Metal SheetsDocument4 pagesDetermination of The Maximum Forming Angle of Some Carbon Steel Metal Sheetsዘረአዳም ዘመንቆረርNo ratings yet
- Ref 13 Effect of Die Design in Microchannel Tube ExtrusionDocument6 pagesRef 13 Effect of Die Design in Microchannel Tube Extrusionmohammadreza hajialiNo ratings yet
- Plasma CUTDocument5 pagesPlasma CUTpmendonça_18No ratings yet
- Experimental Procedures: 3.1 Material SelectionDocument32 pagesExperimental Procedures: 3.1 Material SelectionkarsanNo ratings yet
- Technical Interview Questions For Fresher Mechanical Design EngineersDocument12 pagesTechnical Interview Questions For Fresher Mechanical Design EngineersRavisatya DasamNo ratings yet
- Polimac Gabion - 0303042018 PDFDocument2 pagesPolimac Gabion - 0303042018 PDFSuntharathevan RamasamyNo ratings yet
- Non-Destructive Testing of Continuously Cast Billets by Means of The Laser Triangulation MethodDocument8 pagesNon-Destructive Testing of Continuously Cast Billets by Means of The Laser Triangulation MethodSyed HasniNo ratings yet
- Diamalloy-2001, WC Coating Developed On Mild Steel Through Laser CladdingDocument19 pagesDiamalloy-2001, WC Coating Developed On Mild Steel Through Laser CladdingAbhijit KumarNo ratings yet
- penerbit,+RPMME+Vol 2+no 1+ (213-222)Document10 pagespenerbit,+RPMME+Vol 2+no 1+ (213-222)phongkhungphuhoi1986No ratings yet
- Manufacturing Laboratory-I (ME207) ReportDocument4 pagesManufacturing Laboratory-I (ME207) ReportMD. ATHAR HASSANNo ratings yet
- Micromechanisms of Deformation and Fracture in Shearing Aluminum Alloy SheetDocument17 pagesMicromechanisms of Deformation and Fracture in Shearing Aluminum Alloy SheetChandra ClarkNo ratings yet
- Jj508 Engineering Laboratory 3 Lab Report: Title: Metallographic Specimen PreparationDocument10 pagesJj508 Engineering Laboratory 3 Lab Report: Title: Metallographic Specimen PreparationOnsen Ong Min XuanNo ratings yet
- Data Teknis Hive Honeycomb KoreaDocument70 pagesData Teknis Hive Honeycomb KoreailhamhanafyNo ratings yet
- Scratch TestDocument16 pagesScratch TestNavdeep SinghNo ratings yet
- Design and Fabrication of Metal Spinning ComponentsDocument6 pagesDesign and Fabrication of Metal Spinning ComponentsAnonymous VRspXsmNo ratings yet
- Cam Projectt.Document16 pagesCam Projectt.fu MozaNo ratings yet
- Mech-IJME-Influence of The - NECIB DjilaniDocument10 pagesMech-IJME-Influence of The - NECIB Djilaniiaset123No ratings yet
- 10 1016@j Phpro 2013 03 070Document10 pages10 1016@j Phpro 2013 03 070kamal touilebNo ratings yet
- Influence of Welding Variables On Indentation Depth in Ultrasonically Welded Al/Cu Dissimilar Joints and Theoretical Fracture Load EstimationDocument6 pagesInfluence of Welding Variables On Indentation Depth in Ultrasonically Welded Al/Cu Dissimilar Joints and Theoretical Fracture Load Estimationmantra2010No ratings yet
- The Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryFrom EverandThe Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryNo ratings yet
- Inspection Procedure For The Eniq Pilot Study: European CommissionDocument66 pagesInspection Procedure For The Eniq Pilot Study: European CommissionMohsin IamNo ratings yet
- Circular Job PAUTDocument14 pagesCircular Job PAUTMohsin IamNo ratings yet
- Guided Wave Resonance Tuning For Pipe Inspection: James BarshingerDocument8 pagesGuided Wave Resonance Tuning For Pipe Inspection: James BarshingerMohsin IamNo ratings yet
- Ultrasonic Matrix ArrayDocument10 pagesUltrasonic Matrix ArrayMohsin IamNo ratings yet
- Ultrasonic Examination of Difficult" Welds: Biuro@ultra - Wroclaw.plDocument6 pagesUltrasonic Examination of Difficult" Welds: Biuro@ultra - Wroclaw.plMohsin IamNo ratings yet
- TimerDocument2 pagesTimerMohsin IamNo ratings yet
- Inspection Procedure For The Eniq Pilot Study: European CommissionDocument66 pagesInspection Procedure For The Eniq Pilot Study: European CommissionMohsin IamNo ratings yet
- Pec Probe CatalogDocument14 pagesPec Probe CatalogMohsin IamNo ratings yet
- PAUT TerminologyDocument44 pagesPAUT TerminologyMohsin Iam100% (2)
- Characterization of Small Defects Using Total Focusing MethodDocument6 pagesCharacterization of Small Defects Using Total Focusing MethodMohsin IamNo ratings yet
- Ultrasonic Lamb WaveDocument12 pagesUltrasonic Lamb WaveMohsin IamNo ratings yet
- Simulation of Ultrasonic Guided Wave Inspection in CIVA Software PlatformDocument10 pagesSimulation of Ultrasonic Guided Wave Inspection in CIVA Software PlatformMohsin IamNo ratings yet
- PAUT - Mode ConversionDocument8 pagesPAUT - Mode ConversionMohsin IamNo ratings yet
- List of Recent Sponsored Research ProjectsDocument8 pagesList of Recent Sponsored Research ProjectsHhuNo ratings yet
- Step One: The SpringboardDocument8 pagesStep One: The SpringboardmsoonNo ratings yet
- Blacklisted ContractorsDocument6 pagesBlacklisted ContractorsMerri ChanNo ratings yet
- Gde GC Consumables MasterDocument36 pagesGde GC Consumables MastersatishNo ratings yet
- Public Sphere, by Gerard DelantyDocument2 pagesPublic Sphere, by Gerard DelantycarlosusassNo ratings yet
- Yeni Model 11 Ci Sinif Sinaqlari - 6Document3 pagesYeni Model 11 Ci Sinif Sinaqlari - 6hlopchik1415No ratings yet
- SysCon 09 Lag Lead by Root LocusDocument31 pagesSysCon 09 Lag Lead by Root LocusngmaherNo ratings yet
- Abraham Maslow 1Document6 pagesAbraham Maslow 1api-267620055No ratings yet
- Brittany Turner ResumeDocument2 pagesBrittany Turner ResumeBrittany TurnerNo ratings yet
- Heart of Darkness, Which Narrates The Story of Marlow, The Narrator's Captain, Is Written WithDocument7 pagesHeart of Darkness, Which Narrates The Story of Marlow, The Narrator's Captain, Is Written Withrupal aroraNo ratings yet
- OCLC Top 1000 Books Complete List - 2005 - With CoversDocument191 pagesOCLC Top 1000 Books Complete List - 2005 - With CoversmtwdrmNo ratings yet
- Lesson 11 An Earnest ParableDocument3 pagesLesson 11 An Earnest ParableKing Cajayon33% (3)
- CH 35Document73 pagesCH 35api-234521500100% (1)
- Overview Success Criteria and Critical Success Factors in Project ManagementDocument6 pagesOverview Success Criteria and Critical Success Factors in Project ManagementbetamNo ratings yet
- Brachistochrone Problem Inside The Earth Revisited: Motohiko SaitohDocument4 pagesBrachistochrone Problem Inside The Earth Revisited: Motohiko SaitohFlor Hernandez TiscareñoNo ratings yet
- Crop Improvement of WheatDocument24 pagesCrop Improvement of WheatRabeesh VermaNo ratings yet
- Gs ManualDocument27 pagesGs ManualfauziNo ratings yet
- 9-12sept2020 DC Motor DONEDocument9 pages9-12sept2020 DC Motor DONEKaushik KunaleNo ratings yet
- International Law of The Sea SyllabusDocument7 pagesInternational Law of The Sea SyllabusTony George PuthucherrilNo ratings yet
- Pemeriksaan Nervus FasialisDocument25 pagesPemeriksaan Nervus FasialisAldy BimaNo ratings yet
- UPSC-CSE-Yogesh-Kumbhejkar-8-2015 Exam View PDFDocument11 pagesUPSC-CSE-Yogesh-Kumbhejkar-8-2015 Exam View PDFB AspirantNo ratings yet
- AssertivenessDocument97 pagesAssertivenessHemantNo ratings yet
- Lab REport Number Who Knows What (Mitosis)Document12 pagesLab REport Number Who Knows What (Mitosis)Michelle SeywaldNo ratings yet
- Psychological StatisticsDocument6 pagesPsychological StatisticsMarielle Francisco0% (1)
- Manchester University Press: de Stijl and Dutch ModernismDocument1 pageManchester University Press: de Stijl and Dutch ModernismHoàng YếnNo ratings yet
- Multi Step NotesDocument8 pagesMulti Step Notesapi-310503032No ratings yet
- Dairy 8nutrition MilkDocument2 pagesDairy 8nutrition MilkEnrique Heriberto Garcia RamirezNo ratings yet