Download as pdf or txt
You might also like
- How To Make Disposable Silencers Vol IDocument86 pagesHow To Make Disposable Silencers Vol IChris Breezley78% (9)
- 05 - Andersen - Choke Collapse SimulationsDocument13 pages05 - Andersen - Choke Collapse Simulations903352No ratings yet
- Coiled Tubing Operation PDFDocument51 pagesCoiled Tubing Operation PDFMaleja Perpiñan Barrios89% (19)
- Bo105 Rotor TestsDocument16 pagesBo105 Rotor TestsГригорий ОмельченкоNo ratings yet
- Pile InstallationDocument18 pagesPile InstallationAmal AmranNo ratings yet
- Yura Bracing SlidesDocument7 pagesYura Bracing SlidesSakisNo ratings yet
- RHD, Bangladesh SoR Analysis 2018 Dhaka Mym CumillaDocument304 pagesRHD, Bangladesh SoR Analysis 2018 Dhaka Mym CumillaMohaiminul Karim73% (15)
- Tower Weight DetailsDocument5 pagesTower Weight DetailsSourav Satapathy100% (1)
- V1 N2 1980 RabenhorstDocument6 pagesV1 N2 1980 Rabenhorstraa2010No ratings yet
- Modern Engineering For Design of Liquid (326-452)Document127 pagesModern Engineering For Design of Liquid (326-452)Misha's Kitchen And OtherNo ratings yet
- Chaper Three 1Document22 pagesChaper Three 1natiz addisNo ratings yet
- Sylvania Batwing Series Floodlight Spec Sheet 5-68Document4 pagesSylvania Batwing Series Floodlight Spec Sheet 5-68Alan MastersNo ratings yet
- Using Preloading To Protect Bearings Against Lightning DamageDocument4 pagesUsing Preloading To Protect Bearings Against Lightning DamageMahdi abanNo ratings yet
- MAGS ArticleDocument5 pagesMAGS ArticlesatishmuggulaNo ratings yet
- Perscussion Primers Design RequirementsDocument26 pagesPerscussion Primers Design RequirementsJoseph J. ZajkNo ratings yet
- Steam Engine AssyDocument16 pagesSteam Engine Assyvjvictorvictor02No ratings yet
- Steam Turbine TestsDocument16 pagesSteam Turbine TestsHaf izh100% (1)
- Hirsch Ocean EngineeringDocument6 pagesHirsch Ocean EngineeringsiswoutNo ratings yet
- Evaluation of Siliceous Cored Armor For The XM60Document46 pagesEvaluation of Siliceous Cored Armor For The XM60AwesomeDeliteNo ratings yet
- CHAPTER 2 PROPULSION SYSTEM - Marine Propellers and Propulsion - JOHN CARLTONDocument20 pagesCHAPTER 2 PROPULSION SYSTEM - Marine Propellers and Propulsion - JOHN CARLTONNur Salim100% (1)
- Review of Orifice Plate Steam Traps: ORNL/TM-2000/353/R1Document35 pagesReview of Orifice Plate Steam Traps: ORNL/TM-2000/353/R1PraveenNo ratings yet
- AbrasiveBlastCleaning1 PDFDocument29 pagesAbrasiveBlastCleaning1 PDFMariela Tabata Calizaya Chipana100% (2)
- Some Aspects of The Design of Seagoing Aircraft Part 2Document4 pagesSome Aspects of The Design of Seagoing Aircraft Part 2Mark Evan SalutinNo ratings yet
- Shibata Catalogue (Fender)Document63 pagesShibata Catalogue (Fender)Ignatius Dimas Carmelitto100% (1)
- Safe Working LoadDocument16 pagesSafe Working LoadHugo Vco RvaNo ratings yet
- Wiley Journal (American Water Works Association)Document4 pagesWiley Journal (American Water Works Association)Cassandra NeoNo ratings yet
- ASME Paper 82-PET-12Document4 pagesASME Paper 82-PET-12Hadi VeyseNo ratings yet
- CALTRAN - Foundation - Manual - Chapt7 - Driven PilesDocument42 pagesCALTRAN - Foundation - Manual - Chapt7 - Driven PileskyrheeNo ratings yet
- Presentation AnchorDocument35 pagesPresentation AnchorHan Thu WynnNo ratings yet
- Yokohama FENDER PRODUCT LITERATURE PDFDocument8 pagesYokohama FENDER PRODUCT LITERATURE PDFitaaliyenNo ratings yet
- Chimneys - Damper CatalogDocument7 pagesChimneys - Damper CatalogMarco FoglieriNo ratings yet
- Pipe Sticks SupportDocument8 pagesPipe Sticks SupportAmitNo ratings yet
- Propellers and Shafting: G RedpathDocument26 pagesPropellers and Shafting: G RedpathIsrael Romani CaceresNo ratings yet
- Basic Safety Principles of Klt-40C Reactor PlantsDocument11 pagesBasic Safety Principles of Klt-40C Reactor PlantskNo ratings yet
- Permanent-Type Well Completion: SPE 231-GDocument6 pagesPermanent-Type Well Completion: SPE 231-GAndre YudhistiraNo ratings yet
- Lazalde MethodDocument11 pagesLazalde MethodHamiltonNo ratings yet
- Scales 1976Document16 pagesScales 1976Anonymous elBfP64NpNo ratings yet
- SPE-11175-PA (Dry Wellheads)Document7 pagesSPE-11175-PA (Dry Wellheads)jorge FranciscpNo ratings yet
- Propellers. Inboard Propellers and Speed Calculation Marine Engines 2.1L 16LDocument28 pagesPropellers. Inboard Propellers and Speed Calculation Marine Engines 2.1L 16Lanon_844391780100% (1)
- Mainspring DynamicsDocument10 pagesMainspring Dynamicsmszlazak4179No ratings yet
- Semi-Internal "Pop-Action" Pressure Relief Valves For ASME ContainersDocument1 pageSemi-Internal "Pop-Action" Pressure Relief Valves For ASME ContainersshuzaoNo ratings yet
- 85ton Open Loop Power SwivelDocument27 pages85ton Open Loop Power SwivelGasim MohNo ratings yet
- FOW - Concrete Barge - Thomas - ChoisnetDocument5 pagesFOW - Concrete Barge - Thomas - Choisnettomc8053No ratings yet
- Rockwell Edward Flite Flow ValveDocument15 pagesRockwell Edward Flite Flow ValveAnderson SiqueiraNo ratings yet
- Erf 1984-31Document8 pagesErf 1984-31Viktor IsakovanNo ratings yet
- Engineers: Automobile Division Proceedings of The Institution of MechanicalDocument10 pagesEngineers: Automobile Division Proceedings of The Institution of Mechanicalacar1No ratings yet
- Hammer and Driving MethodDocument7 pagesHammer and Driving MethodIftiNo ratings yet
- Chek-Lok® Excess Flow Valves 7590U and 7591U Series: ApplicationDocument1 pageChek-Lok® Excess Flow Valves 7590U and 7591U Series: ApplicationLPG Equipment Consulting and ServicesNo ratings yet
- Aircraft Stopping Systems ProPilot Vol 50 No 11 p86 - StampedDocument6 pagesAircraft Stopping Systems ProPilot Vol 50 No 11 p86 - Stampedgp.zohaibNo ratings yet
- Fused Arcing Horns: and Grading RingsDocument3 pagesFused Arcing Horns: and Grading RingsPriska Dwi AnggitaNo ratings yet
- Vw0811 Actuation OxlerDocument2 pagesVw0811 Actuation OxlerAhmed KhairiNo ratings yet
- Dwnload Full Electrical Control For Machines 7th Edition Lobsiger Solutions Manual PDFDocument34 pagesDwnload Full Electrical Control For Machines 7th Edition Lobsiger Solutions Manual PDFwonders.stufferlx27100% (15)
- APPENDIX 7大豐送風機Document39 pagesAPPENDIX 7大豐送風機Anson WangNo ratings yet
- ISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesDocument5 pagesISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesChandra SimanjuntakNo ratings yet
- 1 s2.0 0038092X79901701 MaiDocument14 pages1 s2.0 0038092X79901701 Maihassan zohairNo ratings yet
- Tunnels & Caverns: Looking Back at Forty Years in Underground Construction & EstimatingFrom EverandTunnels & Caverns: Looking Back at Forty Years in Underground Construction & EstimatingNo ratings yet
- Formwork in Swimming Pool ConstructionDocument4 pagesFormwork in Swimming Pool ConstructionmtNo ratings yet
- F L SRS18 PDFDocument76 pagesF L SRS18 PDFmtNo ratings yet
- Contact Lap Splices in Shotcrete (Gunite) Swimming Pool ConstructionDocument1 pageContact Lap Splices in Shotcrete (Gunite) Swimming Pool ConstructionmtNo ratings yet
- Concrete Decks in Expansive SoilsDocument3 pagesConcrete Decks in Expansive SoilsmtNo ratings yet
- Bad Benchmarks: Workmanship Issues in Swimming Pool Dry-Mix ConstructionDocument6 pagesBad Benchmarks: Workmanship Issues in Swimming Pool Dry-Mix ConstructionmtNo ratings yet
- Frequently Asked Questions: What Are Jet Filters?Document8 pagesFrequently Asked Questions: What Are Jet Filters?mtNo ratings yet
- Benzer 2PerPageGrayscale PDFDocument80 pagesBenzer 2PerPageGrayscale PDFmtNo ratings yet
- Complete Construction Standards PDFDocument290 pagesComplete Construction Standards PDFmtNo ratings yet
- Installation Instructions: Parts ListDocument6 pagesInstallation Instructions: Parts ListmtNo ratings yet
- Reprinted From The December 2006 and January 2007 Issues of Structural Engineer, With Permission From ZweigwhiteDocument7 pagesReprinted From The December 2006 and January 2007 Issues of Structural Engineer, With Permission From ZweigwhitemtNo ratings yet
- 2013 WSF Atl ManbeckDocument18 pages2013 WSF Atl ManbeckmtNo ratings yet
- Considering CorrosionDocument5 pagesConsidering CorrosionmtNo ratings yet
- Esr 2907Document5 pagesEsr 2907mtNo ratings yet
- DG 2 EnglishDocument58 pagesDG 2 EnglishÁlló László100% (2)
- Thin Brick Veneer: Technical Notes 28CDocument12 pagesThin Brick Veneer: Technical Notes 28CmtNo ratings yet
- Wisdot Bridge Manual: Chapter 5 - Economics and CostsDocument16 pagesWisdot Bridge Manual: Chapter 5 - Economics and Costsmt0% (1)
- Modern Specification of Driven Pile Work: Richard CheneyDocument8 pagesModern Specification of Driven Pile Work: Richard CheneymtNo ratings yet
- 66 RoofScreen Square Base RotoLock PDSDocument3 pages66 RoofScreen Square Base RotoLock PDSmtNo ratings yet
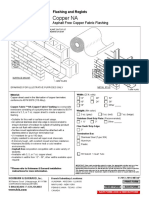
- Copper NA: Asphalt Free Copper Fabric FlashingDocument1 pageCopper NA: Asphalt Free Copper Fabric FlashingmtNo ratings yet
- Operator'S Manual: MODEL #100419 7000W Dual Fuel GeneratorDocument39 pagesOperator'S Manual: MODEL #100419 7000W Dual Fuel GeneratormtNo ratings yet
- MWP 15 SS MRDocument1 pageMWP 15 SS MRmtNo ratings yet
- Threaded Rod, Low Carbon, Acme Thread, Plain: Specification RequirementsDocument1 pageThreaded Rod, Low Carbon, Acme Thread, Plain: Specification RequirementsmtNo ratings yet
- MATERIAL SA36 - ASME (Mechanical) Code Issues - Eng-TipsDocument2 pagesMATERIAL SA36 - ASME (Mechanical) Code Issues - Eng-Tipsisrar khanNo ratings yet
- Asme 2017 Sa 312Document1 pageAsme 2017 Sa 312Kathir VelNo ratings yet
- Maestro 800 F 1000 F 1200 FDocument4 pagesMaestro 800 F 1000 F 1200 FYogendra ReddyNo ratings yet
- Team Stratos BAJA Sponsorship BrochureDocument8 pagesTeam Stratos BAJA Sponsorship BrochureManish O100% (1)
- Arab Pavement Publication 10 5265 401Document61 pagesArab Pavement Publication 10 5265 401HanafiahHamzahNo ratings yet
- Traduzir Do: Traduzir Para:: Ajuda Fazer LoginDocument3 pagesTraduzir Do: Traduzir Para:: Ajuda Fazer LoginstygopsNo ratings yet
- Petrolchimico Eng Ita PDFDocument28 pagesPetrolchimico Eng Ita PDFJavier TrujillanoNo ratings yet
- Marcel Duchamp PDFDocument4 pagesMarcel Duchamp PDFMeru SharmaNo ratings yet
- Ethanol Production From Sorghum PDFDocument2 pagesEthanol Production From Sorghum PDFErinNo ratings yet
- Review of Related LiteratureDocument4 pagesReview of Related LiteraturebutterfliesandnotNo ratings yet
- KSOU Distance M Tech Civil Engineering Sem III SyllabusDocument5 pagesKSOU Distance M Tech Civil Engineering Sem III SyllabusSunil JhaNo ratings yet
- CEREMA Construction OA PDFDocument285 pagesCEREMA Construction OA PDFAlexandros Gi100% (1)
- Vinnolit S 3160 EnglischDocument2 pagesVinnolit S 3160 EnglischFrancisco Venegas ZuñigaNo ratings yet
- Cotton GinningDocument9 pagesCotton GinningsaqureshNo ratings yet
- Revco BrochureDocument24 pagesRevco BrochuremarcosfactoryNo ratings yet
- Catalogo 12kDocument682 pagesCatalogo 12kfernandopc01100% (7)
- Formwork Catalogue KumkangDocument83 pagesFormwork Catalogue KumkanghungxdNo ratings yet
- (1928) Cork InsulationDocument556 pages(1928) Cork InsulationHerbert Hillary Booker 2ndNo ratings yet
- Robotic Report PDFDocument10 pagesRobotic Report PDFCayure DiegoNo ratings yet
- Printer and Speakers Are All Output DevicesDocument25 pagesPrinter and Speakers Are All Output DevicesHLNo ratings yet
- Urc 2082Document96 pagesUrc 2082templpa100% (1)
- TOA Voice EvacuationDocument8 pagesTOA Voice EvacuationYasser DeghaidyNo ratings yet
- 2016 Machine Shop Manual PDFDocument95 pages2016 Machine Shop Manual PDFShravan Shetty100% (1)
- Epson t40w Service ManualDocument7 pagesEpson t40w Service ManualLindsay HinesNo ratings yet
- Ship UnloadersDocument2 pagesShip UnloadersNos GoteNo ratings yet
- 1515-120-SPC-0050-R3 - WeldingDocument21 pages1515-120-SPC-0050-R3 - WeldingLakshmi NarasimhanNo ratings yet
- X Ray Secuplus SPX 5030aDocument2 pagesX Ray Secuplus SPX 5030arlcrlNo ratings yet
- Conical Seat Spherical Washer Is 4297Document6 pagesConical Seat Spherical Washer Is 4297Rajasekaran Murugan0% (1)