Download as doc, pdf, or txt
You might also like
- 010 - ITP For Hydro TestDocument5 pages010 - ITP For Hydro TestSam Jose0% (2)
- Environmental Science Curriculum GuideDocument5 pagesEnvironmental Science Curriculum GuideAshMere MontesinesNo ratings yet
- Design Submission Programme - RevisedDocument8 pagesDesign Submission Programme - RevisedUmesgNo ratings yet
- Ministry of Municipalities and Public Works (MMPW) Republic of IraqDocument1 pageMinistry of Municipalities and Public Works (MMPW) Republic of IraqAlphatech1No ratings yet
- ESR00550 - Cold Field Bending-revBDocument12 pagesESR00550 - Cold Field Bending-revBSam Jose67% (3)
- LID Design Manual PDFDocument147 pagesLID Design Manual PDFZdeslav KarlovacNo ratings yet
- DewDocument3 pagesDewtravellerfellowNo ratings yet
- 5.19 JSP 380KV GIS High Voltage TestDocument1 page5.19 JSP 380KV GIS High Voltage TestSyed Zafar Ali ShahNo ratings yet
- Kop DDocument44 pagesKop Dridhwan6339No ratings yet
- GANTTDocument14 pagesGANTTManisha ThakurNo ratings yet
- Piping DPR-ISGEC (30.06.2023)Document23 pagesPiping DPR-ISGEC (30.06.2023)omveer singhNo ratings yet
- 3 Steel Structure Installation CLDocument2 pages3 Steel Structure Installation CLwhah11No ratings yet
- SR - No Description QtyDocument12 pagesSR - No Description QtyBoyzannazNo ratings yet
- Method Statement For Excavation WorkDocument7 pagesMethod Statement For Excavation Worktoni_saputroNo ratings yet
- SOP16 Testing of Fire Alarm SystemDocument1 pageSOP16 Testing of Fire Alarm Systemanil kumar100% (1)
- Piping Insulation Project Planned Schedule-Rev2Document1 pagePiping Insulation Project Planned Schedule-Rev2Anene EmmanuelNo ratings yet
- Method Statement Mawasim ParkDocument7 pagesMethod Statement Mawasim ParksheetalnathNo ratings yet
- Procurement, Fabrication, and Installation of Pigging Facilities On 9-Units Ovhor-Amukpe/Sapele BulklinesDocument23 pagesProcurement, Fabrication, and Installation of Pigging Facilities On 9-Units Ovhor-Amukpe/Sapele BulklinesEdo-Abasi EkereNo ratings yet
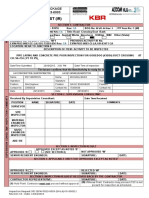
- M /E R I R - G: Manufacturing/ Production Date: Expiration DateDocument2 pagesM /E R I R - G: Manufacturing/ Production Date: Expiration DateMohammed AzharNo ratings yet
- Building Works at Hougang Town Daily Site Record: Thursday, March 12, 2020Document1 pageBuilding Works at Hougang Town Daily Site Record: Thursday, March 12, 2020ALFREDO JR. ARIOS CLARONo ratings yet
- Process Document: Health Safety & Environment Management (Version 1.0)Document8 pagesProcess Document: Health Safety & Environment Management (Version 1.0)Tonmay MajumderNo ratings yet
- Method Statement Excavation Civil WorksDocument9 pagesMethod Statement Excavation Civil WorksRanjith GabrielNo ratings yet
- Lahore Orange Line Metro Train Project: Package-I (Dera Gujjran To Chauburji, 0+600 To 14+200)Document1 pageLahore Orange Line Metro Train Project: Package-I (Dera Gujjran To Chauburji, 0+600 To 14+200)Kamran Ali100% (1)
- Overall Pre-Contract Report 2008-6-13Document13 pagesOverall Pre-Contract Report 2008-6-13Daniel EvansNo ratings yet
- Project Cost Monitoring - Top SheetDocument1 pageProject Cost Monitoring - Top Sheetabhimehta90No ratings yet
- Procédure MTDocument11 pagesProcédure MTAslaouiNo ratings yet
- Project Cost Tracking ReportDocument2 pagesProject Cost Tracking ReportBeni N SoloNo ratings yet
- Types of Heat Tracing Systems - PIPING GUIDEDocument9 pagesTypes of Heat Tracing Systems - PIPING GUIDERaakze MoviNo ratings yet
- MAS FormatDocument2 pagesMAS FormatDebesh ChaudharyNo ratings yet
- Boq Working JharkhandDocument36 pagesBoq Working JharkhandsmithNo ratings yet
- Drp001-Ouf-Inc-Gmd-Z-000-038-S1. Code 4Document26 pagesDrp001-Ouf-Inc-Gmd-Z-000-038-S1. Code 4rodman823No ratings yet
- 03 Fish Bone DiagramDocument1 page03 Fish Bone DiagramShannon MacDonaldNo ratings yet
- 3month Look Ahead PlanDocument1 page3month Look Ahead PlanZain Ul Islam ButtNo ratings yet
- Progress Reporting PlanDocument11 pagesProgress Reporting PlanTheophilus OrupaboNo ratings yet
- Ca Pre Pour 50+734 Ooredoo - RoyDocument1 pageCa Pre Pour 50+734 Ooredoo - RoyraghebomNo ratings yet
- Emergency Response PlanDocument22 pagesEmergency Response PlanJake McKeeNo ratings yet
- Hoarding Construction at Arkema Kerteh 2 ProjectDocument1 pageHoarding Construction at Arkema Kerteh 2 ProjectMohd AzrinNo ratings yet
- Construction Methodology - Maholiya ProjectDocument6 pagesConstruction Methodology - Maholiya ProjectPrateek DasNo ratings yet
- Internal Audit Non-Conformity ReportDocument4 pagesInternal Audit Non-Conformity ReportSparrow Green StudiosNo ratings yet
- Daily Report: Contractor Manpower in SiteDocument3 pagesDaily Report: Contractor Manpower in SiteamjuNo ratings yet
- CC 27 EhspDocument88 pagesCC 27 EhspABHISHEK BHARTINo ratings yet
- Fabrication Inspection Progress ReportDocument4 pagesFabrication Inspection Progress ReportNorman MoralesNo ratings yet
- DWR Piping Indosol1Document84 pagesDWR Piping Indosol1mizwarNo ratings yet
- RFI FormatDocument598 pagesRFI Formatkhuram ShahzadNo ratings yet
- MS - Rainy Season Drainage Construction-1115Document8 pagesMS - Rainy Season Drainage Construction-1115imranNo ratings yet
- Steel Pipe Weight CalculatorDocument1 pageSteel Pipe Weight Calculatorbejay bermudezNo ratings yet
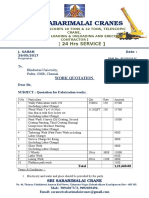
- Sri Sabarimalai Cranes Mechanical QuotationDocument2 pagesSri Sabarimalai Cranes Mechanical QuotationArun MoorthyNo ratings yet
- Rawdhat Al Khail (Rak) HC Construction - Plan A (Option 1) Progress Update As On 17-Jul-17Document3 pagesRawdhat Al Khail (Rak) HC Construction - Plan A (Option 1) Progress Update As On 17-Jul-17vipereyesNo ratings yet
- Reports - Production - R0Document14 pagesReports - Production - R0talupurumNo ratings yet
- Final - Commercial & SOR-Vol IDocument86 pagesFinal - Commercial & SOR-Vol IengharshNo ratings yet
- Sub-Contract Pre-Mobilization Checklist: Reset PrintDocument1 pageSub-Contract Pre-Mobilization Checklist: Reset Printpandu_chemengNo ratings yet
- Management of Contractors ProcedureDocument2 pagesManagement of Contractors ProcedurednmuleNo ratings yet
- Package 2s E0001 - Jupiter DCR 30-10-2021Document96 pagesPackage 2s E0001 - Jupiter DCR 30-10-2021senthilNo ratings yet
- Standards or NorMS With COST BREakdown AnalysisDocument65 pagesStandards or NorMS With COST BREakdown AnalysisRiyaad MandisaNo ratings yet
- Fabrication Work Steps and Activities Are Defined Depends Upon On The Scope of Tank ComponentsDocument8 pagesFabrication Work Steps and Activities Are Defined Depends Upon On The Scope of Tank ComponentsSHAHAN NAFEESNo ratings yet
- Ms Common WorkDocument25 pagesMs Common WorkSahabzada AamirNo ratings yet
- Final Bid Document Tech Consul Itp 44Document65 pagesFinal Bid Document Tech Consul Itp 44Priyanka RawatNo ratings yet
- Internal Issues: (Context of The Organization)Document2 pagesInternal Issues: (Context of The Organization)anissa amalliaNo ratings yet
- F-CD-19 Pipe and Weld Book 26-Abr-19Document84 pagesF-CD-19 Pipe and Weld Book 26-Abr-19Jorge Isaac Lara RamosNo ratings yet
- Project Quality Control Plan Endorsment For Welding2Document23 pagesProject Quality Control Plan Endorsment For Welding2Tadaya KasaharaNo ratings yet
- RFI-3410 - Daily Fit Up Inspection Report-OKDocument92 pagesRFI-3410 - Daily Fit Up Inspection Report-OKnguyennamxmNo ratings yet
- NCR Tracking Log AAILDocument5 pagesNCR Tracking Log AAILssenthil04No ratings yet
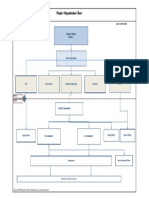
- Project Organisation Chart: Project: Client: End CustomerDocument1 pageProject Organisation Chart: Project: Client: End CustomertejasNo ratings yet
- Monthly Quality Report: Akt Oil ServicesDocument4 pagesMonthly Quality Report: Akt Oil ServicesLaith SalmanNo ratings yet
- SQF 681 Rev 004 Internal Audit Checklist Project ManagementDocument6 pagesSQF 681 Rev 004 Internal Audit Checklist Project ManagementSam JoseNo ratings yet
- Weld Details For QsDocument1 pageWeld Details For QsSam JoseNo ratings yet
- Job Description For Hse AdvisorDocument2 pagesJob Description For Hse AdvisorSam JoseNo ratings yet
- Project Management ProcessDocument6 pagesProject Management ProcessSam JoseNo ratings yet
- Guideline To Machinery Directive 2006 - 42 - ECDocument457 pagesGuideline To Machinery Directive 2006 - 42 - ECSam JoseNo ratings yet
- API 6D ExtractedDocument3 pagesAPI 6D ExtractedSam JoseNo ratings yet
- CV Spirited GuideDocument41 pagesCV Spirited GuideSam JoseNo ratings yet
- Yemen Crisis FinalDocument5 pagesYemen Crisis FinalSam JoseNo ratings yet
- Joint No. ISO Drawing No Sheet Rev. Spool NoDocument9 pagesJoint No. ISO Drawing No Sheet Rev. Spool NoSam JoseNo ratings yet
- 1Document2 pages1Sam JoseNo ratings yet
- Joint No. ISO Drawing No Sheet Rev. Spool NoDocument9 pagesJoint No. ISO Drawing No Sheet Rev. Spool NoSam JoseNo ratings yet
- Accepted With Comments: By: Aneeshraj Baburaj Santhamma (ABS) Date: January 29, 2018Document12 pagesAccepted With Comments: By: Aneeshraj Baburaj Santhamma (ABS) Date: January 29, 2018Sam JoseNo ratings yet
- A688A688M-15 Standard Specification For Seamless and Welded Austenitic Stainless Steel Feedwater Heater TubesDocument6 pagesA688A688M-15 Standard Specification For Seamless and Welded Austenitic Stainless Steel Feedwater Heater TubesChuthaNo ratings yet
- Indian Standard: Colours FOR Ready Mixed Paints and EnamelsDocument20 pagesIndian Standard: Colours FOR Ready Mixed Paints and EnamelsSam JoseNo ratings yet
- Eds L 1Document267 pagesEds L 1Sam Jose100% (1)
- Phytoplankton As A Bioindicator of Organic Pollution in The Waters of Musi River Downstream South SumatraDocument10 pagesPhytoplankton As A Bioindicator of Organic Pollution in The Waters of Musi River Downstream South SumatraSabrina Nur Fitri 2004125073No ratings yet
- Air Stripping of VolatilesDocument31 pagesAir Stripping of VolatilesSivamani SelvarajuNo ratings yet
- OCEANARIUM SynopsisDocument7 pagesOCEANARIUM SynopsisshubhamNo ratings yet
- Uts TermodinamikaDocument6 pagesUts TermodinamikaFadhillah AnsyariNo ratings yet
- GK 1 1Document7 pagesGK 1 1Muhammad AliNo ratings yet
- INChO2023 Question PDFDocument16 pagesINChO2023 Question PDFyash choudharyNo ratings yet
- Dci非开挖培训 赵富祥.zh Cn.enDocument30 pagesDci非开挖培训 赵富祥.zh Cn.enFritz NatividadNo ratings yet
- Design of Road DrainageDocument53 pagesDesign of Road DrainageSky Fire100% (1)
- SP14c.1-2 Specific Heat Capacity of WaterDocument2 pagesSP14c.1-2 Specific Heat Capacity of WaterRamesh ShresthaNo ratings yet
- Water Sustainability For Future Generations: A Case Study of Klang Valley - Amirah KDocument132 pagesWater Sustainability For Future Generations: A Case Study of Klang Valley - Amirah KAmirah AkayNo ratings yet
- EE StateDocument45 pagesEE StateLokeshNo ratings yet
- Drinking Water Treatment Seminar Leesville Middle SchoolDocument28 pagesDrinking Water Treatment Seminar Leesville Middle SchoolJay GeeNo ratings yet
- Deq P2ca Embankmentdaminspection 281088 7Document23 pagesDeq P2ca Embankmentdaminspection 281088 7jnfNo ratings yet
- Problem Set 1.1 PDFDocument1 pageProblem Set 1.1 PDFjulius enriquezNo ratings yet
- IHG Green Engage-Solutions-Issued Feb 1 2011Document498 pagesIHG Green Engage-Solutions-Issued Feb 1 2011Jaime Lorraine KokNo ratings yet
- Module 4 Science Solid To Liquid, Gas To LiquidDocument6 pagesModule 4 Science Solid To Liquid, Gas To LiquidCherry Lyn Amador JovillanoNo ratings yet
- Watershed Management Assignment #1 On Methods of Runoff Computation (10%)Document1 pageWatershed Management Assignment #1 On Methods of Runoff Computation (10%)tigistNo ratings yet
- D095 PDFDocument5 pagesD095 PDFwalterNo ratings yet
- Soft-DrinkDocument39 pagesSoft-DrinkLaraib Butt100% (1)
- H PO Aq) : InstructionsDocument2 pagesH PO Aq) : InstructionsRatri Saha 1712431030No ratings yet
- Philippine National Standard For Dried Sea CucumberDocument15 pagesPhilippine National Standard For Dried Sea CucumberKevin YaptencoNo ratings yet
- Thermax Single Effect Hot Water Driven ChillerDocument12 pagesThermax Single Effect Hot Water Driven ChillerKetan ChandravadiyaNo ratings yet
- Cracks in Soils Related To Desiccation and TreatmentDocument10 pagesCracks in Soils Related To Desiccation and TreatmentHalkawt AminNo ratings yet
- Desmodur RE: CharacterizationDocument3 pagesDesmodur RE: CharacterizationMehulNo ratings yet
- Expository English 4B - Unit 1 Activity - Write A Poem or A PSADocument6 pagesExpository English 4B - Unit 1 Activity - Write A Poem or A PSAyazminNo ratings yet
- Pds Hempel's Epoxy 438us En-UsDocument2 pagesPds Hempel's Epoxy 438us En-UsHuascar Rafael Robles CaceresNo ratings yet
- Water Level & RainfallDocument2 pagesWater Level & RainfallNews CutterNo ratings yet