
TES Without Ice: by Daniel Pare, P.E., Associate Member ASHRAE and Stephane Bilodeau, PH.D., P.E., Member ASHRAE
TES Without Ice: by Daniel Pare, P.E., Associate Member ASHRAE and Stephane Bilodeau, PH.D., P.E., Member ASHRAE
You might also like
- EmemDocument31 pagesEmemShannen Joyce Quitoriano0% (1)
- Straight Line Past Papers Unit 1 Outcome 1 AnswersDocument13 pagesStraight Line Past Papers Unit 1 Outcome 1 AnswersNarendra MupparajuNo ratings yet
- Saman & SaidDocument6 pagesSaman & SaidojventuriniNo ratings yet
- Modified CO2-Based Combined Cooling and Power Cycle With Multi-Mode and Adjustable AbilityDocument18 pagesModified CO2-Based Combined Cooling and Power Cycle With Multi-Mode and Adjustable AbilityyonghaosingularityNo ratings yet
- Factsheet: Energy Efficiency For Cold StoragesDocument2 pagesFactsheet: Energy Efficiency For Cold StoragesAshish RegmiNo ratings yet
- Laboratory Testing of Solar Combi System With Compact Long - 2016 - Energy ProcDocument8 pagesLaboratory Testing of Solar Combi System With Compact Long - 2016 - Energy Procbeauty xuNo ratings yet
- A Refrigerator Without Compressor Powered by SolarDocument5 pagesA Refrigerator Without Compressor Powered by SolarHumberto Hümbërtheizý Jr.No ratings yet
- Articulo 1Document12 pagesArticulo 1José AokiNo ratings yet
- 1 s2.0 S0360544220324130 MainDocument14 pages1 s2.0 S0360544220324130 Mainadeodatus alfaNo ratings yet
- An Outstanding Method For Saving Energy-Optimal Chiller OperationDocument6 pagesAn Outstanding Method For Saving Energy-Optimal Chiller Operation1305619200ljwNo ratings yet
- Cryogenic Equipment - MCHEDocument9 pagesCryogenic Equipment - MCHED K S100% (1)
- RAC Case StudyDocument11 pagesRAC Case StudyShubham GawdeNo ratings yet
- Solar Energy For Cooling and RefrigeratiDocument10 pagesSolar Energy For Cooling and RefrigeratiAli hegaigNo ratings yet
- Vapor Compressor SystemDocument9 pagesVapor Compressor SystemMarshal ReaganNo ratings yet
- Thermal Ice Storage Application & Design GuideDocument68 pagesThermal Ice Storage Application & Design GuideJosh Garcia100% (1)
- Refrigeration Paper in IJSER FormatDocument14 pagesRefrigeration Paper in IJSER Formattitto84886No ratings yet
- Energy and Buildings: Mahmood Mastani Joybari, Fariborz Haghighat, Jeff Moffat, Paul SraDocument14 pagesEnergy and Buildings: Mahmood Mastani Joybari, Fariborz Haghighat, Jeff Moffat, Paul SraKingNo ratings yet
- 0 5 Fresh Water 1-S2.0-S1359431118320027-MainDocument15 pages0 5 Fresh Water 1-S2.0-S1359431118320027-MainJohanNo ratings yet
- 4 Aili Et Al 2021 Reducao Consumo Agua em Usinas Termeletrica Usando Resfriamento RadioativoDocument19 pages4 Aili Et Al 2021 Reducao Consumo Agua em Usinas Termeletrica Usando Resfriamento RadioativoManoel HolandaNo ratings yet
- ASHRAE - Series Series Counterflow For Central Chilled Water PlantsDocument7 pagesASHRAE - Series Series Counterflow For Central Chilled Water PlantsAntonio LebrunNo ratings yet
- Evaluation of CO Post Combustion Capture Integration With Combined Cycle Power and Desalination Co-Generation PlantDocument7 pagesEvaluation of CO Post Combustion Capture Integration With Combined Cycle Power and Desalination Co-Generation PlantSagar KumarNo ratings yet
- Advances in Cryogenic Chilling Technology For Deep MinesDocument12 pagesAdvances in Cryogenic Chilling Technology For Deep MinesvinayakbunNo ratings yet
- Jurnal STEDocument16 pagesJurnal STEMuthiaNurFadhilahNo ratings yet
- RAC Case StudyDocument11 pagesRAC Case StudyshubhamNo ratings yet
- Ormat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Document5 pagesOrmat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Anonymous Cxriyx9HIX100% (1)
- Sco2-Heat ExchangerDocument21 pagesSco2-Heat ExchangerAmitSharmaNo ratings yet
- Problemas Microbiologicos en TorresDocument4 pagesProblemas Microbiologicos en TorresSandra OrdoñezNo ratings yet
- Design & Construction of LiBr - H2O MachineDocument26 pagesDesign & Construction of LiBr - H2O MachineRana Abdul RehmanNo ratings yet
- 1057 FinalDocument10 pages1057 FinalelmonemNo ratings yet
- RDM FJ Need Case Study v22Document2 pagesRDM FJ Need Case Study v22navindranNo ratings yet
- Report On The Benefits of Ice-Based Thermal Storage For District Cooling in The Middle East RegionDocument15 pagesReport On The Benefits of Ice-Based Thermal Storage For District Cooling in The Middle East Regionpsn_kylmNo ratings yet
- Energy: H. Rosyid, R. Koestoer, N. Putra, Nasruddin, A.A. Mohamad, YanuarDocument9 pagesEnergy: H. Rosyid, R. Koestoer, N. Putra, Nasruddin, A.A. Mohamad, YanuarIvanNo ratings yet
- ConclusionDocument1 pageConclusionPdijk 007No ratings yet
- Jten 2016 2 6.1210Document12 pagesJten 2016 2 6.1210danish5aliNo ratings yet
- TES AHRI EXPO Educational Session Power Point Presentation 2 6 2023Document55 pagesTES AHRI EXPO Educational Session Power Point Presentation 2 6 2023Santosh JayasavalNo ratings yet
- Energies Scott Base PDFDocument12 pagesEnergies Scott Base PDFSusan KrumdieckNo ratings yet
- SMA EngineDocument44 pagesSMA EngineJayabharath GuredyNo ratings yet
- GT - Turbine Inlet CoolingDocument12 pagesGT - Turbine Inlet CoolingSharon Lambert100% (2)
- 反向建模 负荷优化Document12 pages反向建模 负荷优化异次元雷少AulayNo ratings yet
- Chiller OptimisationDocument6 pagesChiller OptimisationJonathan WuNo ratings yet
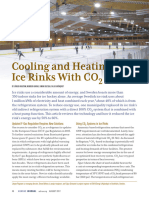
- ASHRAE Journal Cooling and Heating Ice Rinks With CO2Document9 pagesASHRAE Journal Cooling and Heating Ice Rinks With CO2jrodNo ratings yet
- Carbon Dioxide Condensation Cycles For Power Production: G. AngelinoDocument9 pagesCarbon Dioxide Condensation Cycles For Power Production: G. AngelinoDa DdeNo ratings yet
- Applied Thermal Engineering: Mahade Omran Ali Abdulla, Emrah Deniz, Mustafa Karag Oz, Gürs Ah GürüfDocument11 pagesApplied Thermal Engineering: Mahade Omran Ali Abdulla, Emrah Deniz, Mustafa Karag Oz, Gürs Ah GürüfRoxanne MafokoaneNo ratings yet
- Absorption Refrigeration: Kevin D. Rafferty, P.E. Geo-Heat CenterDocument4 pagesAbsorption Refrigeration: Kevin D. Rafferty, P.E. Geo-Heat CenterRichard WeimerNo ratings yet
- J Ijrefrig 2018 08 001Document25 pagesJ Ijrefrig 2018 08 001Juan Pablo EspinosaNo ratings yet
- 1 s2.0 S0306261922016440 MainDocument13 pages1 s2.0 S0306261922016440 Main20M126 - KISSAN E SNo ratings yet
- Analysis of A 10 MW Recompression Supercritical Carbon Dioxide Cycle For Tropical Climatic Conditions Sathish Et AlDocument14 pagesAnalysis of A 10 MW Recompression Supercritical Carbon Dioxide Cycle For Tropical Climatic Conditions Sathish Et AlTanatswa MoyoNo ratings yet
- Angel LinoDocument9 pagesAngel LinoSAAD AL.SHAHRANINo ratings yet
- 1 s2.0 S0011227521001764 MainDocument12 pages1 s2.0 S0011227521001764 Mainem2304782No ratings yet
- Experimental Investigation On Cascade Refrigeration System With and Without Phase Change MaterialDocument8 pagesExperimental Investigation On Cascade Refrigeration System With and Without Phase Change MaterialijsretNo ratings yet
- Chiller Plant Operation Optimization: Energy-Efficient Primary-Only and Primary-Secondary SystemsDocument15 pagesChiller Plant Operation Optimization: Energy-Efficient Primary-Only and Primary-Secondary Systems1305619200ljwNo ratings yet
- Mathematical Modeling of A PCM Storage Tank in A Solar Cooling PlantDocument10 pagesMathematical Modeling of A PCM Storage Tank in A Solar Cooling PlantTahseen AlHattabNo ratings yet
- Trane Chiller Plant Admapn014en - 0105Document4 pagesTrane Chiller Plant Admapn014en - 0105a_salehiNo ratings yet
- Energy Conversion and Management: SciencedirectDocument15 pagesEnergy Conversion and Management: SciencedirectPuvaneswary VasuthevanNo ratings yet
- Teg - PV.PCM - Final PaperDocument29 pagesTeg - PV.PCM - Final Paperarianshapoor1234No ratings yet
- 38#Document16 pages38#Aissa DehaneNo ratings yet
- Organic Rankine Cycle Power PlantDocument6 pagesOrganic Rankine Cycle Power PlantPower PowerNo ratings yet
- A Comparative Study of Solar Cooling Technologies: Beethoven Narváez-RomoDocument7 pagesA Comparative Study of Solar Cooling Technologies: Beethoven Narváez-RomokunjNo ratings yet
- Water Efficiency in Thermal Power SectorDocument27 pagesWater Efficiency in Thermal Power Sectorhari reddyNo ratings yet
- Accepted Manuscript: International Journal of RefrigerationDocument38 pagesAccepted Manuscript: International Journal of RefrigerationWinarta AdiNo ratings yet
- Ichaklkaranji Powerloom Mega Clsuter LTD: Address of CommunicationDocument21 pagesIchaklkaranji Powerloom Mega Clsuter LTD: Address of CommunicationPranay SawantNo ratings yet
- Secop Capillary Tube Selector v1.0Document1 pageSecop Capillary Tube Selector v1.0Pranay SawantNo ratings yet
- d2 ChillerDocument3 pagesd2 ChillerPranay SawantNo ratings yet
- Brief Presentation ClimavenetaDocument5 pagesBrief Presentation ClimavenetaPranay SawantNo ratings yet
- Bid Acknowledgement: Eprocurement System Government of MaharashtraDocument1 pageBid Acknowledgement: Eprocurement System Government of MaharashtraPranay SawantNo ratings yet
- Percentage Boq: Validate Print HelpDocument6 pagesPercentage Boq: Validate Print HelpPranay SawantNo ratings yet
- Basis of Design: Bombay International SchoolDocument6 pagesBasis of Design: Bombay International SchoolPranay SawantNo ratings yet
- VRF Airconditioning SystemsDocument24 pagesVRF Airconditioning SystemsPranay SawantNo ratings yet
- Uploads Library LIBRARY 09A2347335E8DBC9tech Paper Ballast TankDocument6 pagesUploads Library LIBRARY 09A2347335E8DBC9tech Paper Ballast TankPranay SawantNo ratings yet
- Dowells Copper Terminals Pricelist 2017Document1 pageDowells Copper Terminals Pricelist 2017Pranay Sawant100% (2)
- Are Green Buildings Really Costlier?Document2 pagesAre Green Buildings Really Costlier?Pranay SawantNo ratings yet
- Appointment of Following Posts On Part-Time Basis in B.A.R.C. HospitalDocument2 pagesAppointment of Following Posts On Part-Time Basis in B.A.R.C. HospitalPranay SawantNo ratings yet
- Technicaldocs Ilovepdf CompressedDocument148 pagesTechnicaldocs Ilovepdf CompressedPranay SawantNo ratings yet
- IGBC Green Interiors ArticleDocument4 pagesIGBC Green Interiors ArticlePranay SawantNo ratings yet
- Vender FormDocument2 pagesVender FormPranay SawantNo ratings yet
- Hdpsychart Generic ManualDocument148 pagesHdpsychart Generic ManualPranay SawantNo ratings yet
- Overlapped Chromosome Segmentation and Separation of Touching Chromosome For Automated Chromosome ClassificationDocument4 pagesOverlapped Chromosome Segmentation and Separation of Touching Chromosome For Automated Chromosome ClassificationĐặng Thanh HuyềnNo ratings yet
- CH 10 SupplementaryDocument9 pagesCH 10 SupplementaryAdila ZambakovićNo ratings yet
- GFT 870Document32 pagesGFT 870Ha NguyenNo ratings yet
- Rahman MD Matiur-2230130236-10noDocument4 pagesRahman MD Matiur-2230130236-10noadnanNo ratings yet
- ABAP Good MaterialDocument150 pagesABAP Good MaterialMuhammad Javeed100% (2)
- Abaqus Tunnel LiningDocument7 pagesAbaqus Tunnel LiningAhsan SattarNo ratings yet
- CHE3001 Computational Methods in Process Engineering: Instructor Assistant Professor SeniorDocument39 pagesCHE3001 Computational Methods in Process Engineering: Instructor Assistant Professor SeniorAmol RastogiNo ratings yet
- Computer Network - CS610 Power Point Slides Lecture 17Document22 pagesComputer Network - CS610 Power Point Slides Lecture 17Ibrahim ChoudaryNo ratings yet
- Aashto TP 61 Determining The Percentage of Fracture in Coarse AggregateDocument5 pagesAashto TP 61 Determining The Percentage of Fracture in Coarse AggregateawangNo ratings yet
- Film Formation in Coatings - Properties, Mechanisms, and ApplicationsDocument10 pagesFilm Formation in Coatings - Properties, Mechanisms, and ApplicationsAadhi InnovativesNo ratings yet
- Vani's Blog 1Document21 pagesVani's Blog 1priyaNo ratings yet
- Calculating With Standard FormDocument2 pagesCalculating With Standard FormjulucesNo ratings yet
- Multiple Objetc Tracking Method Using Kalman FilterDocument5 pagesMultiple Objetc Tracking Method Using Kalman FiltermaxzoelNo ratings yet
- Petroleum Engineering Programme HandbookDocument79 pagesPetroleum Engineering Programme HandbookMohammed Shoaib50% (2)
- Inferential StatisticsDocument10 pagesInferential StatisticsSapana SonawaneNo ratings yet
- Basic of Physics and Chemistry in FireDocument25 pagesBasic of Physics and Chemistry in FireNihal KondaskarNo ratings yet
- Graphing CandyDocument3 pagesGraphing CandySosmileyNo ratings yet
- Ingarden Literary Work of ArtDocument4 pagesIngarden Literary Work of ArtDiana M.0% (1)
- SPE-196769-MS - Burdakov, Wolcott - WAG Pilot Design and ResultsDocument15 pagesSPE-196769-MS - Burdakov, Wolcott - WAG Pilot Design and ResultsDonald WolcottNo ratings yet
- Osiloskop Analog PDFDocument4 pagesOsiloskop Analog PDFSauqia MufidamuyassarNo ratings yet
- Operation Manual For ArcInfoDocument33 pagesOperation Manual For ArcInfoChristian ChacónNo ratings yet
- Percentile: ClassesDocument18 pagesPercentile: ClassesVIBHANSHU SINGHNo ratings yet
- Physics Practical For Class 10.Document16 pagesPhysics Practical For Class 10.uzayerrahman06No ratings yet
- Bpo C Chapter 14Document64 pagesBpo C Chapter 14Mutia SafitriNo ratings yet
- TTMO SyllabusDocument12 pagesTTMO SyllabusShavak SinananNo ratings yet
- Microwave Heating 5 8 GHZDocument5 pagesMicrowave Heating 5 8 GHZperejferrerNo ratings yet
- Chemistry End of Term Exam FinalDocument8 pagesChemistry End of Term Exam FinalTaaboNo ratings yet
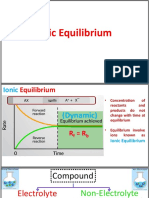
- Ionic EquilibriumDocument14 pagesIonic Equilibrium8842 AnuragNo ratings yet








































































































Download as pdf or txt
You might also like
- EmemDocument31 pagesEmemShannen Joyce Quitoriano0% (1)
- Straight Line Past Papers Unit 1 Outcome 1 AnswersDocument13 pagesStraight Line Past Papers Unit 1 Outcome 1 AnswersNarendra MupparajuNo ratings yet
- Saman & SaidDocument6 pagesSaman & SaidojventuriniNo ratings yet
- Modified CO2-Based Combined Cooling and Power Cycle With Multi-Mode and Adjustable AbilityDocument18 pagesModified CO2-Based Combined Cooling and Power Cycle With Multi-Mode and Adjustable AbilityyonghaosingularityNo ratings yet
- Factsheet: Energy Efficiency For Cold StoragesDocument2 pagesFactsheet: Energy Efficiency For Cold StoragesAshish RegmiNo ratings yet
- Laboratory Testing of Solar Combi System With Compact Long - 2016 - Energy ProcDocument8 pagesLaboratory Testing of Solar Combi System With Compact Long - 2016 - Energy Procbeauty xuNo ratings yet
- A Refrigerator Without Compressor Powered by SolarDocument5 pagesA Refrigerator Without Compressor Powered by SolarHumberto Hümbërtheizý Jr.No ratings yet
- Articulo 1Document12 pagesArticulo 1José AokiNo ratings yet
- 1 s2.0 S0360544220324130 MainDocument14 pages1 s2.0 S0360544220324130 Mainadeodatus alfaNo ratings yet
- An Outstanding Method For Saving Energy-Optimal Chiller OperationDocument6 pagesAn Outstanding Method For Saving Energy-Optimal Chiller Operation1305619200ljwNo ratings yet
- Cryogenic Equipment - MCHEDocument9 pagesCryogenic Equipment - MCHED K S100% (1)
- RAC Case StudyDocument11 pagesRAC Case StudyShubham GawdeNo ratings yet
- Solar Energy For Cooling and RefrigeratiDocument10 pagesSolar Energy For Cooling and RefrigeratiAli hegaigNo ratings yet
- Vapor Compressor SystemDocument9 pagesVapor Compressor SystemMarshal ReaganNo ratings yet
- Thermal Ice Storage Application & Design GuideDocument68 pagesThermal Ice Storage Application & Design GuideJosh Garcia100% (1)
- Refrigeration Paper in IJSER FormatDocument14 pagesRefrigeration Paper in IJSER Formattitto84886No ratings yet
- Energy and Buildings: Mahmood Mastani Joybari, Fariborz Haghighat, Jeff Moffat, Paul SraDocument14 pagesEnergy and Buildings: Mahmood Mastani Joybari, Fariborz Haghighat, Jeff Moffat, Paul SraKingNo ratings yet
- 0 5 Fresh Water 1-S2.0-S1359431118320027-MainDocument15 pages0 5 Fresh Water 1-S2.0-S1359431118320027-MainJohanNo ratings yet
- 4 Aili Et Al 2021 Reducao Consumo Agua em Usinas Termeletrica Usando Resfriamento RadioativoDocument19 pages4 Aili Et Al 2021 Reducao Consumo Agua em Usinas Termeletrica Usando Resfriamento RadioativoManoel HolandaNo ratings yet
- ASHRAE - Series Series Counterflow For Central Chilled Water PlantsDocument7 pagesASHRAE - Series Series Counterflow For Central Chilled Water PlantsAntonio LebrunNo ratings yet
- Evaluation of CO Post Combustion Capture Integration With Combined Cycle Power and Desalination Co-Generation PlantDocument7 pagesEvaluation of CO Post Combustion Capture Integration With Combined Cycle Power and Desalination Co-Generation PlantSagar KumarNo ratings yet
- Advances in Cryogenic Chilling Technology For Deep MinesDocument12 pagesAdvances in Cryogenic Chilling Technology For Deep MinesvinayakbunNo ratings yet
- Jurnal STEDocument16 pagesJurnal STEMuthiaNurFadhilahNo ratings yet
- RAC Case StudyDocument11 pagesRAC Case StudyshubhamNo ratings yet
- Ormat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Document5 pagesOrmat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Anonymous Cxriyx9HIX100% (1)
- Sco2-Heat ExchangerDocument21 pagesSco2-Heat ExchangerAmitSharmaNo ratings yet
- Problemas Microbiologicos en TorresDocument4 pagesProblemas Microbiologicos en TorresSandra OrdoñezNo ratings yet
- Design & Construction of LiBr - H2O MachineDocument26 pagesDesign & Construction of LiBr - H2O MachineRana Abdul RehmanNo ratings yet
- 1057 FinalDocument10 pages1057 FinalelmonemNo ratings yet
- RDM FJ Need Case Study v22Document2 pagesRDM FJ Need Case Study v22navindranNo ratings yet
- Report On The Benefits of Ice-Based Thermal Storage For District Cooling in The Middle East RegionDocument15 pagesReport On The Benefits of Ice-Based Thermal Storage For District Cooling in The Middle East Regionpsn_kylmNo ratings yet
- Energy: H. Rosyid, R. Koestoer, N. Putra, Nasruddin, A.A. Mohamad, YanuarDocument9 pagesEnergy: H. Rosyid, R. Koestoer, N. Putra, Nasruddin, A.A. Mohamad, YanuarIvanNo ratings yet
- ConclusionDocument1 pageConclusionPdijk 007No ratings yet
- Jten 2016 2 6.1210Document12 pagesJten 2016 2 6.1210danish5aliNo ratings yet
- TES AHRI EXPO Educational Session Power Point Presentation 2 6 2023Document55 pagesTES AHRI EXPO Educational Session Power Point Presentation 2 6 2023Santosh JayasavalNo ratings yet
- Energies Scott Base PDFDocument12 pagesEnergies Scott Base PDFSusan KrumdieckNo ratings yet
- SMA EngineDocument44 pagesSMA EngineJayabharath GuredyNo ratings yet
- GT - Turbine Inlet CoolingDocument12 pagesGT - Turbine Inlet CoolingSharon Lambert100% (2)
- 反向建模 负荷优化Document12 pages反向建模 负荷优化异次元雷少AulayNo ratings yet
- Chiller OptimisationDocument6 pagesChiller OptimisationJonathan WuNo ratings yet
- ASHRAE Journal Cooling and Heating Ice Rinks With CO2Document9 pagesASHRAE Journal Cooling and Heating Ice Rinks With CO2jrodNo ratings yet
- Carbon Dioxide Condensation Cycles For Power Production: G. AngelinoDocument9 pagesCarbon Dioxide Condensation Cycles For Power Production: G. AngelinoDa DdeNo ratings yet
- Applied Thermal Engineering: Mahade Omran Ali Abdulla, Emrah Deniz, Mustafa Karag Oz, Gürs Ah GürüfDocument11 pagesApplied Thermal Engineering: Mahade Omran Ali Abdulla, Emrah Deniz, Mustafa Karag Oz, Gürs Ah GürüfRoxanne MafokoaneNo ratings yet
- Absorption Refrigeration: Kevin D. Rafferty, P.E. Geo-Heat CenterDocument4 pagesAbsorption Refrigeration: Kevin D. Rafferty, P.E. Geo-Heat CenterRichard WeimerNo ratings yet
- J Ijrefrig 2018 08 001Document25 pagesJ Ijrefrig 2018 08 001Juan Pablo EspinosaNo ratings yet
- 1 s2.0 S0306261922016440 MainDocument13 pages1 s2.0 S0306261922016440 Main20M126 - KISSAN E SNo ratings yet
- Analysis of A 10 MW Recompression Supercritical Carbon Dioxide Cycle For Tropical Climatic Conditions Sathish Et AlDocument14 pagesAnalysis of A 10 MW Recompression Supercritical Carbon Dioxide Cycle For Tropical Climatic Conditions Sathish Et AlTanatswa MoyoNo ratings yet
- Angel LinoDocument9 pagesAngel LinoSAAD AL.SHAHRANINo ratings yet
- 1 s2.0 S0011227521001764 MainDocument12 pages1 s2.0 S0011227521001764 Mainem2304782No ratings yet
- Experimental Investigation On Cascade Refrigeration System With and Without Phase Change MaterialDocument8 pagesExperimental Investigation On Cascade Refrigeration System With and Without Phase Change MaterialijsretNo ratings yet
- Chiller Plant Operation Optimization: Energy-Efficient Primary-Only and Primary-Secondary SystemsDocument15 pagesChiller Plant Operation Optimization: Energy-Efficient Primary-Only and Primary-Secondary Systems1305619200ljwNo ratings yet
- Mathematical Modeling of A PCM Storage Tank in A Solar Cooling PlantDocument10 pagesMathematical Modeling of A PCM Storage Tank in A Solar Cooling PlantTahseen AlHattabNo ratings yet
- Trane Chiller Plant Admapn014en - 0105Document4 pagesTrane Chiller Plant Admapn014en - 0105a_salehiNo ratings yet
- Energy Conversion and Management: SciencedirectDocument15 pagesEnergy Conversion and Management: SciencedirectPuvaneswary VasuthevanNo ratings yet
- Teg - PV.PCM - Final PaperDocument29 pagesTeg - PV.PCM - Final Paperarianshapoor1234No ratings yet
- 38#Document16 pages38#Aissa DehaneNo ratings yet
- Organic Rankine Cycle Power PlantDocument6 pagesOrganic Rankine Cycle Power PlantPower PowerNo ratings yet
- A Comparative Study of Solar Cooling Technologies: Beethoven Narváez-RomoDocument7 pagesA Comparative Study of Solar Cooling Technologies: Beethoven Narváez-RomokunjNo ratings yet
- Water Efficiency in Thermal Power SectorDocument27 pagesWater Efficiency in Thermal Power Sectorhari reddyNo ratings yet
- Accepted Manuscript: International Journal of RefrigerationDocument38 pagesAccepted Manuscript: International Journal of RefrigerationWinarta AdiNo ratings yet
- Ichaklkaranji Powerloom Mega Clsuter LTD: Address of CommunicationDocument21 pagesIchaklkaranji Powerloom Mega Clsuter LTD: Address of CommunicationPranay SawantNo ratings yet
- Secop Capillary Tube Selector v1.0Document1 pageSecop Capillary Tube Selector v1.0Pranay SawantNo ratings yet
- d2 ChillerDocument3 pagesd2 ChillerPranay SawantNo ratings yet
- Brief Presentation ClimavenetaDocument5 pagesBrief Presentation ClimavenetaPranay SawantNo ratings yet
- Bid Acknowledgement: Eprocurement System Government of MaharashtraDocument1 pageBid Acknowledgement: Eprocurement System Government of MaharashtraPranay SawantNo ratings yet
- Percentage Boq: Validate Print HelpDocument6 pagesPercentage Boq: Validate Print HelpPranay SawantNo ratings yet
- Basis of Design: Bombay International SchoolDocument6 pagesBasis of Design: Bombay International SchoolPranay SawantNo ratings yet
- VRF Airconditioning SystemsDocument24 pagesVRF Airconditioning SystemsPranay SawantNo ratings yet
- Uploads Library LIBRARY 09A2347335E8DBC9tech Paper Ballast TankDocument6 pagesUploads Library LIBRARY 09A2347335E8DBC9tech Paper Ballast TankPranay SawantNo ratings yet
- Dowells Copper Terminals Pricelist 2017Document1 pageDowells Copper Terminals Pricelist 2017Pranay Sawant100% (2)
- Are Green Buildings Really Costlier?Document2 pagesAre Green Buildings Really Costlier?Pranay SawantNo ratings yet
- Appointment of Following Posts On Part-Time Basis in B.A.R.C. HospitalDocument2 pagesAppointment of Following Posts On Part-Time Basis in B.A.R.C. HospitalPranay SawantNo ratings yet
- Technicaldocs Ilovepdf CompressedDocument148 pagesTechnicaldocs Ilovepdf CompressedPranay SawantNo ratings yet
- IGBC Green Interiors ArticleDocument4 pagesIGBC Green Interiors ArticlePranay SawantNo ratings yet
- Vender FormDocument2 pagesVender FormPranay SawantNo ratings yet
- Hdpsychart Generic ManualDocument148 pagesHdpsychart Generic ManualPranay SawantNo ratings yet
- Overlapped Chromosome Segmentation and Separation of Touching Chromosome For Automated Chromosome ClassificationDocument4 pagesOverlapped Chromosome Segmentation and Separation of Touching Chromosome For Automated Chromosome ClassificationĐặng Thanh HuyềnNo ratings yet
- CH 10 SupplementaryDocument9 pagesCH 10 SupplementaryAdila ZambakovićNo ratings yet
- GFT 870Document32 pagesGFT 870Ha NguyenNo ratings yet
- Rahman MD Matiur-2230130236-10noDocument4 pagesRahman MD Matiur-2230130236-10noadnanNo ratings yet
- ABAP Good MaterialDocument150 pagesABAP Good MaterialMuhammad Javeed100% (2)
- Abaqus Tunnel LiningDocument7 pagesAbaqus Tunnel LiningAhsan SattarNo ratings yet
- CHE3001 Computational Methods in Process Engineering: Instructor Assistant Professor SeniorDocument39 pagesCHE3001 Computational Methods in Process Engineering: Instructor Assistant Professor SeniorAmol RastogiNo ratings yet
- Computer Network - CS610 Power Point Slides Lecture 17Document22 pagesComputer Network - CS610 Power Point Slides Lecture 17Ibrahim ChoudaryNo ratings yet
- Aashto TP 61 Determining The Percentage of Fracture in Coarse AggregateDocument5 pagesAashto TP 61 Determining The Percentage of Fracture in Coarse AggregateawangNo ratings yet
- Film Formation in Coatings - Properties, Mechanisms, and ApplicationsDocument10 pagesFilm Formation in Coatings - Properties, Mechanisms, and ApplicationsAadhi InnovativesNo ratings yet
- Vani's Blog 1Document21 pagesVani's Blog 1priyaNo ratings yet
- Calculating With Standard FormDocument2 pagesCalculating With Standard FormjulucesNo ratings yet
- Multiple Objetc Tracking Method Using Kalman FilterDocument5 pagesMultiple Objetc Tracking Method Using Kalman FiltermaxzoelNo ratings yet
- Petroleum Engineering Programme HandbookDocument79 pagesPetroleum Engineering Programme HandbookMohammed Shoaib50% (2)
- Inferential StatisticsDocument10 pagesInferential StatisticsSapana SonawaneNo ratings yet
- Basic of Physics and Chemistry in FireDocument25 pagesBasic of Physics and Chemistry in FireNihal KondaskarNo ratings yet
- Graphing CandyDocument3 pagesGraphing CandySosmileyNo ratings yet
- Ingarden Literary Work of ArtDocument4 pagesIngarden Literary Work of ArtDiana M.0% (1)
- SPE-196769-MS - Burdakov, Wolcott - WAG Pilot Design and ResultsDocument15 pagesSPE-196769-MS - Burdakov, Wolcott - WAG Pilot Design and ResultsDonald WolcottNo ratings yet
- Osiloskop Analog PDFDocument4 pagesOsiloskop Analog PDFSauqia MufidamuyassarNo ratings yet
- Operation Manual For ArcInfoDocument33 pagesOperation Manual For ArcInfoChristian ChacónNo ratings yet
- Percentile: ClassesDocument18 pagesPercentile: ClassesVIBHANSHU SINGHNo ratings yet
- Physics Practical For Class 10.Document16 pagesPhysics Practical For Class 10.uzayerrahman06No ratings yet
- Bpo C Chapter 14Document64 pagesBpo C Chapter 14Mutia SafitriNo ratings yet
- TTMO SyllabusDocument12 pagesTTMO SyllabusShavak SinananNo ratings yet
- Microwave Heating 5 8 GHZDocument5 pagesMicrowave Heating 5 8 GHZperejferrerNo ratings yet
- Chemistry End of Term Exam FinalDocument8 pagesChemistry End of Term Exam FinalTaaboNo ratings yet
- Ionic EquilibriumDocument14 pagesIonic Equilibrium8842 AnuragNo ratings yet