Download as pdf or txt
You might also like
- TCM-4620-001 FORD 6R80 TO TCM-2600 New ConnectorDocument2 pagesTCM-4620-001 FORD 6R80 TO TCM-2600 New Connectorjoecosta77100% (5)
- Giantslayer - Poster Map FolioDocument5 pagesGiantslayer - Poster Map FolioGino Sansone100% (1)
- Imagining the Nation in Nature: Landscape Preservation and German Identity, 1885–1945From EverandImagining the Nation in Nature: Landscape Preservation and German Identity, 1885–1945No ratings yet
- voss_-terminalkart MAPDocument1 pagevoss_-terminalkart MAPpradheepNo ratings yet
- Offshore LTE ConnectivityDocument23 pagesOffshore LTE ConnectivityTeh Zairul Zainal AriffinNo ratings yet
- Chapter 14Document6 pagesChapter 14Konul AlizadehNo ratings yet
- Gassco Pipeline SystemDocument6 pagesGassco Pipeline SystemMilos BajicNo ratings yet
- Advt No. 01 of 2021 (126 Candidates List)Document15 pagesAdvt No. 01 of 2021 (126 Candidates List)Ashu DhawanNo ratings yet
- TransPennine Express Route Map May 2018Document1 pageTransPennine Express Route Map May 2018LucindaNo ratings yet
- Navtex Stations: Xviii Xvii XIX XX XXIDocument1 pageNavtex Stations: Xviii Xvii XIX XX XXIBill DjadNo ratings yet
- Carta LitoestratigraficaDocument1 pageCarta LitoestratigraficaangelicaNo ratings yet
- p1sm - 110 - Triscuit Layout Version 2Document1 pagep1sm - 110 - Triscuit Layout Version 2api-299328817No ratings yet
- Heidelberg Stein Song - Gustav Luders PDFDocument1 pageHeidelberg Stein Song - Gustav Luders PDFLupitajwNo ratings yet
- States of Matter - Mind Maps - Yakeen NEET 2.0 2025 (Legend)Document1 pageStates of Matter - Mind Maps - Yakeen NEET 2.0 2025 (Legend)pathansami1796No ratings yet
- Coupler Solenoid Wire Color Key Rear Coupler Front Coupler Main Wire Color TAN Blue Direction Strip Color Left RED Right Black UP Green Down YellowDocument5 pagesCoupler Solenoid Wire Color Key Rear Coupler Front Coupler Main Wire Color TAN Blue Direction Strip Color Left RED Right Black UP Green Down Yellowksdow87No ratings yet
- Norther Norway English 2017Document126 pagesNorther Norway English 2017Ricardo De La Concepción LealNo ratings yet
- Deutsche Hospitality HotelsDocument2 pagesDeutsche Hospitality Hotelsd7oombautista1126No ratings yet
- Civil Work Specification Part 40Document10 pagesCivil Work Specification Part 40AM MANo ratings yet
- 94A Series: Submittal Sheet Full Port Brass Ball ValveDocument1 page94A Series: Submittal Sheet Full Port Brass Ball Valvemaruthappan sundaramNo ratings yet
- SantaClausVillage Map 545x390-www-2.11.23 Osa1Document1 pageSantaClausVillage Map 545x390-www-2.11.23 Osa1MarlenneNo ratings yet
- CHEMISTRYDocument1 pageCHEMISTRYAYA SABAH FAREEDNo ratings yet
- CHEMISTRYDocument1 pageCHEMISTRYAYA SABAH FAREEDNo ratings yet
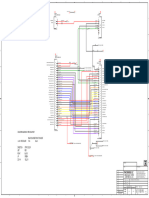
- UST1 Connection DetailsDocument1 pageUST1 Connection DetailsturbojoNo ratings yet
- Prescott One Departure: (PRC) (Obstacle) (PRC1.DRK)Document1 pagePrescott One Departure: (PRC) (Obstacle) (PRC1.DRK)Felipe GarciaNo ratings yet
- Ibcm 162Document1 pageIbcm 162Shyam J VyasNo ratings yet
- Wind Cave NPDocument1 pageWind Cave NPapi-19487128No ratings yet
- Worldwide Operations and Locations: North AmericaDocument1 pageWorldwide Operations and Locations: North AmericaLucas MeloNo ratings yet
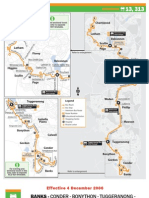
- Route 13-313Document3 pagesRoute 13-313IIIMystIIINo ratings yet
- Misida 2021Document1 pageMisida 2021ЕвгенийNo ratings yet
- PromoDocument1 pagePromorosleecdahNo ratings yet
- Flexpak SeriesDocument223 pagesFlexpak SeriesBulent KABADAYINo ratings yet
- AN Solution TanksDocument36 pagesAN Solution Tanksmagdy salehNo ratings yet
- Xtermination R2 StatusDocument33 pagesXtermination R2 Statusapi-3740051No ratings yet
- Xtermination R3 StrategyDocument33 pagesXtermination R3 Strategyapi-3740051No ratings yet
- Bruker Pulse Program CatalogueDocument4 pagesBruker Pulse Program CataloguepresatNo ratings yet
- Pro Engineer: DescriptionDocument1 pagePro Engineer: DescriptionGonzalo GalvezNo ratings yet
- CG LT Motor Catalogue-1Document25 pagesCG LT Motor Catalogue-1lightsonsNo ratings yet
- סיכום טוויטים למבחןDocument3 pagesסיכום טוויטים למבחןsbkfhcv8ygNo ratings yet
- Fants GroveDocument1 pageFants GrovekeeblerkhanNo ratings yet
- Gate Valve Parts: Section 1Document14 pagesGate Valve Parts: Section 1Enrique AssmannNo ratings yet
- Increased Oil Recovery at Troll by AIC With RCP-halvorsen2012Document16 pagesIncreased Oil Recovery at Troll by AIC With RCP-halvorsen2012MadhaviNo ratings yet
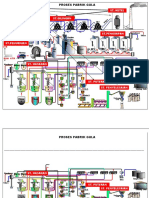
- St. Ketel St. Power House: Gil 2 Gil 1 Hammer Unigrator Cane CutterDocument4 pagesSt. Ketel St. Power House: Gil 2 Gil 1 Hammer Unigrator Cane Cuttererwin cahyo nugrohoNo ratings yet
- Delta PLC Analog Input Module Dvp04ad SDocument2 pagesDelta PLC Analog Input Module Dvp04ad Sbebe_roalbaNo ratings yet
- Corbett Campaign Cell Bills ItemizedDocument118 pagesCorbett Campaign Cell Bills ItemizedRock QuarryNo ratings yet
- Reign of Winter - 01 - The Snows of Summer - Interactive MapsDocument6 pagesReign of Winter - 01 - The Snows of Summer - Interactive MapsRichard BernardNo ratings yet
- 047 Innovative Mining at GarpenbergDocument6 pages047 Innovative Mining at GarpenbergKenny CasillaNo ratings yet
- Tides WorksheetDocument1 pageTides WorksheetjimmyjimmyNo ratings yet
- Earthing Test Arrangement SketchDocument1 pageEarthing Test Arrangement SketchMakesh KandanNo ratings yet
- Diagrama UnifilarDocument1 pageDiagrama UnifilarJose Alfredo Gonzalez CNo ratings yet
- Contingency Planning - St. Johns College 0Document15 pagesContingency Planning - St. Johns College 0AndrésFelipeCardonaNo ratings yet
- Palapa D at 113.0°E - LyngSatDocument5 pagesPalapa D at 113.0°E - LyngSatRusdi AbdullahNo ratings yet
- Tunnel Ventilation Requirements On CBTC Operation: Global Rail & TransitDocument20 pagesTunnel Ventilation Requirements On CBTC Operation: Global Rail & Transitmeletiosp METAVNo ratings yet
- Coal Mine 53 RealFinal - Trumpet 4Document3 pagesCoal Mine 53 RealFinal - Trumpet 4alejandro osorioNo ratings yet
- ORings-Backup Rings (JIS Equivalent)Document2 pagesORings-Backup Rings (JIS Equivalent)Alan ScarparoNo ratings yet
- Presentation 2009oil and GasDocument102 pagesPresentation 2009oil and Gasmalik1000No ratings yet
- 03022020112449Document6 pages03022020112449Iroell ZahwahNo ratings yet
- Septic Tank DIM. P 1572 T 832 Ø 782: Outlet Ø 4" Inlet Ø 4"Document3 pagesSeptic Tank DIM. P 1572 T 832 Ø 782: Outlet Ø 4" Inlet Ø 4"Jepriman NduruNo ratings yet
- XterminationR1a 4Document35 pagesXterminationR1a 4api-3740051No ratings yet
- Weakness - Zones in Rock TunnellingDocument8 pagesWeakness - Zones in Rock TunnellingcoldplateNo ratings yet
- Rolled Ball Screws Rolled Ball ScrewsDocument1 pageRolled Ball Screws Rolled Ball ScrewstrungNo ratings yet
- OTC-24958 MEIDP Owen Fracture Zone CrossingDocument16 pagesOTC-24958 MEIDP Owen Fracture Zone CrossingFrds123No ratings yet
- 29 April 2016 Heung Woo FD 22000 Involved in Construction of Tuas TerminalDocument1 page29 April 2016 Heung Woo FD 22000 Involved in Construction of Tuas TerminalFrds123No ratings yet
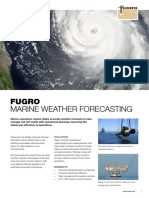
- Marine Weather ForecastingDocument4 pagesMarine Weather ForecastingFrds123No ratings yet
- Havila Venus PDFDocument5 pagesHavila Venus PDFFrds123No ratings yet
- TodoDocument38 pagesTodoFrds123No ratings yet
- Specialty SEACOR CheetahDocument2 pagesSpecialty SEACOR CheetahFrds123No ratings yet
- Mubarak Carrier SpecDocument1 pageMubarak Carrier SpecFrds123No ratings yet